Изобретение относится к области нанесения гальванических покрытий.
Известна автоматическая линия для нанесения гальванических покрытий, содержащая ряд ванн, установленных по ходу технологического процесса, транспортные механизмы, контейнеры с деталями и командоаппарат.
Предложенная линия отличается от известной наличием смонтированных на транспортных механизмах программных датчиков, выходы которых связаны с блоком памяти ирограм командоанпарата, и флажков-якорей, укрепленных на контейнерах с деталями. Это позволяет повысить производительность.
На фиг. 1 показана онисываемая автоматическая линия; на фиг. 2 - узел А на фиг. 1; на фиг. 3 - блок-схема линии.
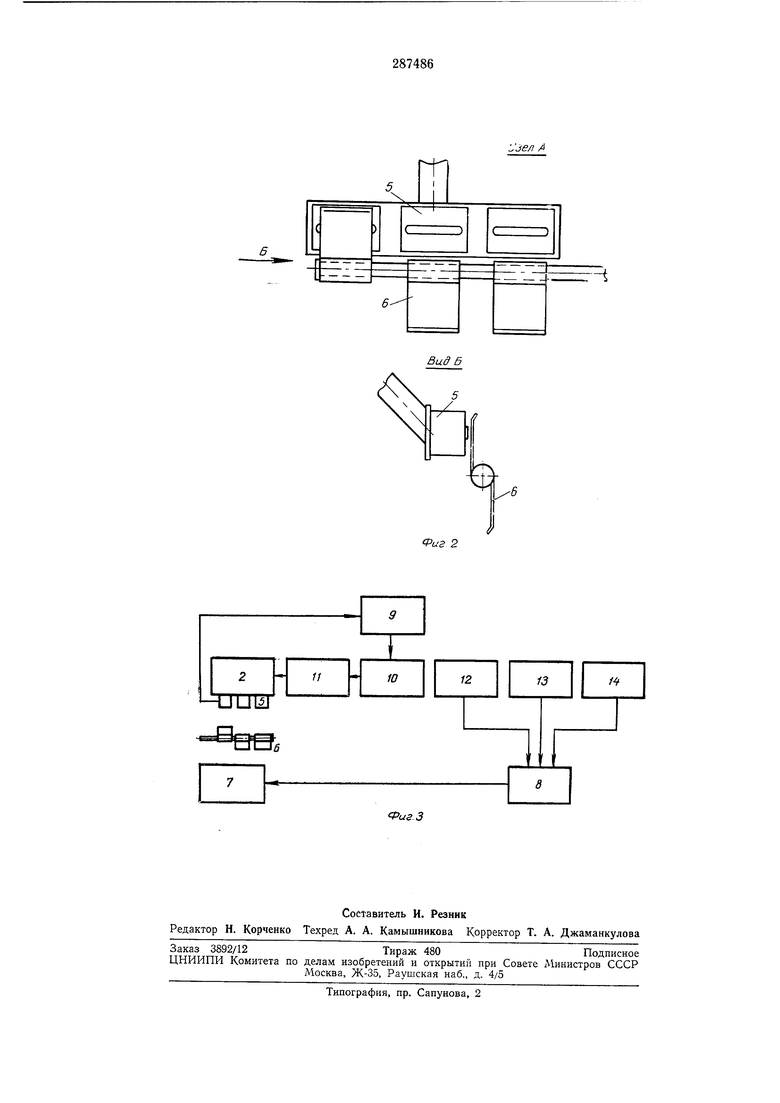
Линия состоит из ряда ванн 1, расположенных по ходу технологического процесса, транспортных механизмов 2, контейнеров 3 с деталями и командоапиарата 4. На транспортных механизмах 2 смонтированы программные датчики 5, выходы которых связаны с блоком памяти программ командоаппарата, а на контейнерах 3 с деталями укреплены флажки-якори 6.
окончания обработки предыдущих партий деталей на позициях основной обработки. Перед началом работы линии, когда все позиции еще свободны, подаются сигналы, разрещающие запуск в обработку деталей по всем программам.
Оператор, загрузив контейнер 3 деталями, устанавливает в рабочее положение имеющийся на контейнере флажок-якорь 6 с обозначением программы обработки и нажимает кнопку вызова транспортного механизма 2. Вызов транспортного механизма к обрабатывающим позициям производится по окончании в них обработки посредством реле времени.
Получив вызов с позиции загрузки или с любой другой позиции, где закончилась обработка, транспортный механизм 2 подходит к этой позиции и начинает подъем контейнера 3 с деталями. В конце подъема флажок-якорь
6 с обозначением программы действует на один из программных датчиков 5, имеющихся на транспортном механизме, в результате чего включается «память данной программы. Блок 9 памяти через блок 10 управления
транспортным механизмом п силовой блок // заставляет транспортный механизм выполнять нужные операции.
хождения в момент вызова, и после подъема контейнера как бы определяет его программу и переноент его на следуюш,ую позицию согласно этой программе.
Для более полного использования рабочего времени нозиций основной обработки разрешающий сигнал на запуск в обработку следующего контейнера с деталями подается блоком управления позиционной обработки (блоки 12, 13, 14} до окончания обработки предыдущего контейнера заранее на время, необходимое для прохождения следующим контейнером подготовительных операций.
Для предотвращения передержки (ведущей к браку) на одной из позиций, одновременно закончивших обработку деталей (когда транспортный .механизм занят разгрузкой другой из них), зануск контейнера с деталями по той или иной программе в момент, предполагающий одновременную готовность, сдвигается на необходимое время, что достигается задержкой соответствующего разрешающего сигнала блоком управления позиционной обработки.
Предмет изобретения
Автоматическая линия для нацесения гальвацических покрытий, содержащая ряд ванн,
расположенных цо ходу технологического процесса, транснортные механизмы, контейнеры с деталями и командоанпарат, отличающаяся тем, что, с целью повышения производительности, линия снабжена смонтированными на транспортных механизмах программными датчиками, выходы которых связаны с блоком памяти программ командоапнарата, и флажками-якорями, укрепленными на контейнерах с деталями.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для нанесения гальванических покрытий | 1980 |
|
SU933822A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1986 |
|
SU1315530A1 |
| КОМАНДОАППАРАТ ДЛЯ УПРАВЛЕНИЯ АВТООПЕРАТОРОМ НА ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 1973 |
|
SU407978A1 |
| БЕСКОНТАКТНЫЙ КОМАНДОАППАРАТ | 1970 |
|
SU264504A1 |
| Устройство для управления автоматическими линиями гальванопокрытий | 1983 |
|
SU1095136A1 |
| ПТБ | 1973 |
|
SU406962A1 |
| Автоматическая линия для нанесения гальванических покрытий | 1982 |
|
SU1046354A1 |
| Устройство для программного управления автооператорами гальванической линии | 1987 |
|
SU1429089A1 |
| Устройство для выработки рекомендации по загрузке многопроцессных линий гальванопокрытий | 1972 |
|
SU476333A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |