1
Изобретение относится к цветной металлургии и может быть использовано при гальванической обработке изделий.
Известно устройство для программного управления автоматическими линиями гальнанопокрытий, содержащее блоки формирования команд по числу автооператоров и индикации и считывающее устройство. Однако в этом устройстве между мОМентом появления сигнала разрешения загрузки линии и моментом вызова автооператора на позицию загрузки проходит определенное время, зависящее от различных причин, что приводит к непроизводителоным простоям ванн основной обработки.
Целью изобретения является повышение производительности линии -при одновременном увеличении гибкости в выборе программ.
Это достигается тем, что в устройство введены программно-анализирующие устройства по числу программ, .перфоратор и блок управления приводами, причем выходы считывающего устройства соединены со входом блока управления приводами и со входами программно-анализирующих устройств, подключе П1ых ко входам блоков индикации, управления приводами и формирования команд.
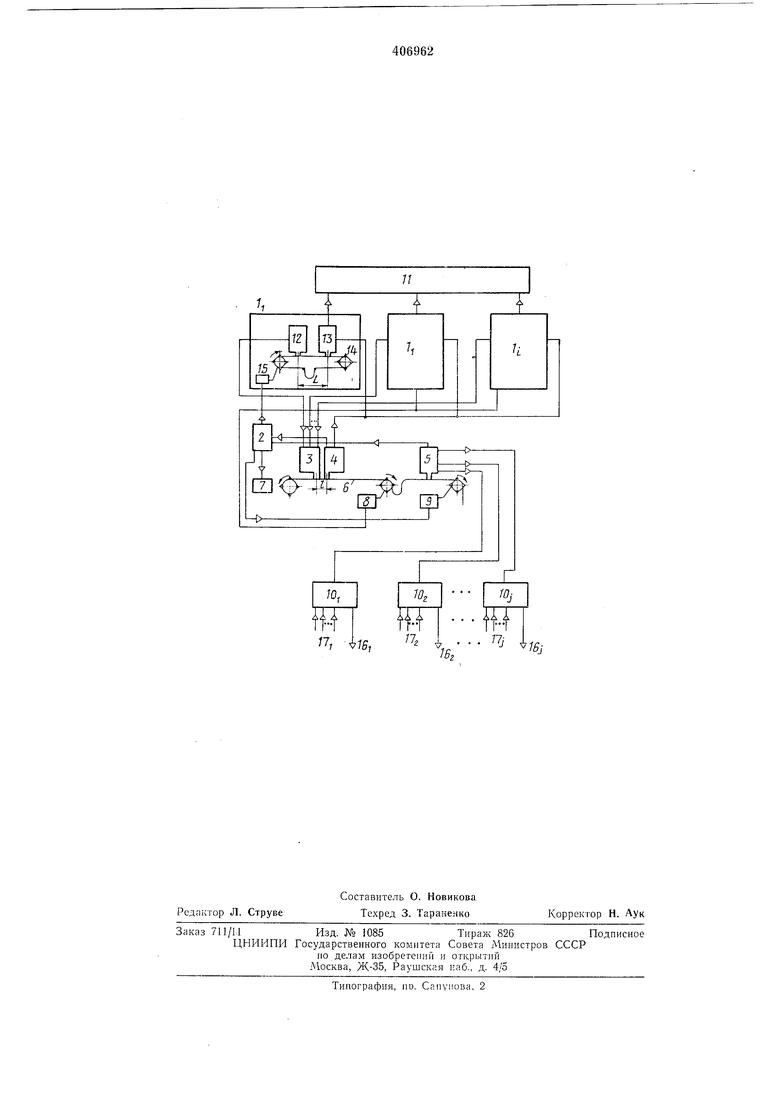
На чертеже изображена структуриая схема предлагаемого устройства.
Устройство содержит программно-анализирующие устройства li... bi... Ij по числу программ, блок 2 управления приводами, перфоратор 3, считывающие устройства опроса 4, рабочее считывающее устройство 5, перфоленту б оперативной памяти и приводы 7, 8, 9 перфоленты, блоки lOi... lOj формирования команд по числу автооператоров и блок И индикации. Программно-анализирующее устройство состоит из программного считывающего блока 12, блока 13 опроса, перфоленты 14, на которую наносится информация об одной программе, и ее привода 15.
Стартетоиная протяжка перфоленты G в рабочем режиме, на шаг осуществляется через строго определенный интервал времени, представляющий наименьшее общее кратное времени обработки деталей на всех позициях и перемещений автооператора. По величине протяжки перфоленты судят о временных режимах обработки деталей.
Устройство работает следующим образом.
Перед началом работы онератор включает нрнвод 9 нротяжки перфолент;, б в рабочем режиме со скоростью У,-, и нажимает кнопку номера К-й программы, ио которой будет зануиден контейнер в перзий люмеит загрузки. Одно 5ремепно включаются нриводы 8 и 15 всех программно-анализирующих устройств li... j и программный считывающий блок 12 программно-анализирующего устройства l/j, с программных выходов которых сигналы поступают на перфоратор 3. Приводы 8 и 15 протягивают иерфоленты 6 и 14 со скоростью V Vp. С выходов считывающего устройства опроса 4 информация о k-m программе с оперативной памяти поступает на входы блоков 13 опроса всех программио-анализнруюHUIX устройств li... Ij. Считывающие головки блоков 12 и 13 расположены на расстоянии L /-j-/3- p, где / - расстояние между головкой перфоратора и считывающей головкой устройства опроса, 3 - ритм загрузки. Следовательно, одновременно с записью рабочей k программы производится опрос параллельно по всем программам с целью выявления тех программ, по которым может быть запущен контейпер во второй момент загрузки. Сигналы разрешения на запуск коптейнера по той или иной программе постунают на входы блока 11 индикации лишь в том случае, если в результате опроса установлено, что прп выполнении данной ирограммы исключено опускание данного контейнера и запятую другой подвеской ванну, а также исключено соревнование вызовов одного и того же автооператора к различным ваннам. Запнсь и опрос программ оканчивается к п.ервому моменту загрузки контейнера по /г-й программе, и сигнал с выхода считывающего устройства опроса 4 поступает на вход блока 2 управления приводами, после чего отключаются приводы 8 н 15 и включается иривод 7 обратиой перемотки иерфоленты 6 со скоростью К V в исходное положение со сдвигом равным . Система готова к записи новой рабочей программы на оперативн ю намять перед вторым моментом загрузки, а также опросу для выявления тех программ, по которым может быть заиущен контейнер в третий момент загрузки. Таким образом, между моментом окончания онороса и запуска нового контейнера в следующий момент загрузки, остается время, равкое ритму загрузки, необходимое на подготовку нужного контейнера с деталями. Это повышает надежность и производительность линии и исключает простои. Начиная с первого момента загрузки и до окончания работы системы, командные сигналы с выходов рабочего считывающего устройства 5 поступают на входы блоков lOi.. . lOj формирования команд. Блоки lOj...lOj иосылают сигналы 16i. . . 16; на двигатели автооиераторов в зависимости от сигналов с путевых датчиков 17i. . . I7j. Для повышения точности временного режима обработки деталей в ваннах поиск очередного вызова на определенную позицию автооператора осуществляется сразу после освобождения последнего. В этот момент сигнал с выхода рабочего считывающего устройства поступает на вход блока 2 управления приводами, после чего иривод 9 осуществляет протяжку перфоленты 6 со скоростью V Vp. Через некоторое время t происходит считывание с перфоленты 6 команд вызова на определенную позицию, автооператор направляется к данной позиции, а перфолента возвращается в исходное состояние со скоростью FI У (реверс иривода 9 на чертеже не показан). Так как время протяжки перфоленты 6 в рабочем режиме на шаг /ш 2/, то поиск вызова одпого автооператора не оказывает влияния на работу остальных автооператоров. Таким образом, устраняются случайные погрешности при отработке вызовов автооператорами. Предмет изобретения Устройство для программного управления автоматическими линиями гальванонокрытий, содержащее блоки формирования команд по числу автооператоров, индикации и считывающее устройство, отличающееся тем, что, с целью повышения производительности линии при одновременном увеличении гибкости в выборе программ, в него введены программноанализирующие устройства ио числу программ, перфоратор и блок управления приводами, причем выходы считывающего устройства соединены со входом блока управления приводами и со входами программно-анализирующих устройств, подключепных ко входам блоков индикации, управления приводами и формирования команд.
/7, 4/5,
I
f
i/,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления автоматическими линиями гальванопокрытий | 1981 |
|
SU1003023A1 |
| УСТРОЙСТВО для КОНТРОЛЯ РАБОТЫ ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ | 1973 |
|
SU407357A1 |
| ПРОГРАММНОЕ УСТРОЙСТВО ДЛЯ ВЫДАЧИ ИМПУЛЬСНЫХКОМАНД | 1971 |
|
SU321934A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯ РЕГУЛЯРНОСТИ ДВИЖЕНИЯ ТРАНСПОРТА | 1972 |
|
SU359689A1 |
| Устройство управления автооператорами линий гальванопокрытий | 1972 |
|
SU476334A1 |
| Многопроцессная линия гальванических покрытий | 1988 |
|
SU1585396A1 |
| Система программного управления сварочно-наплавочными станками | 1961 |
|
SU143181A1 |
| Устройство для контроля перемещения железнодорожных составов | 1983 |
|
SU1207875A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ЧИСЛА ПРОСТОЕВ ОБОРУДОВАНИЯ | 1991 |
|
RU2017219C1 |