Пзвестно устройство для автоматического регулирования толщины полосы на входе непрерывного стана, включающее измеритель толщины полосы за второй клетью и делитель сигнала отклонения толщины, соединенные через интегратор с системой управления двигателем первой клети.
Предлагаемое устройство отличается тем, что для повыщения эффективности регулирования толщины полосы в зоне сварных щвов выход делителя дополнительно подключен к системам управления двигателями первой и второй клетей.
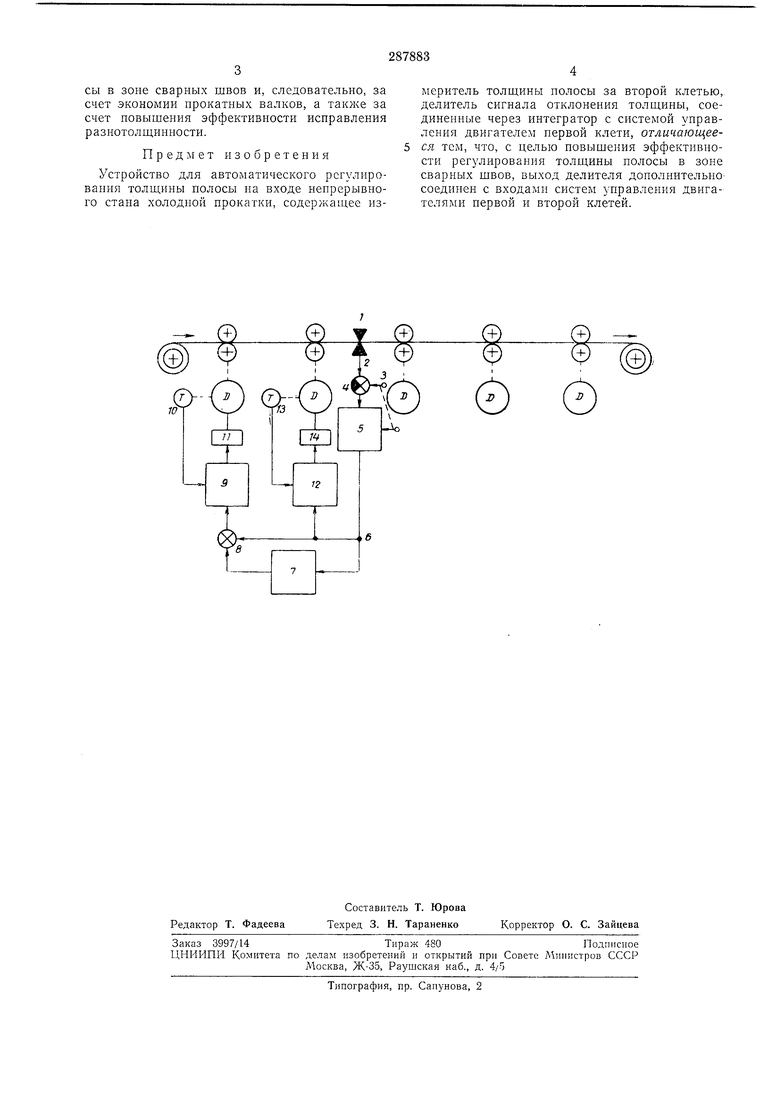
Па чертеже представлено предлагаемое устройство.
Микрометром 1 измеряют толщину полосы за второй клетью. Сигнал толщины 2 сравнивают с заданным значением 3. Сигнал отклонения толщины от заданного значения 4 в делителе 5 делится на заданное значение . Сигнал 6 относительного отклонения толщины подается на вход интегратора 7. Сигнал 8, равный интегралу от относительного отклонения толщины, в множителе 9 умножается ла скорость двигателей первой клети, снимаемой с тахогенератора W.
интегратора 7 подается на вход множителя 9 и одновременно на вход множителя 12, умножающего сигнал 6 на скорость двигателей второй клети, измеряемой тахогенератором 13.
Сигнал с выхода множителя 12 воздействует на систему управления М скоростью двигателей второй клети.
Воздействие на относительную скорость первой клети по интегралу относительного отклонения толщины полосы за второй клетью обеспечивает отработку отклонения толщины полосы в основном в валках второй клети.
Новая связь, вводящая дополнительное воздействие одновременно на скорость первой и
второй клетей по относительному отклонению толплины полосы за второй клетью, изменяет обжатие, в основном, в третьей клети, т. е. перед микрометром, что обеспечивает начало отработки скачка толщины полосы перед сварным щвом.
Кроме того, такая опережающая связь обеспечивает частичнхю отработку отклонений толщины, замеренных микрометром /. Вновь вводимая связь с выхода делителя 5 на вход
множителей 9 и 12 позволяет согласовать относительные изменения скоростей первой и второй клетей с относительным отклонением ТОЛЩ1П1Ы за второй клетью. Эффективность предлагаемого устройства
сы в зоне сварных швов и, следовательно, за счет экономии прокатных валков, а также за счет новышения эффективности исправления разнотолщинности.
Предмет изобретения
Устройство для автоматического регулирования толщины полосы на входе непрерывного стана холодной нрокаткн, содержащее измеритель толщины полосы за второй клетью, делитель сигнала отклонения толщины, соединенные через интегратор с системой управления двигателем первой клети, отличающееся тем, что, с целью повышения эффективности регулирования толщины полосы в зоне сварных швов, выход делителя дополнительно соедннен с входами систем управления двигателями первой и второй клетей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ | 1970 |
|
SU268355A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЕ | 1972 |
|
SU325062A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТОЛЩИНЫ полосы | 1970 |
|
SU260576A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1973 |
|
SU396137A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1974 |
|
SU529864A1 |
| РЕГУЛЯТОР ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1964 |
|
SU164361A1 |
| Способ и устройство для автоматического регулирования толщины стальной полосы в процессе горячего проката | 1957 |
|
SU124401A1 |
| Система регулирования толщины полосы | 1972 |
|
SU576129A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1961 |
|
SU267566A1 |
