(54) СИСТЕМА РЕГУЛИРОВАНИЯ ТОЛЩИНЫ НОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ ПРОКАТНОМ CTAHF | 1973 |
|
SU385640A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Адаптивный регулятор для непрерывного стана холодной прокатки | 1973 |
|
SU494207A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1973 |
|
SU396137A1 |
| РЕГУЛЯТОР ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1964 |
|
SU164361A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1974 |
|
SU529864A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯТОЛЩИНЫ полосы | 1972 |
|
SU353764A1 |
| Устройство для автоматического регулирования натяжения и толщины полосы на непрерывном прокатном стане | 1975 |
|
SU541522A1 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
1
Изобретеиие отноеитея к области автоматизации технологического процесса ирокатки полосы, точнее к устройствам для автоматического поддержания постояииой толщины проката и может быть примеиено в устройствах для изготовления изделия прокаткой между валками.
Известна система регулирования толщины полосы, ирокатываемой на непрерывном стане -ХОЛОДНОЙ нрокатки.
Известная система регулирования толщины полосы содержит грубый регулятор толщины, выход которого подключен к двигателю, соедииеииому с нажимным механизмом валков первой клети, устройство ограничения межклетевых натяжений полосы, входы которого соединены с тензометрами, установленными между клетями стана, а выходы - с двигателями, соединенными с нажимными механизмами валков иоследующих клетей стана и с первыми входами соответствующих схем управления, двигатели валков, подключенные к выходам схем управления, тахогенераторы, кинематически связанные с двигателями валков, и микрометры, первый из которых установлен между первой и второй клетью стана и подключен ко входу грубого регулятора толщииы, а второй микрометр установлен на выходе последней клети стана и подключен к одному из входов схемы сравнения.
Грубое регулирование толщины полосы осуществляется нажимными винтами первой клети по сигналу микрометра, установленного на выходе этой клети.
Тонкое регулирование толщины иолосы происходит за счет изменения натяжения полосы на участке между двумя последними клетями но сигналу микрометра, установленного на выходе последней клетки.
Сигнал этого микрометра, пропорциоиальный толщине полосы, поступает на вход точного регулятора толщины полосы, где он сравнивается с заданным значением.
В зависимости от знака и величины сигнала
ощибки измеияются соотношення скоростей двигателей главных приводов стана, что приводит к увеличению или уменьшению натяжения полосы между последними клетями стана и, соответственно, к уменьщению или увеличению толщины иолосы.
Недостатком этой системы регулирования является выход из стана полосы, имеющей продольную разнотолщинность, выходящую за пределы допусков на участках длиной, превышающей путь транснортного заназдывания.
Цель изобретения - повышение точности регзлировання иолосы, прокатываемой на непрерывном стане холодной прокатки. Цель достигается тем, что в систему регулирования введеиы доиолнительно схема сравнения, первый вход которой соединен с выходом блока регулируемого заназдывания, а второй- с выходом тахогенератора последней клети; усилитель, вход которого соединен с выходом уномянутой схемы сравнения, первый выход его соединен со вторыми входами схем управления скоростью двигателей клетей стаиа, предшествующих последней клети, а второй его выход - со вторым входом схемы управления скоростью двигателя последией клети стана, и интегрирующий усилитель, вход которого подключен к выходу схемы сравнения, а выход-к тахогенератору последией клети стана, а также тем, что один из входов блока регулируемого заназдывания соединен с тахогенератором следян;их роликов устройства изменепня секундгюго объема.
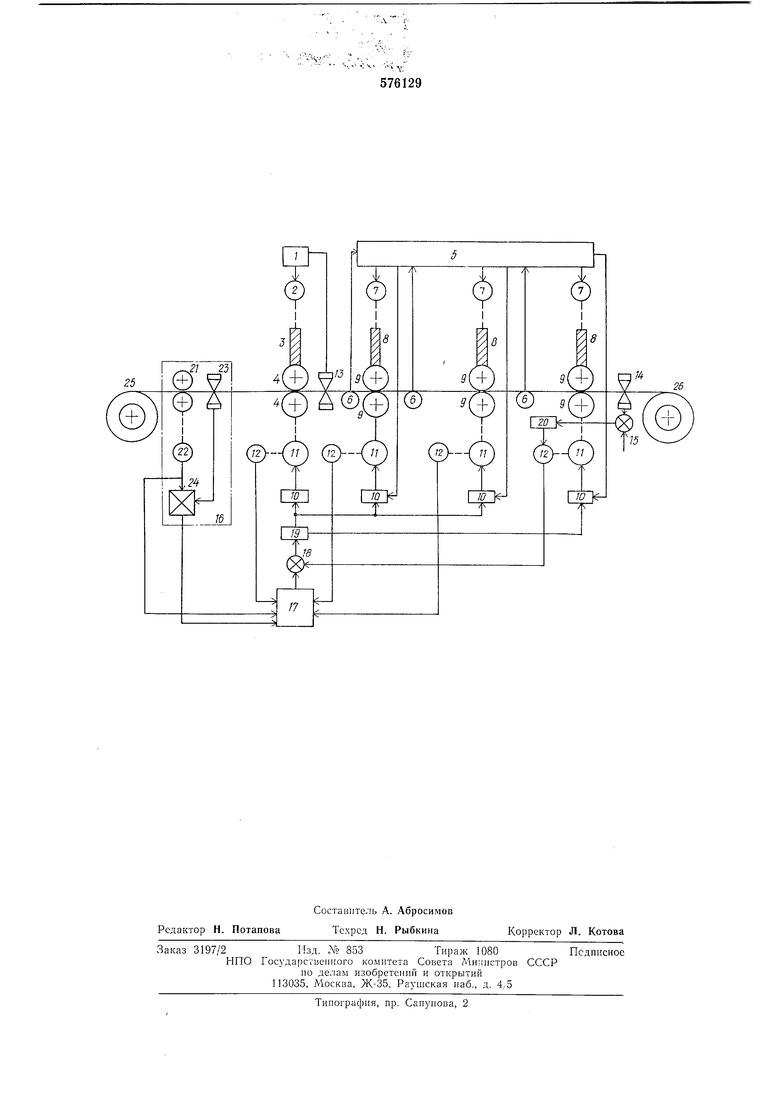
На чертеже изображена блок-схема системы регулирования толщнвы полосы, прокатываемой на непрерывном, нанрнмер четырехклетевом, стане холодной прокаткн.
Система регулироваипя толищпы полосы содержит: грубый регулятор 1 толщины, выход которого нодключен к двигателю 2, соединен1гому с нажнмным механизмом 3 валков 4 первой клети стана, устройство 5 ограннчеппя межклетевых натяженнй полосы, входы которого соеднггоны с тензометрами 6, установленными между клетями стана, а выходы - с двигателями 7, соединенными с нажимнымн механизмами 8 валков 9 последующих клетей стана и с первыми входами соответствующих схем 10 управления, скорость двигателей 11 валков 9, тахогеиераторы 12, двигателей II валков 9, и мнкрол1етры 13 н 14, первый из которых установлеп между первой и второй клетью етапа и нодключен ко входу грубого регулятора 1 толщнны, а второй микрометр установлеп H;I выходе стана и подключен к одному из входов схемы сравиения 15.
Система регулирования толщниы полосы содержит также устройство 16 измерения секуидного объема па входе стана, блок 17 регулируемого заназдывания, иервый и второй входы которого соединены с выходами устройства 16 измерения ееку1гдного объема на входе стапа другие входы соответственио с тахогеиераторами 12 двигателей валков клетей стана, предшествуюн1,их последней, дополнительную схему 18 сравиения, нервый вход которой нодключен к выходу блока 17 регулируемого запаздывания, второй вход - к тахогенератору 12 двнгателя валков ноеледней клети стапа, усилитель 19, вход которого сосдипеп с выходом схемы сравнення 18, а нервый выход - со вторымн входами схем 10 управлення, скоростью двигателей валков клетей стана предН1ествуюи111х нос.чедней, второй выход - со вторым входом схемы 10 управления скоростью двнгателя поеледней клети стана, и иитегрируюпии уснлитель 20, вход которого подключен к выходу схемы 15 сравиения, а выход - к тахогенератору 12 ноеледней клети.
Устройство 16 измерения секундного объема на входе стана включает в себя следящие
ролики 21, тахогеператор 22, кинематически связанный со следящими роликами 21, микрометр 23 и блок умиожения 24, нервый вход блока умножения 24 подключен к микрометру 23, а второй вход - к выходу тахогенератора 22. На чертенке также показаны разматыватель 25 и моталка 26.
Условие ностоянства секундных объемов металла на входе и выходе стана с учетом того, что щирииа нолосы на входе и выходе практически одииакова, имеет вид
V,H, V.H Q,
где VQ и Яо
-скорость н толщина металла на входе в стаи;
1/5 и Я,- скорость и толщина металла, выходящего из стана; Q -секундный объем металла. В связи с тем, что секундный объем металла, поступающий в последнюю клеть етаиа в онределенпых пределах скорости этой клети, не зависит от нее, толщина полосы па выходе стана обратно нронорциональна скорости и онредсляется выражением
Н,-.
V ч
Нри измереннн секундного объема металла, )1апример вследствие измепения толщины подката, величина Q получит приращение и станет равной Q+AQ. При постоянной скорости металла, выходящего из стана, его толщина нолучит нриращеиие
Ш,.,
У:,
Для поддержания ностоянства толщины полосы на выходе стана необходимо поддерживать постоянство соотношения еекундного объема, постуиающего в последнюю клеть и екорости выхода металла из этой клети, то есть должио вынолняться условие
,„: const,
где Ядц - заданное значение толщины полосы на выходе стаиа.
Система регулирования толщины нолосы работает следующим образом.
Величина Q, нропорциональиая секундному объему металла на выходе стана измеряется с помощью следящих роликов 21 и связанного с ними тахогенератора 22, а также с помощью микрометра 23, установленного между разматывателем 25 и первой клетью стана.
Выходные иаиряження тахогенератора 22 и микрометра 23 перемножаются блоком 24 умиожеиия, иа выходе которого действует сигнал, иронорциональиый величине Q.
В)1ходиой сигнал блока 24 умножения постуиает на блок 17 регулируемого запаздывания, уиравляемого напряжением тахогенератора 22, для оиределения транспортного запаздывания па участке от микрометра 23, установленного на входе в стан, до первой клети.
и напряжениями тахогснераторов 12 всех клетей, кроме последней, для определения транспортных запаздываний на участках между клетями.
Блок 17 регулируемого запаздывапия задерживает сигнал секундного объема металла на время транспортного запаздывания от микрометра 23, установленного на входе стана до последней клети стана.
Выходной сигнал блока 17 регулируемого запаздывания сравнивается схемой 18 сравнения с напряжением тахогенератора 12 последней клети стана и их разность поступает на усилитель 19.
Выходной сигнал на первом выходе усилителя 19 воздействует на схемы 10 управления скоростью двигателей клетей, предшествующнх последней, а выходной сигнал на втором выходе усилителя 19 - на схему 10 управления скоростью двигателя последней клети в направлении, обеспечивающем поддержание постоянства отношения секундного объема металла, поступающего в последнюю клеть стана, к ее скорости.
При этом усилитель 19 осуществляет секвенционное регулирование скоростей клетей, предшествующих последней, т. е. сохраняет неизменным соотнощение скоростей этих клетей в процессе регулирования.
Для приведения в соответствие толщины полосы на выходе стана с заданным значением, передаточный коэффициент тахогенератора 12 последней клети корректируется с помощью интегрирующего усилителя 20, выходное напряжение которого действует в контуре возбуждения тахогенератора 12 последней клети.
Входным сигналом интегрирующего усилителя 20 является отклонение толщины полосы на входе стана от заданного значения Ядц, полученно путем сравнения этого значения с фактической толщиной Нд полосы на выходе стана, измepeнtlOЙ микрометром 14, установленным между последней клетью стана и моталкой 26.
Таким образом, благодаря введению дополнительной схемы сравнения и интегрирующего усилителя, а также введению указанных межэлементных связей, предложенная система позволяет повысить точность регулирования толщины полосы.
Формула изобретения
двигателями валков, микрометры, первый из которых установлен первой и второй клетью стана и подключен ко входу грубого регулятора толщины, а второй микрометр установлен на выходе последней клети стана и
подключен к одному из входов схемы сравнения, устройство измерения секундного объема на входе стана, содержащее следящие ролики, тахогенератор, кинематически связанный со следящими роликами, микрометр и блок умножения, первый вход блока умнол ения подключен к микрометру, а второй - к выходу тахогенератора и второму выходу устройства, и блок регулируемого запаздывания, первый вход которого соединен с выходом блока умножения устройства измерения секундного объема на входе стана, другие выходы - соответственно с тахогенераторами клетей стана, предществующих последней, отличающееся тем, что, с целью повыщения точности
регулирования толщины полосы, в систему введены дополнительно схема сравнения, первый вход которой соединен с выходом блока регулируемого запаздывания, а второй--с выходом тахогенератора последней клети, з силнтель, вход которого соединен с выходом дополнительной схемы сравнения, первый выход его соединен со вторыми входами схем управления скоростью двигателей клетей стана, предществующих последней клети, а его второй выход - со вторым входом схемы управления скоростью главного двигателя последней клети, и интегнрующий усилитель вход которого подключен к выходу схемы сравнения, а выход к тахогенератору последней клети стана.
стана, один из входов блока регулируемого запаздывания соединен с тахогенератором следящих роликов устройства измерения секундного объема.
Источники информации,
принятые во внимание при экспертизе
