Пзвестна полуавтоматическая линия для обработки длинномерных изделий типа труб с плавниками, содержащая загрузочный и разгрузочный рольганги, металлорежущий станок, удерживающее и подающее устройства с роликами, которые смонтированы иа станине, что уменьшает диапазон размеров обрабатываемых труб.
Предложенная иолуавтоматическая .тииия отличается от известной тем, что ролики удерживающего устройства смонтированы на поворотных рычагах, шариирно установленных на кронштейнах, которые закреплены на станине в два ряда, и рычаги каждого ряда соединены между собой верхними и нижними тягами, верхние из которых связа 1ы со штоко.м нневмоцилиндра, а подающее устройство выиолнено в виде тяговой цепи с упорами, воздействующими на торец трубы.
Это увеличивает диапазон размеров обрабатываемых труб.
С целью повышения точности ориентации трубы лииия снабжена самоцентрирующимися направляющими роликами, установленными на ползунах с приводом от винтовой пары, и ориентирующими роликами, смонтированными на вертикальном подпружиненном ползуне.
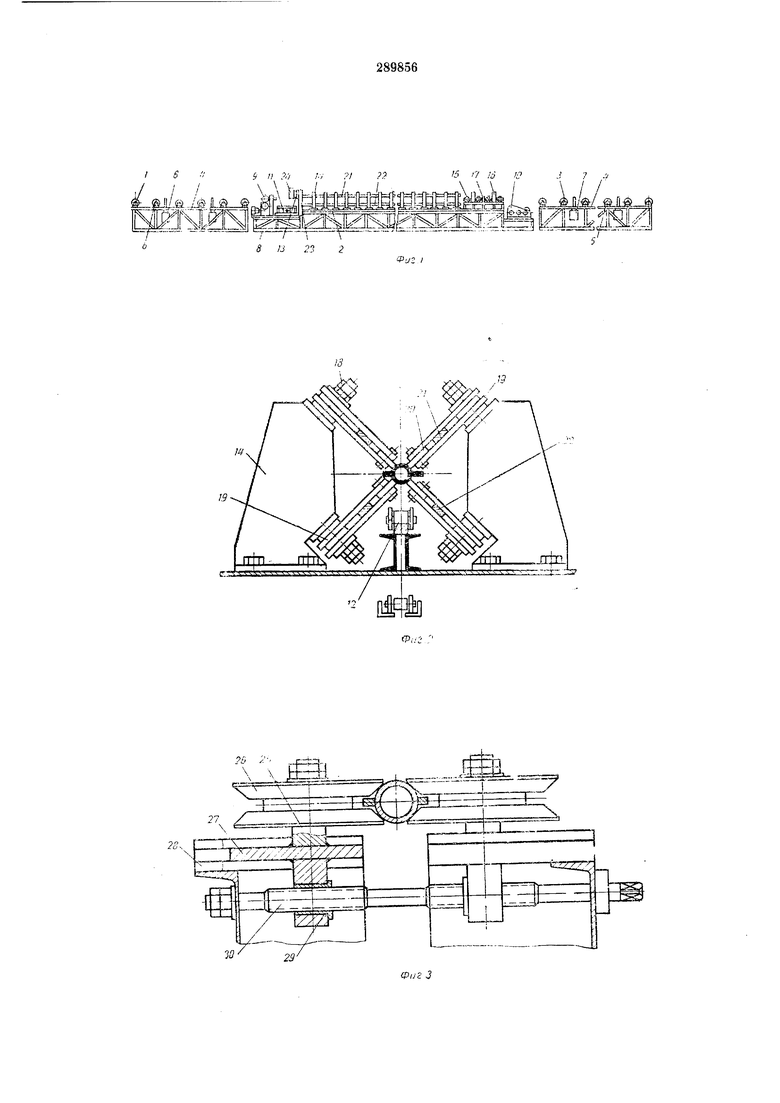
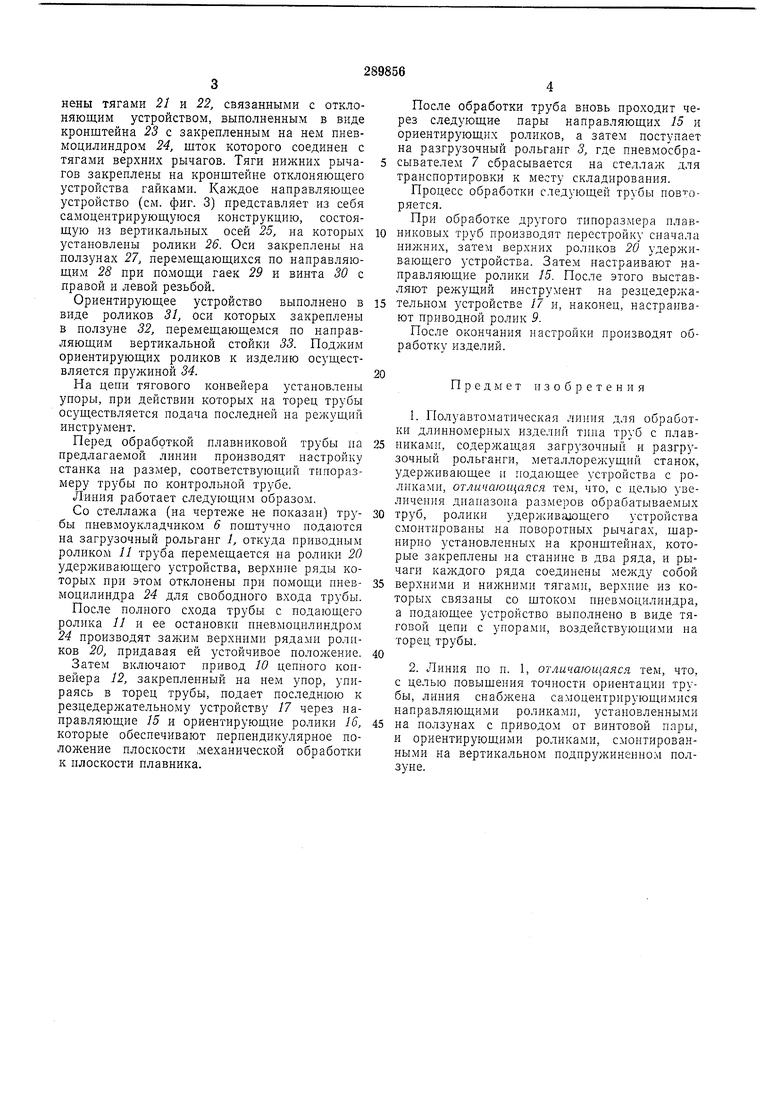
лики; иа фиг. 3 - направляющие ролики; иа фиг. 4 - ориентирующие ролики.
Линия содержит загрузочный юльгаиг /, станок длр об 1аботки плавниковых труб 2 и разгрузочн1.1й рольганг 3. Загрузочный и разгрузочный рольгаип состоят из установленных на металлоконструкции 4 роликов 5, ниопмоукладчика 6 и пиевмосбрасывателей 7. Станок для обработки плавниковых труб
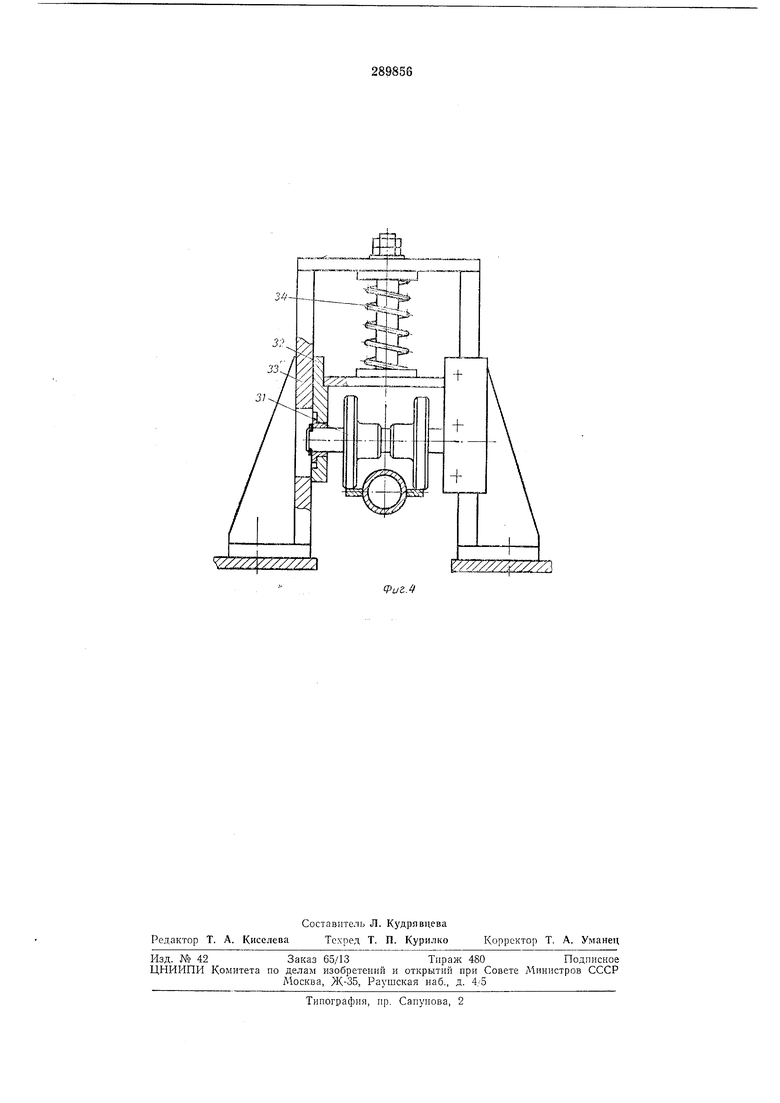
содержит стаиииу 8, на которой приводные ролики 9, подаюии е трубу в станок, приводная 10 и натяжиая // станции цепиого конвейера 12 (см. фиг. 2), перемеН1аюи1,его трубу в станке, отклоняющее устройство 13, удерживающее устройство, выполпеиное в виде закрепленных вдоль станины в два ряда кронштейнов 14, поддерживающих трубу в процессе обработки, направляющие 15 и ориентирующие 16 ролики и резцедержательное 17 устройство. Последнее выполнено в виде двух симметричио расположенных стоек, на которых крепится режущий инструмент, обесиечивающий обработку двух плавииков труб одновременно.
На располо/кенных под углом к плоскости станины осях 18 кронштейнов (см. фиг. 2) шарнирно закреплены рычаги 19, на концах которых смонтированы ролики 20, охватывающие в поддерживающие трубу с четырех стойены тягами 21 и 22, связанными с отклоняющим устройством, выполненным в виде кронштейна 23 с закрепленным на нем пневмоцилиндром 24, шток которого соединен с тягами верхних рычагов. Тяги нижних рычагов закреплены на кронштейне отклоняюш,его устройства гайками. Каждое направляюш,ее устройство (см. фиг. 3) представляет из себя самоцентрирующуюся конструкцию, состоящую из вертикальных осей 25, на которых установлены ролики 26. Оси закреплены на ползунах 27, перемещающихся по направляющим 28 при помощи гаек 29 и винта 30 с правой и левой резьбой.
Ориентирующее устройство выполнено в виде роликов 31, оси которых закреплены в ползуне 32, перемещающемся по направляющим вертикальной стойки 33. Поджим ориентирующих роликов к изделию осуществляется пружиной 34.
На цепи тягового конвейера установлены упоры, при действии которых на торец трубы осуществляется подача последней па режущий инструмент.
Перед обработкой плавниковой трубы па предлагаемой линии производят настройку станка на размер, соответствующий типоразмеру трубы по контрольной трубе.
Линия работает следующим образом.
Со стеллажа (на чертел е не показан) трубы пневмоукладчиком 6 поштучно подаются на загрузочный рольганг 1, откуда приводным роликом 11 труба перемещается па ролики 20 удерживающего устройства, верхние ряды которых при этом отклонены при помощи ппевмоцилиндра 24 для свободного входа трубы.
После полного схода трубы с подающего ролика 11 и ее остановки пневмоцилиндром 24 производят зажим верхними рядами роликов 20, придавая ей устойчивое положение.
Затем включают привод 10 цепного конвейера 12, закрепленный иа нем упор, упираясь в торец трубы, подает последнюю к резцедержательному устройству 17 через направляющие 15 и ориентирующие ролики 16, которые обеспечивают перпендикулярное положение плоскости механической обработки к плоскости плавника.
После обработки труба вновь проходит через следующие пары направляющих 15 и ориентирующих роликов, а затем поступает на разгрузочный рольганг 3, где пневмосбрасывателем 7 сбрасывается на стеллаж для транспортировки к месту складирования.
Процесс обработки следующей трубы пов оряется.
При обработке другого типоразмера плавпиковых труб производят перестройку сначала нижних, затем верхних роликов 20 удерживающего устройства. Затем настраивают направляющие ролики 15. После этого выставляют режущий инструмент па резцедержательном устройстве 17 и, паконец, настраивают приводной ролик 9.
После окончания настройки производят обработку изделий.
Предмет изобретения
1.Полуавтоматическая линия для обработки длинномерных изделий типа труб с плавниками, содержаидая загрузочный и разгрузочный рольганги, металлорежущий станок, удерживающее и подающее устройства с роликами, отличающаяся тем, что, с целью увеличения диапазона размеров обрабатываемых
труб, ролики удерживадощего устройства смонтированы на поворотных рычагах, шарнирпо установленных па кронштейнах, которые закреплены на станине в два ряда, и рычаги каждого ряда соединены между собой
верхними и нижними тягами, верхние из которых связаны со штоком ппевмоцилиндра, а подающее устройство выполнено в виде тяговой цепи с упорами, воздействуюшими на торец трубы.
2.Линия по п. 1, отличающаяся тем, что, с целью повышения точности ориентации трубы, линия снабл- ена самоцентрирующимися направляющими роликами, установленными
на ползунах с приводом от винтовой пары, и ориентирующими роликами, смонтированными на вертикальном подпружиненном ползуне.
- .,- .
j7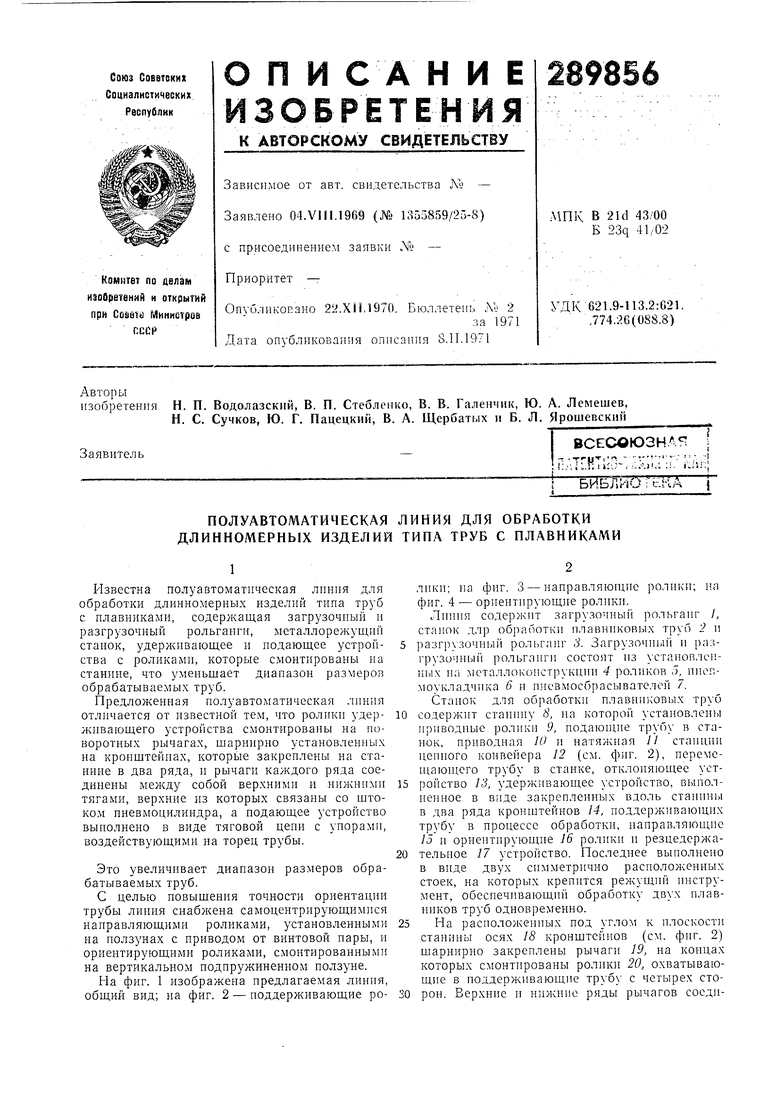
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПЛАВНИКОВЫХ ТРУБ ТОКАМИ ВБ1СОКОЙ ЧАСТОТЫ | 1969 |
|
SU251115A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА ДЛЯ ГРУЗОВ В МЯГКОЙ ТАРЕ | 1969 |
|
SU414165A1 |
| МАШИНА ДЛЯ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТАРЫ | 1969 |
|
SU244677A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| СТАНОК ДЛЯ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ В ПРОЦЕССЕ ТЕРМООБРАБОТКИ | 1970 |
|
SU272793A1 |
| МАШИНА ДЛЯ РАЗДЕЛКИ РЫБЫ | 1970 |
|
SU285761A1 |
| СТАНОК ДЛЯ ОБЕРТКИ ЛЕНТОЧКОЙ БОРТОВЫХ КОЛЕЦ ПОКРЫШЕК | 1971 |
|
SU312764A1 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |