Известный нолзун прокатно-штамповочного стана имеет штамп и выполнен в виде нескольких прямоугольных планок, размещенных в корпусе.
С целью обеспечения бокового обжатия прокатываемой заготовки, увеличения величины угла захвата и вытяжки за проход, в предлагаемом ползуне разъемный штамп выполнен с клиновидным поперечным наружным профилем, а корпус снабжен клиновидным гнездом для штампа.
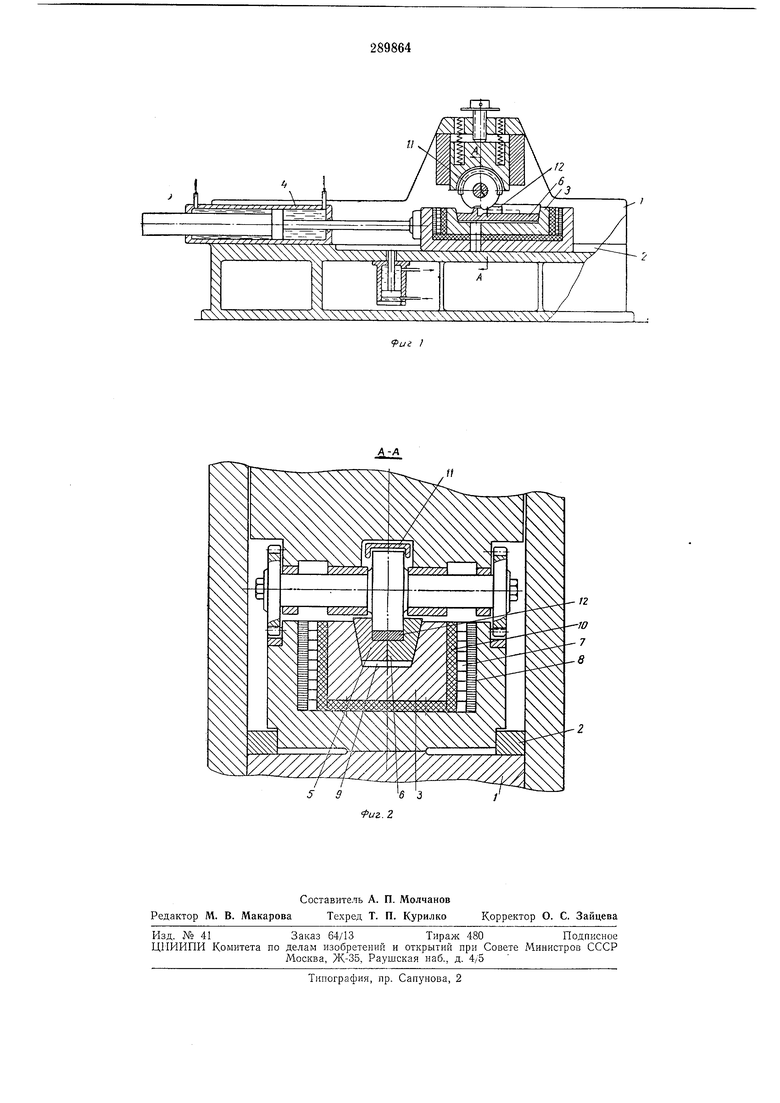
На фиг. 1 показан ире.цложеиный ползун прокатного стана с приводом перемеш,енпя; на фиг. 2 - разрез по А-А.
На неподвижной станине / в направляющих 2 установлен ползун, состоящий из корпуса 3. связанного с гидроприводом его перемещения 4, и разъемного штамиа 5 и 6, индуктором 7 и магнитоироводом 8.
Разъемный штамп выполнен с клиновидным поперечным нарул ным профилем, а корпус снабжен клиновидным гнездом 9. Корпус выполнен составным с теплоизоляционной прослойкой 10.
Перед началом работы с помощью индукторов 7 и 11 инструмент подогревается до температуры, требуемой для деформации соответствующего металла. В крайнем правом положении ползуна вкладывается прокатываемая заготовка 12. Ползун перемещается влево от
гидропривода 4 под действием давления жидкости.
В начальный момент деформации передний конец заготовки осаживается валком, при этом заготовка зажимается боковыми стенками шталша. Наличие боковых сил сжатия увеличивает угол захвата и обеспечивает значительные величины вытяжек и обжатий за один проход при отсутствии трения.
После деформирования в момент остановки ползуна в левом крайнем полон-сенин шток цилиндра выталкивает штамп вверх через отверстие в станине и ползуне. Освобожденное изделие удаляется, а щтамп вновь укладывается
в клиновидное гнездо. Для увеличения скорости возврата ползуна в исходное положение в гидропрпводе 4 (цилиндре) применен шток большего диаметра, чем шток рабочего хода.
Предмет изобретения
Перемещаемый ползун ,прокатио-штамповочного стана, включающий корпус ползуна и размещенный в нем разъемный штамп, отличающийся тем, что, с целью обеспечения бокового обжатия прокатываемой заготовки, увеличения величины угла захвата и вытялжи за проход, разъемный штамп выполнен с клиновидным поперечным нарул ным профилем, э корпус снабжен клиновидным гнездом для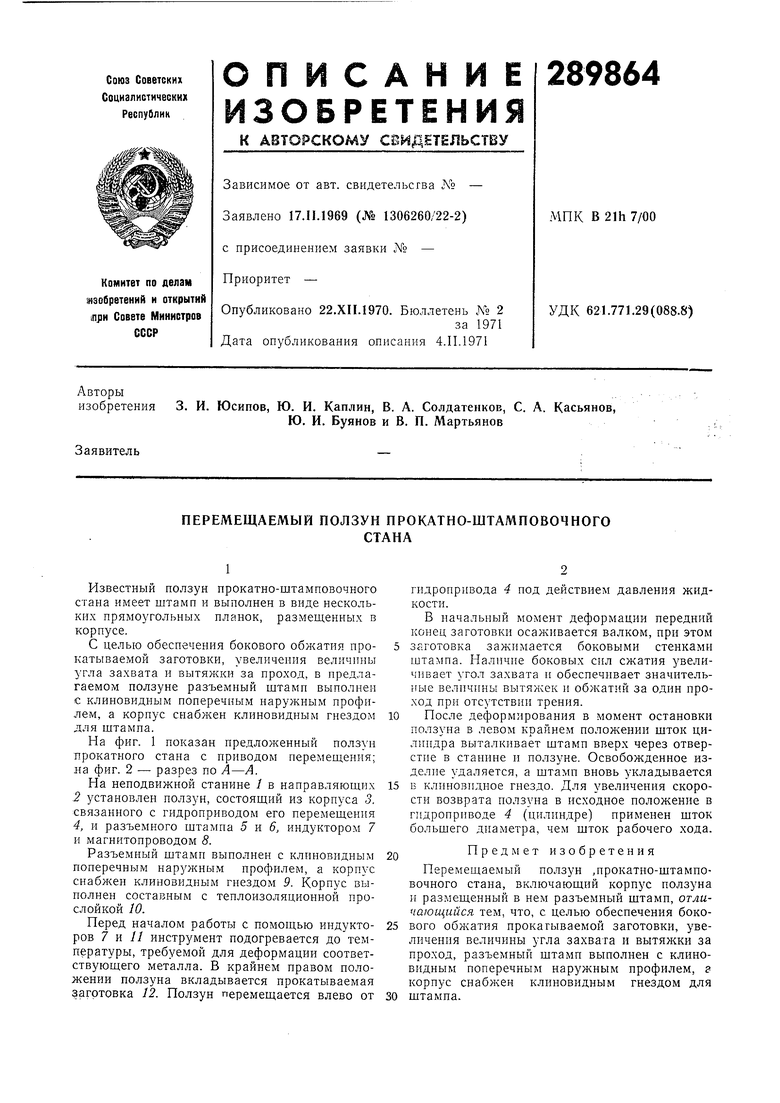
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1983 |
|
SU1117096A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТУРБИННЫХ И КОМПРЕССОРНЫХ ЛОПАТОКВСГ'СО.ОЗНАЯГАТГЙ: 5v;i'::.A;i^'-SCHAf ^^•1БЛИО"'ЕКА | 1970 |
|
SU279327A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ КОНЦОВТРУБ И ВАЛОВ | 1972 |
|
SU415075A1 |
| Рабочая клеть стана поперечно-винтовой прокатки труб | 1973 |
|
SU440169A1 |
| Вводная арматура прокатной клети с коническими валками | 1981 |
|
SU939151A1 |
| Стан для прокатки профилей перемен-НОгО СЕчЕНия | 1979 |
|
SU821010A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
12
