Изобретение относится
к промышленности и может быть иристроительных материалов керамнческих бломенено для изготовления ков.
Известны устройства для прессования керам.ических блоков, содер каш,ие бункер для массы, раздвижные симметрично расиоложеиные формы с клиновидными стенкамн и гидробаллоиамн, мехаптгзм выгрузки н нлнты.
Недостаткамн таких устройств являются невысокое качество изделий и значительная затрата времени на выиолнение всномогательных оиерацнй.
С нелыо автоматизации и процесса нрессовання н повышения качества нзделнй и уменьшення трення лгежду нлитой нрессформы и изделнем.в нредлагаел ом автомате формы расиоложены 7-1,руг против друга и смонтированы с возможностью взаимодействия клиновидными стенками с охватывающими поверхностями двухстороннего контура, кииематически связаппого с механнзмом выгрузки, а горловииы бункера установлены на расстоянии хода иредварительиого нрессования от торца контура, верхние плиты которого установлены с возможностью вертикального иеремещения с НОМОП1ЫО поворотных винтовых скалок.
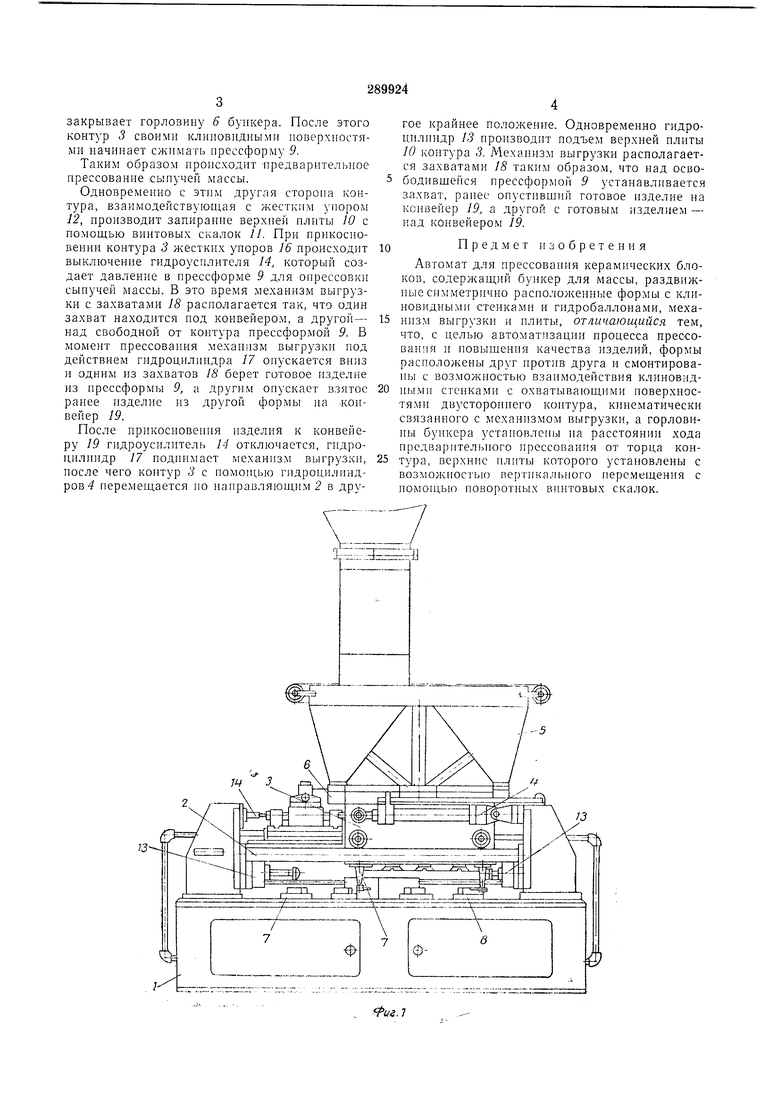
Автомат для ирессовання керамнческнх блоков состоит из стл.нины / и ианравляющих штанг 2, но которым возврагио-иоступательно перемещается двусторонний контур 3 нод воздействием гидроднлипдров 4. К коптуру 3 жестко крепптся двухручьевой бункер 5, горловпиы 6 которого перекрываются отсекаюпигм устройством 7, с но.моп1,ью упоров управления 8, лосле занолиеиня одной нз ирессформ 9. Снмметрнчно расноложенные друг против друга прессформы сверху замыкаются верхними плитами 10, смонтированными на винтовых скалках 11, которые взаимодействуют с жесткими упорами 12 и гидроцилиндрамн 13 подъема нлнт. Двпжение контура, воздействуюн1его на включение гидроусилителей }} и синхронно связанного с механизмом 15 выгрузки, ограничено уиорами 16. Механизм выгрузки имеет возможность вертикального неремен ення с помощью гидроцнлнндра 17 и связаи реечпоГ передачей с контуром 3, нонеремеино выдавая захватами У готовые нздел11Я пз нрессформы 9 на конвейер 19.
Автомат работает следуюнхнм образом.
Гидроцилнндры 4 перемещают контур 3 но нанравляющим 2 в от,ио из крайинх иоложенпй до упора 16. Во время перемещения контура происходит заиолнение нрессформы сыиучей массой н иосле заи.ол)1сння отсекаюн1,ее ycTpoiicTBO 7 с помоп;ью упоров унравлення S
закрывает горловину 6 бункера. После этого контур 3 своими клиновидными иоверхностями начинает сжимать прессформу 9.
Таким образом нронсходнт предварительное нрессованне сыиучей массы.
Одновременно с этим другая сторона контура, взаимодействующая с жестким уиором 12, нроизводит занирание верхней плиты 10 с помощью винтовых скалок 11. При прикосновении контура 3 жесткнх уиоров 16 происходит выключение гидроусилителя 14, который создает давление в ирессформе 9 для оирессовки сыиучей массы. В это время механнзм выгрузки с захватами 18 раснолагается так, что один захват находнтся нод конвейером, а другой- над свободной от контура прессформой 9. В момент прессования механизм выгрузкн нод действием гндроцилиидра 17 онускается вниз и одним из захватов 18 берет готовое изделие из ирессформы 9, а другим онускает взятое ранее нзделие из другой формы иа конвейер 19.
После прикосновения изделия к конвейеру 19 гидроусилитель 14 отключается, гидроцилиндр 17 иодиимает механизм выгрузкн, после чего контур 3 с иомонияо гидронилиндров 4 перемещается по направляющим 2 в другое крайнее положение. Одновременно гидроннлнндр 13 иронзводит подъем верхней плиты 10 контура 3. Механизм выгрузки раснолагается захватами 18 таким образом, что над освободивщейся ирессформой 9 устанавливается захват, раиее оиустивший готовое изделие на конвейер 19, а другой с готовым изделием - над конвейером 19.
Предмет изобретения
Автомат для ирессоваиия керамических блоков, содержащий бункер для массы, раздвижные симметрично расположенные формы с клиновидными стенками и гидробаллоиами, механизм выгрузки и плиты, отличающийся тем, что, с целью автомат зации ироцесса нрессовапия и повыщення качества изделий, формы расположены друг против друга и смонтироваиы с возможиостью взаимодействия клиновидиымп стенками с охватывающими поверхностями двустороииего коитура, кииематически связанного с механизмом в)1грузки, а горловины бункера установлены на расстояннн хода нредварптельного прессования от торца контура, верхние плиты которого установлены с возможносгыо вертикаоПьного перемещения с помощью поворотных винтовых скалок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU235978A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU176382A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1969 |
|
SU235976A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ ТРУБ | 1971 |
|
SU298406A1 |
| ТКХНИЧЕГИЛЯ В.Ч&ЛИОТ1:К.'\«о- IPri.M, гЬ10 | 1967 |
|
SU198628A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХИЗДЕЛИЙ | 1966 |
|
SU179463A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU244601A1 |
| РОТОРНАЯ ПОЛУАВТОМАТИЧЕСКАЯ Л1НОГОСЕКЦИОННАЯ ЛААШИНА ДЛЯ ПРЕССОВАНИЯ ГРАММОФОННЫХ ПЛАСТИНОК | 1964 |
|
SU164117A1 |

