Изобретение относится к области термообработки.
Известно устройство для закалки прокатных изделий, ианричер листа, содержащее камеру охлаждения я коллекторы для подвода и отвода закалочной среды.
Основными недостатками известного устройства являются необходимость в тонкой очистке закалочной жидкости, а также сложность регулирования режима закалки.
Описываемое устройство отличается от известного тем, ЧТО камера для охлаждения листа снабжена упругими и эластичными пластияами с защитными накладками, расположенными на входе и выходе из нее под углом ж закаливаемому листу, и выпускными клапанами с механизмом предварительной настройки величины их открытия, изготовленным в виде рычажной системы с приводом от пневмодилиндра, шток которого взаимосвязан с .поворотным эксцентриком. Такое выполнение обеспечивает регулирование скорости потока закалочной среды в калмере при сохранении постоянства давления и повышение равномерности охлаждения листов и качества закалки.
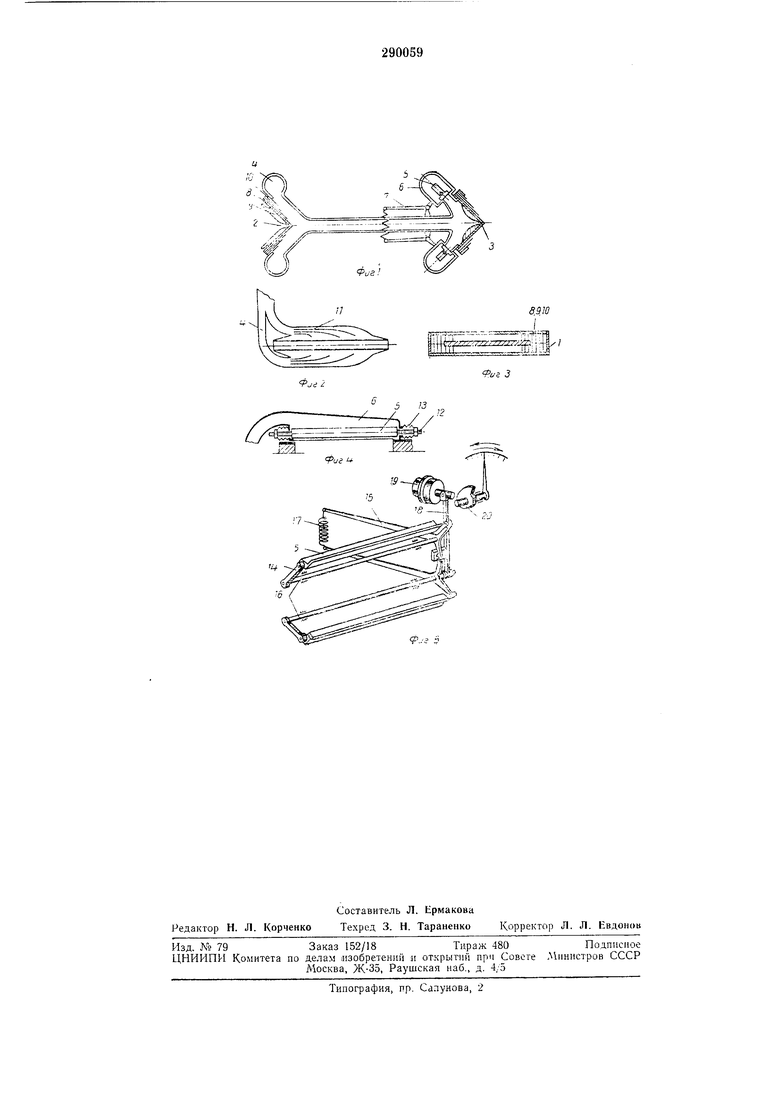
На фиг. 1 показано описываемое устройство; на фиг. 2 - то же, поперечный разрез по патрубкам ввода закалочной среды; на фиг. 3 - вид на щлюзовое отверстие камеры;
на фиг. 4 - продольный разрез «лапана; на фиг. 5 - кине.матическая схема механизма привода и «астройки клапанов.
Камера состоит из корпуса 1, переднего И заднего шлюзовых отверстий 2 и 3, входных коллекторов 4, клапанов 5, выпускных коллекторов 6 и механизма.7 открывания клапанов. Шлюзовое отверстие 2 содержит эластичные пластины 8, защитные накладки 9 и пакеты пластинчатых пружин 10 и сделапо симметричным по отношению к оси симметрии камеры, а обе половины его образуют угол, обращенный в сторону входа листа. Эластичпые пластины 8, накладки 9 и пакеты пружпп 10 имеют симметрично по краям попереч:ные разрезы, что позволяет шлюзовому отверстию автоматически устанавливаться на необходимое сечение проходящего через камеру листа. Шлюзовое отверстие 3 выполнено аналогично.
Входные коллекторы 4 снабжены потокоделителями /У в виде -набора изогнутых перегородок. Клапан 5 изготовлен щелевым в впде балки с плоской подошвой, цапфами 12 на
концах и уплотнениями 13 коллектора.
Привод Кла.папов 5 состоит из рычагов 14 п 15, соединенных валами 16, пружины 17. рычага 18, пневмоцилиндра 19 и эксцентрикового кулачка 20 со стрелочным указателем
В исходном положении камера заполнена закалочной средой под избыточным давлением, шлюзовые отверстия (щели) 2 и 5 и клапан 5 закрыты, утечки компенсируются поступлением среды из коллекторов 4.
Камера работает следующим образом.
При (Продвижении нагретого листа шлюзовое отверстие 2 устана влиеается ло толш,ине и шириие листа; в этот момент открываются клапаны 5, и в камере устанавливается постоянная скорость .потока закалочной среды, омываюш,ей лист. При дальнейшем листа, последний раздвигает шлюзовое отверстие 3, проходя IB следуюп ую камеру.
Поскольку интенснвность охлаждения листов зависит от свойств закалочной среды, времени контакта его со средой и скорости потока самой среды, то для достижения одинаковости структуры закалки независимо от изменения толщины закаливаемого листа скорость среды регулируется изменением проходного сечения клапана 5. Регулирование расхода на выходе потока гарантирует работу камеры с постоянным подпором, что обеспеЧИ1вает качественную закалку. Регулирование
открытия клапанов 5 производится поворотом эксцентрикового кула-чка 20 до установки необходимой иеличины хода штока пнезмоцплиндра /9.
Пред м е т изобретения
1. Устройство для закалки листа, содержащее камеру и коллекторы для подвода и отвода за.калочпой среды, отличаюш евся тем, что, с целью обеспочения регулпрован 5я скорости потока закалочной среды при сохранении постоянства давления, камера снабжена упругими и эластичными пластинами с заш.нтными накладками, расположенными на входе и выходе из нее под углом к закаливаемому листу, и выпускными клапанами с механизмом предварительной настройки Jзeличины их открытия.
2. Устройство но н. 1, отли :ающееся тем, что механизм предварительн й настройки величины открытия клапапов выполнен в виде рычажной системы с приводом от пневмодилиндра, шток которого взаимосвязан с поворотным эксцентриком.
-F &/
Фл 2
uz 3
5 13
Ф..г i}
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИНДИВИДУАЛЬНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ КОМПОНЕНТОВ ТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ | 2015 |
|
RU2680812C2 |
| Устройство для закалки стеклянных изделий | 1974 |
|
SU555058A1 |
| СИСТЕМЫ ЗАКАЛКИ РАСПЫЛЕНИЕМ ТЕРМИЧЕСКИ ОБРАБОТАННЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2424327C2 |
| СПОСОБ ГИБКИ И ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ ИЗ СТАЛЕЙ ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422542C1 |
| МНОГОКАМЕРНАЯ ПЕЧЬ ДЛЯ ВАКУУМНОЙ ЦЕМЕНТАЦИИ И ЗАКАЛКИ ЗУБЧАТЫХ КОЛЕС, ВАЛОВ, КОЛЕЦ И АНАЛОГИЧНЫХ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 2016 |
|
RU2639103C2 |
| СПОСОБ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105822C1 |
| Установка для закалки металлических изделий | 2017 |
|
RU2678720C1 |
| Установка для закалки стальных деталей | 2020 |
|
RU2755357C1 |
| Установка для закалки шаров | 1983 |
|
SU1201333A1 |
| Автоматическое устройство для закалки сверл и т.п. стальных изделий цилиндрической формы | 1930 |
|
SU33035A1 |