Изобретение относится к обработке наклонных отверстий на координатно-расточных станках.
Известен способ установки координат на координатно-расточном станке, при котором обрабатываемая деталь выставляется в горизонтальном положении, затем поварачивается на заданный угол так, чтобы ось наклонного отверстия заняла вертикальное положение, и координата этой оси определяется путем сложных математических расчетов. При этом погрешности, возникающие от наклона стола на заданный угол, автоматически вносятся в координаты обрабатываемого отверстия.
Целью изобретения является повышение точности и исключение математических расчетов положения начала оси обрабатываемого отверстия после наклона. Это достигается тем, что вместе с обрабатываемой деталью на наклонном столе устанавливают дополнительную базовую шаровую поверхность, диаметральное сечение которой совмеидают с плоскостью обрабатываемого отверстия и располагают ее в прямопродольной системе координат.
На фиг. 1 схематически изображена предлагаемая установка, две проекции в исходном положении; на фиг. 2 - схема установки изделия в окончательном положении.
На наклонно-поворотном столе 1 при помощи прихватов закрепляют обрабатываемую деталь 2. Рядом с деталью на столе устанавливают дополнительную базовую поверхность,
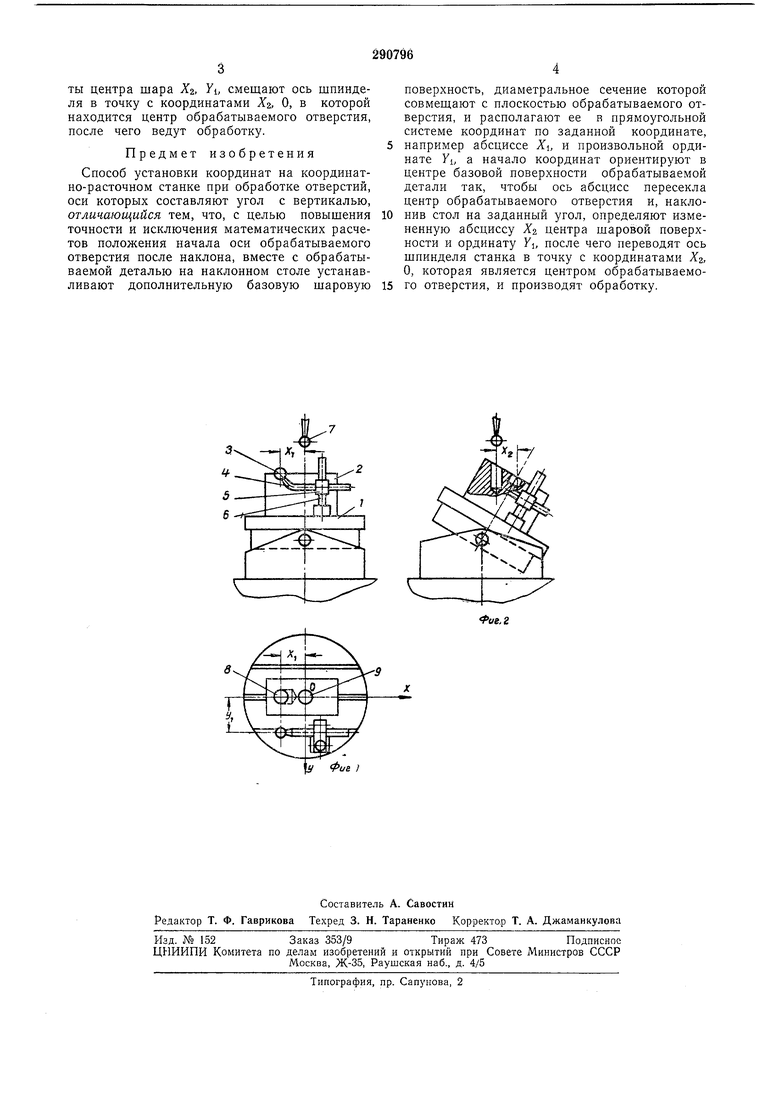
выполненную в виде щара 3, насаженного на изогнутый под 45° конусный конец цилиндрической скалки 4. Скалка зажата в хомуте 5, укрепленном на стойке 6 с магнитным основанием. С помощью центроискателя 7 деталь в горизонтальном положении устанавливают так, чтобы ось, проходящая через центры обрабатываемого отверстия 5 и базовой поверхности 9, на детали совпадала с осью абсцисс X, выбранной в прямоугольной системе координат, а центр базовой поверхности совпадал с началом координат. Дополнительную базовую поверхность устанавливают так, чтобы ее диаметральное сечение располагалось в одной плоскости с верхней плоскостью обрабатываемой детали, а абсцисса центра Xi соответствовала абциссе обрабатываемого изделия. Ординату центра У поверхности 3 берут производительной. После этого стол наклоняют на заданный угол, располагая ось обрабатываемого отверстия вертикально. При этом абсцисса центра обрабатываемого отверстия и центра шара 3 претерпевают одинаковое изменение, принимая значение Х2, которое определяется без сложного математического расчета.
ты центра шара 2, УЬ смещают ось шпинделя в точку с координатами Х2, О, в которой находится центр обрабатываемого отверстия, после чего ведут обработку.
Предмет изобретения
Способ установки координат на координатно-расточном станке при обработке отверстий, оси которых составляют угол с вертикалью, отличающийся тем, что, с целью повышения точности и исключения математических расчетов положения начала оси обрабатываемого отверстия после наклона, вместе с обрабатываемой деталью на наклонном столе устанавливают дополнительную базовую шаровую
поверхность, диаметральное сечение которой совмещают с плоскостью обрабатываемого отверстия, и располагают ее в прямоугольной системе координат по заданной координате,
например абсциссе Xi, и произвольной ординате УЬ а начало координат ориентируют в центре базовой поверхности обрабатываемой детали так, чтобы ось абсцисс пересекла центр обрабатываемого отверстия и, наклонив стол на заданный угол, определяют измененную абсциссу Xz центра шаровой поверхности и ординату К, после чего переводят ось шпинделя станка в точку с координатами Хг, О, которая является центром обрабатываемого отверстия, и производят обработку.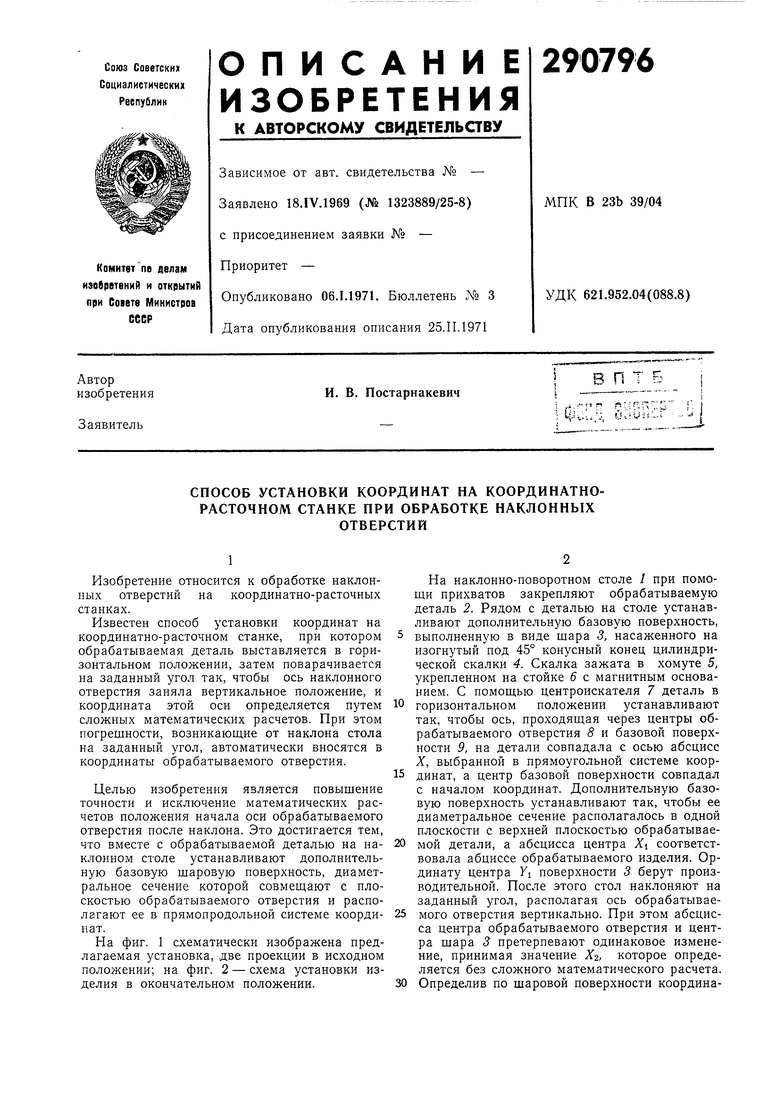
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения развертки поверхности манекена | 1980 |
|
SU925302A1 |
| Устройство для установки координат наклонных отверстий | 1981 |
|
SU1004014A1 |
| Способ обработки сложных линейчатых поверхностей с переменной малкой | 1985 |
|
SU1271679A1 |
| Способ настройки станка с программным управлением | 1987 |
|
SU1481032A1 |
| Способ измерения профиля боковых поверхностей следа от резца на поверхности детали | 1989 |
|
SU1698618A1 |
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Координатно-расточной станок | 1977 |
|
SU678790A1 |
| Способ нарезания резьбы фрезерованием на станках с ЧПУ | 1986 |
|
SU1389954A1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТОЧНОСТИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА "ТЕЛО ВРАЩЕНИЯ" | 2011 |
|
RU2471145C1 |
ГI
у Фиг )
