Изобретение относится к области технологии тяжелого машиностроения ,в частности к металлорежущему оборудованию для координатного растачивания отверстий с параллельными осями в крупных корпусных деталях.
Известны координатно-расточные станки, преимущественно для обработк крупных корпусньЕх; деталей, содержащи станину, несущую стол для установки и закрепления на его рабочей поверхности обрабатываемой детали; а шпиндельный узел с инструментом, связанный с приводом осевой подачи и вращения.
Недостатком известных станков является то, что в процессе координатных перемещений изменяется взаимная пространственная ориентация детали и линии осевой подачи инструмента; при этом, в результате неизбежного влияния геометрических ошибок элементов станка изменяются углы между базовыми элементами детали и направлением осевой подачи инструмента, что приводит к появлению отклонений от параллельности осей растачиваемых отверстий.
Цель изобретения - повышение точности обработки отверстий с параллельными осями.
Для этого станок снабжен стержнем ось которого параллельна оси шпинделя, установленным в станине с возможностью осевого перемещения и несущим на конце со стороны рабочей поверхности стола фланец, на котором с возможностью установочного перемещения в плоскости, перпендикулярной перемещению направляющего стержня, размещен шпиндельньй узел.
Рабочая поверхность стола может быть выполнена на верхнем торце станины.
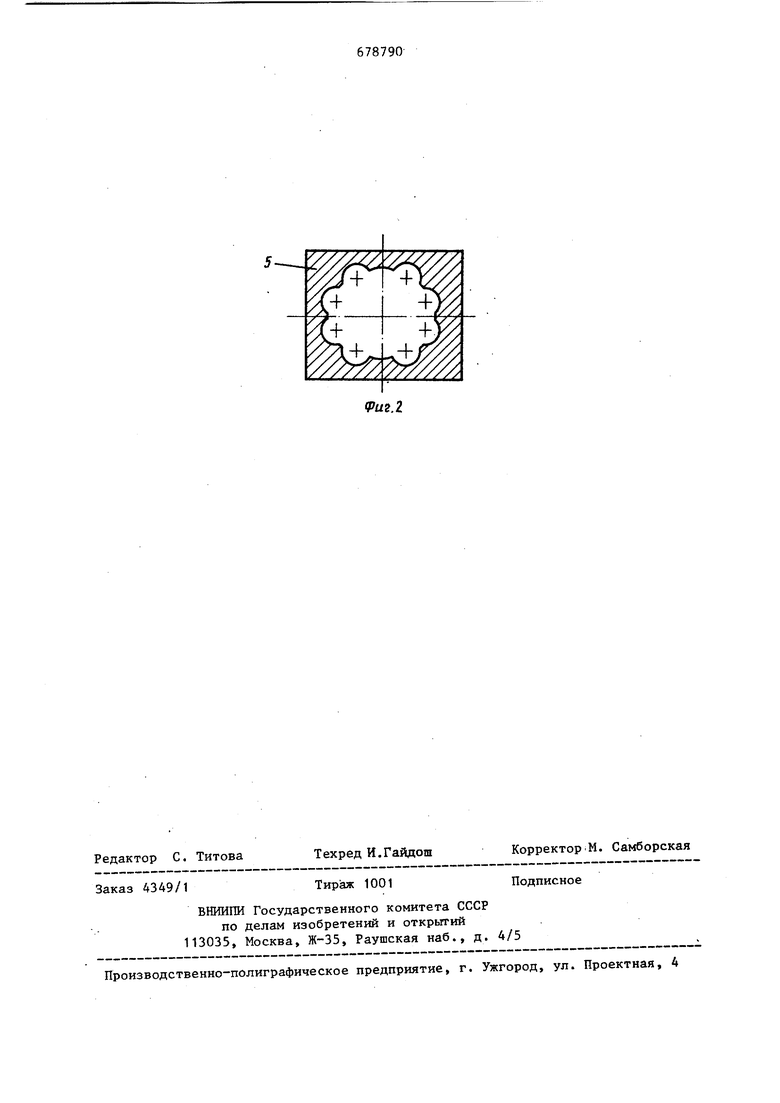
На фиг. 1 изображена схема станка на фиг. 2 - поперечное сечение обрабатываемой детали, например, станины двадцативалкового стана.
Стан9 : состоит из установленной на фундаменте станины 1, в центральной полости которой установлен с возможностью осевого возвратно-поступательного перемещения стержень 2, например, призматического сечения.
Поперечное сечение полости станины 1 соответствует поперечному сечению стержня 2. В конкретном исполнении плотность посадки стержня 2 в полости станины 1 может быть обеспечена с помощью клиньев, регулируемых планок или других известных в технике элементов. В качестве механизма привода осевого перемещения стержня 2 может применяться гидравлический цилиндр, пары винт-гайка, шестерня-рейка или любые другие известные в данной области механизмы.
Верхняя часть стержня 2 вьшолнена в виде фланца, на котором с возможностью установочных перемещений размещен шпиндельный узел 3 со встроенным приводом вращения инструмента 4. Координатные перемещения шпиндельного узла 3 осуществляются путем его установочных перемещений по фланцевой части стержня 2 в плоскости, перпендикулярной к направлению осевой подачи стержня 2. Контроль величин координатных перемещений может быть осуществлен, например, с помощью оптических микроскопов и эталонных линеек либо другим известным в данной области техники способом.
В предлагаемом устройстве рабочий стол представлет одно целое со стаНИНОЙ 1, а его рабочая поверхность, предназначенная для установки и закрепления обрабатываемой детали 5, . образована на верхнем торце стани ны 1.
Работа станка заключается в следующем .
На рабочей поверхности станины 1 устанавливается, выверяется и закрепляется обрабатываемая деталь 5.
Шпиндельный узел 3 с режущим инструментом 4 устанавливается путем перемещения по фланцевой части стержня 2 так, что ось вращения шпинделя 3 (занимает требуемое координатное положение относительно закрепленной детали 5. Движением осевой подачи стержня 2 со шпиндельным узлом 3, несущцм вращающийся инструмент 4, осуществляется растачивание первого
отверстия детали 5. Затем шпиндельный узел 3 перемещается по фланцевой части стержня 2 в следующее положение, соответствующее координате втоpQro отверстия детали 5, и цикл растачивания повторяется. Аналогично производится обработка всех последу.ющик отверстий детали 5.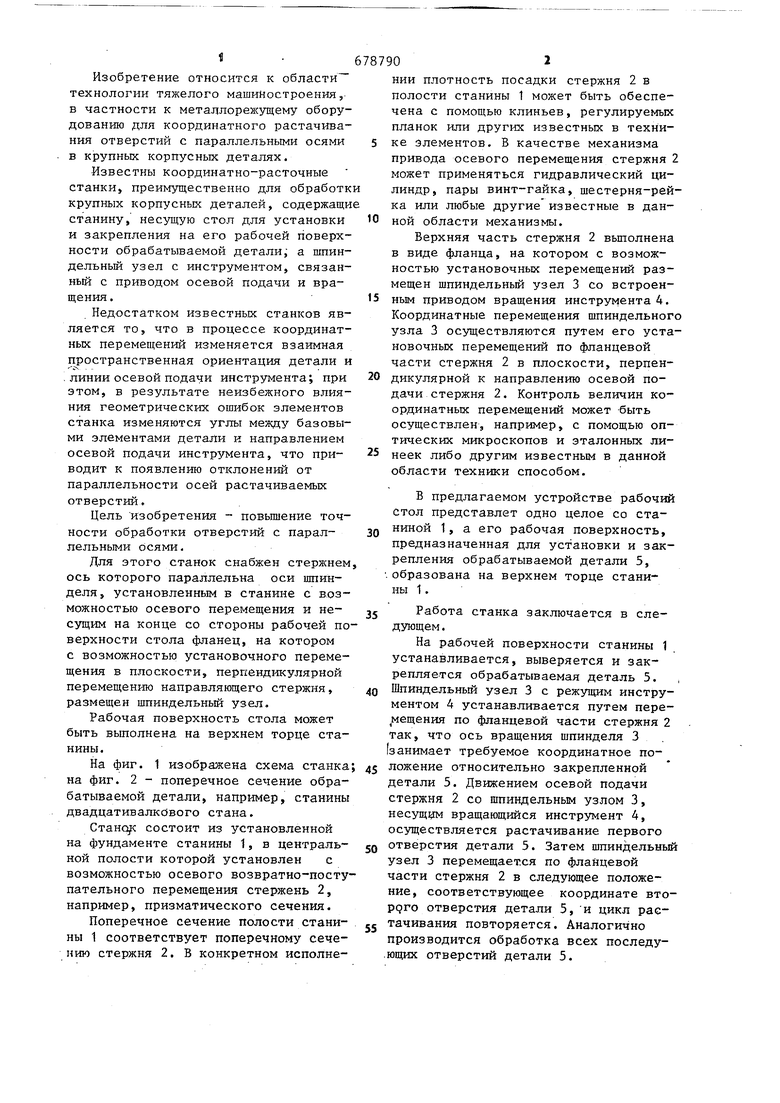
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| Отделочно-расточной станок | 1983 |
|
SU1142233A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
| СТАНОК ДЛЯ РАСТАЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2397048C2 |
| Алмазно-расточной станок с автоматическим циклом обработки | 1980 |
|
SU1009639A1 |
| СТАНОК МНОГОЦЕЛЕВОЙ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ, ЛАЗЕРНОЙ ОПТИЧЕСКОЙ ГОЛОВКОЙ И АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 2010 |
|
RU2443534C2 |
| Алмазно-расточный станок | 1975 |
|
SU529012A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
1. КООРДИНАТНО-РАСТОЧНОЙ СТАНОК, преимущественно для обработки крупных корпусных деталей, содержащий станину, несущую стол для установки и закрепления на его рабочей поверхности обрабатываемой детали, и шпиндельныйузел с инструментом, связанный с приводом осевой подачи и вращения, отличающийся тем, что, с целью повышения точности обработки отверстий с параллельными осями, станок снабжен стержнем, ось которого параллельна оси шпинделя, установленным в станине с возможностью осевого перемещения и несущим на конце со стороны рабочей поверхности стола фланец, на котором с возможностью установочного перемещения в плоскости, перпендикулярной перемещению направляющегостержня, размещен шпиндельный узел, 2, Станок по п. 1, отличаю-щ и и с я тем, что рабочая поверх- ^ ность стола выполнена на верхнем тор- "'це станины.(Ло^ •ч00 •ч!^Фиг,/
| Ачеркан Н,С, и др | |||
| Металлорежущие станки, Т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М,: "Машиностроение1965, с | |||
| Приспособление для автоматического тартания | 1922 |
|
SU416A1 |
