Р1звестны станы для прокатки полосы между приводиым и холостым валками, содержащие устройства для иатяжения полосы и устройства для регулирования раствора валков.
Предлагаемый стан отличается тем, что, с целью обеспечения возможности реверсивной прокатки с охватом валков полосой, при рассогласовании окрул ных скоростей валков, равном вытяжке между ними, стан снабжен дополнительным холостым валком, установленным со свободной стороны приводного валка.
Стан отличается также тем, что, с целью новышения точности регулировки толщины, иодушки приводного валка одной своей стороной шарнирно закреплены в клети, а нажимное устройство установлено с другой стороны подушек. Кроме того, приводной валок имеет механизм поперечного смещения его оси, а подущки холостых валков снабжены индивидуальными фиксаторами.
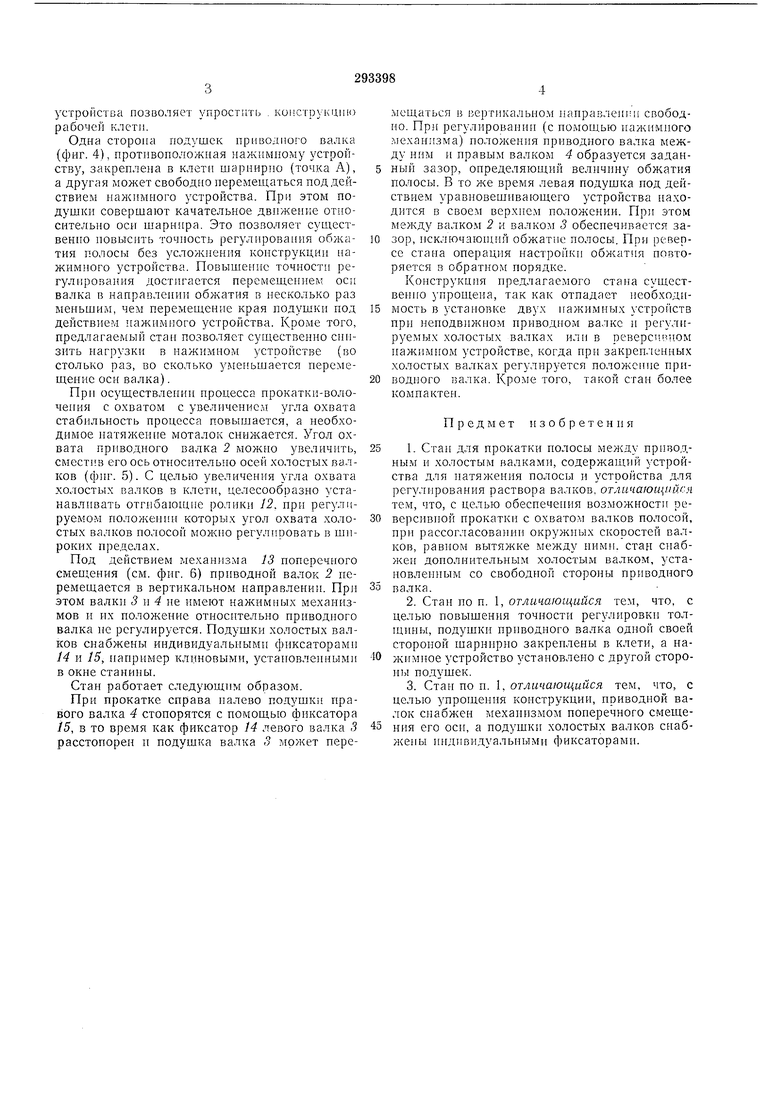
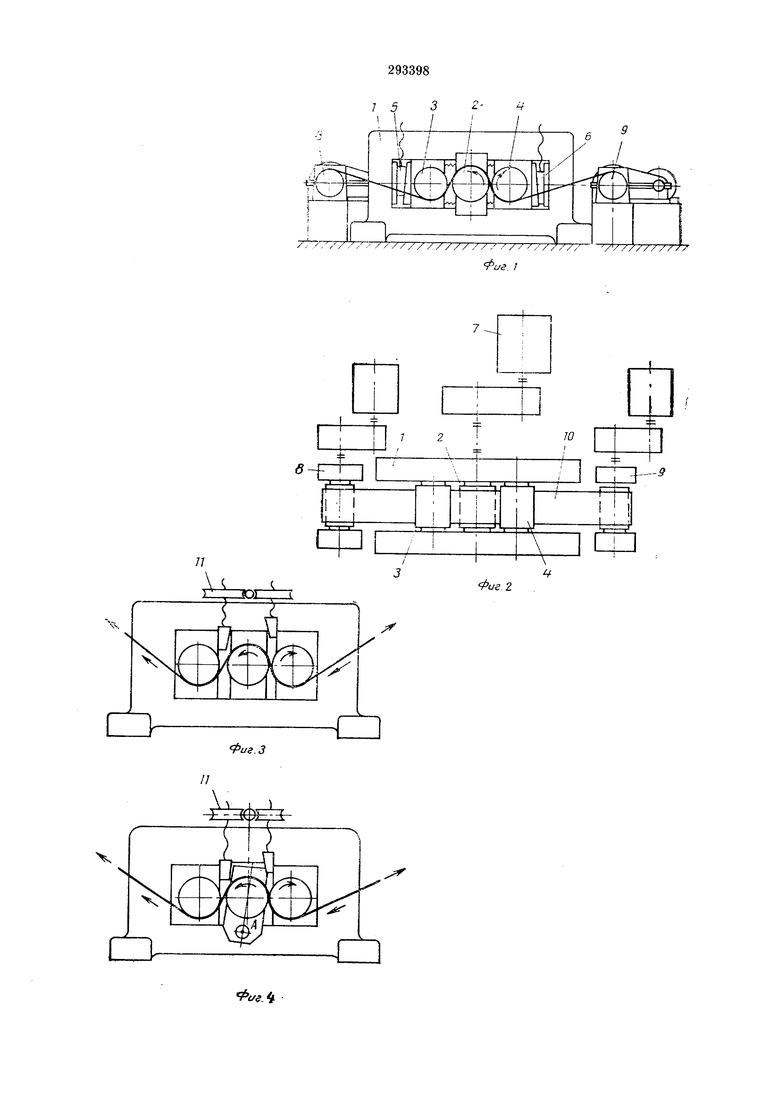
На фиг. 1 изображен предлагаемый стан, вид сбоку; на фиг. 2 - то же, в плане; на фиг. 3 - вариант стана с регулируемым приводным валком; на фиг. 4 - стан с шарнирным закреплением цодушки приводного валка; на фиг. 5- установка отгибающих роликов; на фиг. 6- стан с механизмом поперечного смещения оси приводного валка и индивидуальными фиксаторами подушек холостых валков.
щены приводной валок 2 и два холостых валка 5 и 4, расположенные по обе стороны валка 2. Подушки валка 2 закреплены неподвижно. Положение валков 3 и 4 регулируется с помощью нажимных устройств 5 и 6, расположенных в клети. Стаи имеет реверсивный привод 7 среднего валка 2 и моталки 8 п 9 для натяжения концов прокатываемой полосы W. При прокатке с одним приводным валком
обжатие полосы осуществляется между приводным валком 1 одним из холостых валков попеременно в зав1 симости от направления
прокатки. При этом первым по ходу прокатки всегда является холостой валок, а вторым (ведущим) - приводной. Между другим холостым и приводным валками в это время образуется зазор больший, чем толщина полосы, проходящей между ними, с целью исключения обжатия. При прокатке справа налево (фиг. 1) обжатие
осуществляется между валками 2 и 4, в то время как между валками 2 и 3 и полосой имеется гарантированный зазор. Как вариант работы можно использовать пары валков 2 и 5 для калибровки полосы с назначительиым обжатием,
порядка нескольких процентов. Подушки холостых валков могут закрепляться в клети неподвижно (фиг. 3), а положение приводного валка регулируется с помощью реверсивного нажимного устройства // двустороннего действия.
устройства позволяет упростить . конструкцию рабочей клети.
Одна сторона подушек приводного валка (фиг. 4), противоположная нажимному устройству, закреплена в клети шарпирно (точка А), а другая может свободно перемеиитться под действием нажимного устройства. При этом подушки совершают качательное движение относительно оси шарнира. Это позволяет суихественио иовысить точиость регулирования обжатия полосы без усложнения коиструкции нажимного устройства. Повышение точности регулирования дост1П-ается перемешением оси валка в направлении обжатия в несколько раз меньшим, чем перемещение края подушки под действием иажнмкого устройства. Кроме того, предлагаемый стаи позволяет существенно снизить нагрузки в нажимном устройстве (во столько раз, во сколько уменьшается перемещение оси валка).
При осуществлении процесса прокатки-волочеиия с охватом с увеличением угла охвата стабильность процесса повышается, а необходимое натяжение моталок снижается. Угол охвата приводного валка 2 можно увеличить, сместив его ось относительно осей холостых ва.лков (. 5). С целью увеличения угла охвата холостых валков в клети, целесообразно устанавливать отгибающие ролики 12, при регулируемом положеиии которых угол охвата холостых валков полосой можио регулировать в широких пределах.
Под действием механизма 13 поперечного смещения (см. фиг. 6) приводной валок 2 перемещается в вертикальном направлении. При этом валки 3 и 4 не имеют нажимных механизмов и их положение относительно приводного валка не регулируется. Подушки холостых валков снабжены индивидуальными фиксаторами 14 и 15, иаиример клиновыми, устаиовленными в окне станины.
Стан работает следующим образом.
При прокатке справа иалево подушки правого валка 4 стопорятся с помощью фиксатора 15, Б то время как фиксатор 14 левого валка 3 расстопореи и подущка валка 3 может перемещаться в вертикальиом направлеи1:н свободно. При регулироваинн (с помощью иажимного .механизма) положения приводного валка между ним и иравым валком 4 образуется задаиный зазор, определяюнлий величину обжатия полосы. В то же время левая подущка под дейCTBPieM уравновещивающего устройства находится в своем верхнем положении. При этом между валком 2 и валком 3 обеспечивается зазор, исключающий обжатие полосы. При реверсе стана операция иастройки обясатия повторяется в обратном порядке.
Конструкция предлагаемого стана существеиио уирощеиа, так как отпадает необходимость в установке двух иажимиых устройств при неподвижиом приводиом ва.лке и .лируемых холостых валках или в реверсг.риом нажимном устройстве, когда ири закрепленных холостых валках регулируется положение ириводного валка. Кроме того, такой стаи более компактен.
Предмет изобретения
1. Стаи для прокатки полосы между приводным и холостым валками, содержащий устройства для иатяжения полосы и устройства для регулирования раствора валков, отличающийся тем, что, с целью обесиече 1ия возможности реверсивиой прокатки с охватом валков полосой, при рассогласовании окружиых скоростей валков, равном вытяжке между ними, стан сиабжен дополиительным холостым валком, установлеииым со свободиой стороны приводиого
валка.
2.Стан по п. 1, отличающийся тем, что, с целью повышения точности регулировки толщины, подушки приводного валка одной своей стороной щарнирно закреплены в клети, а нажимиое устройство установлено с другой стороны подушек.
3.Стан по п. I, отличающийся тем, что, с целью упрощення конструкции, приводиой валок снабжен механизмом поперечного смещения его оси, а подушки холостых валков снабжены и дивидуальиыми фиксаторами.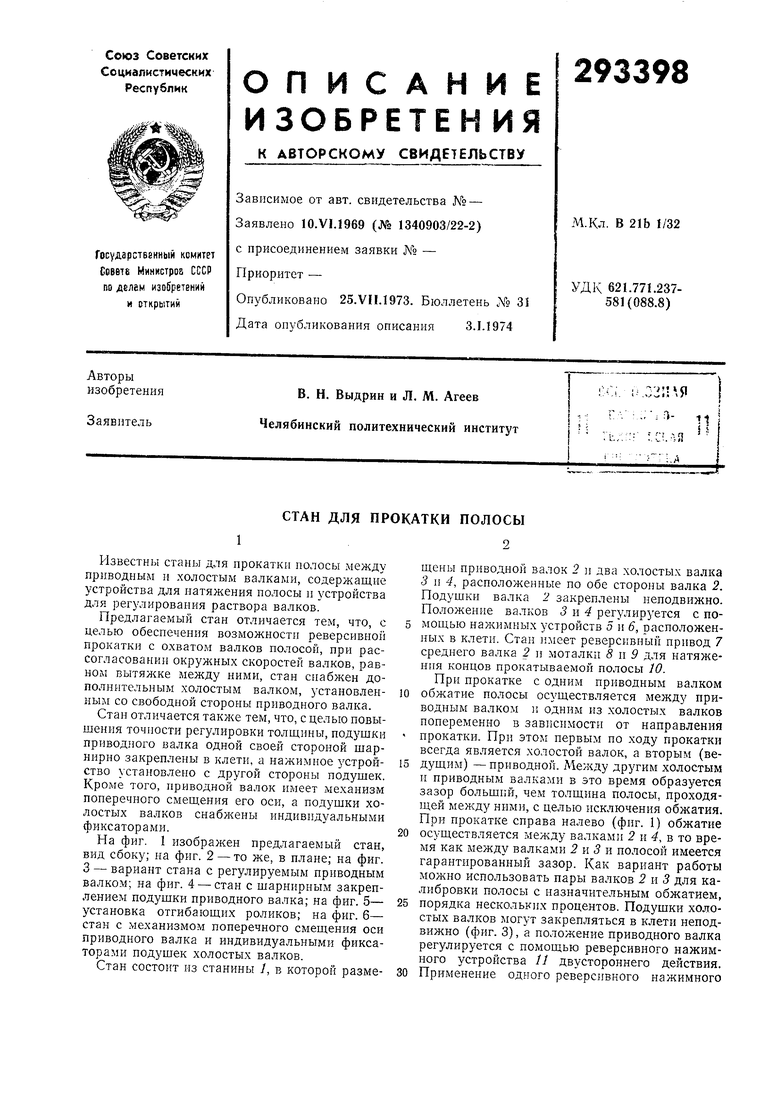
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| Клеть для прокатки полосы | 1985 |
|
SU1266580A1 |
| Клеть прокатного стана | 1979 |
|
SU831233A1 |
| Способ неприрывной прокатки и стандля ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU687668A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| Узел калиброванного валка | 1982 |
|
SU1065048A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
77
)
Фиг 2
