СП 4
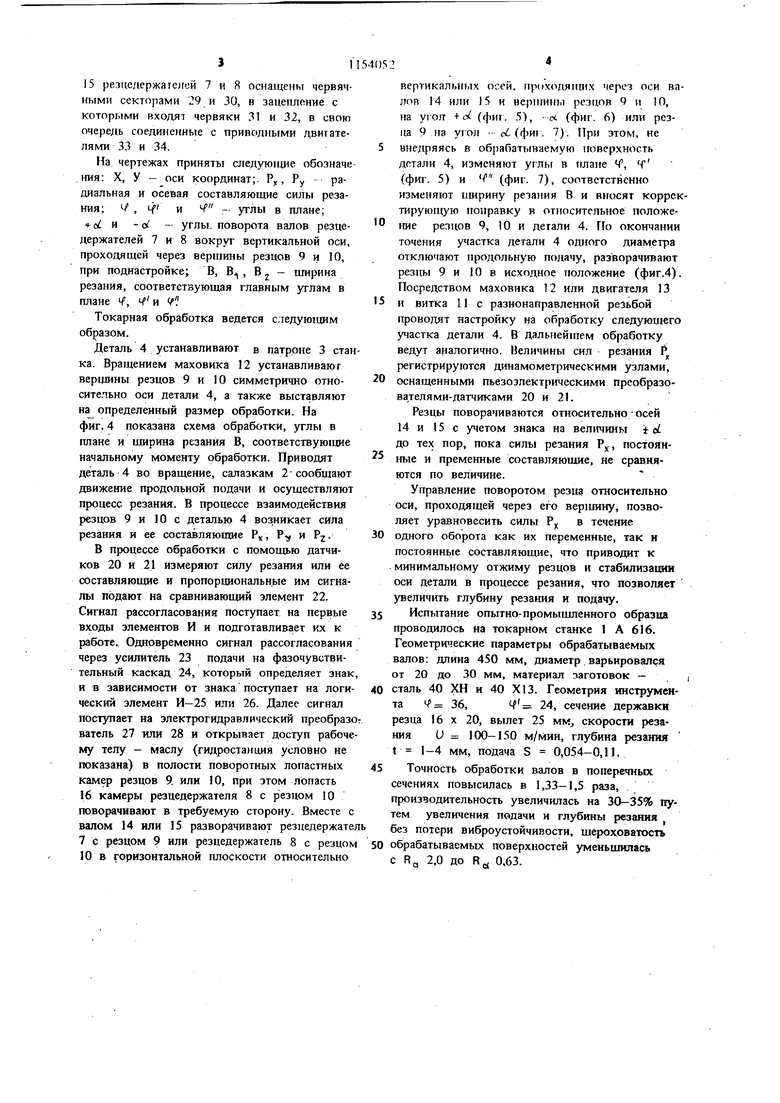
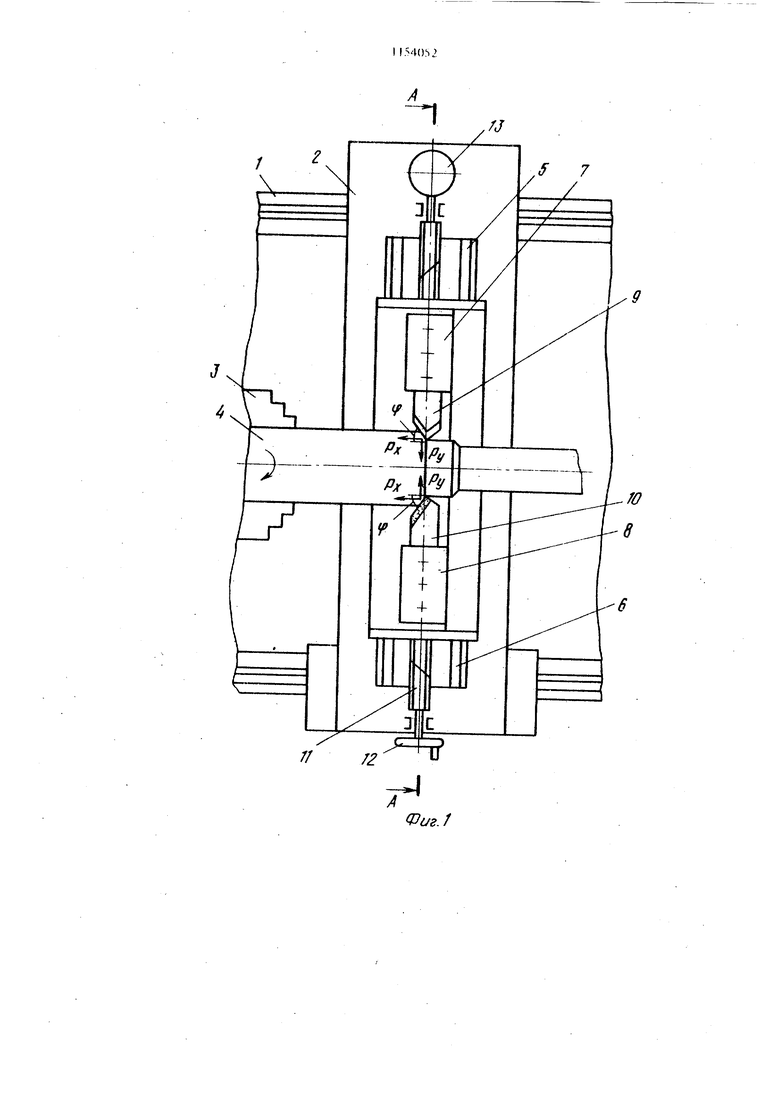
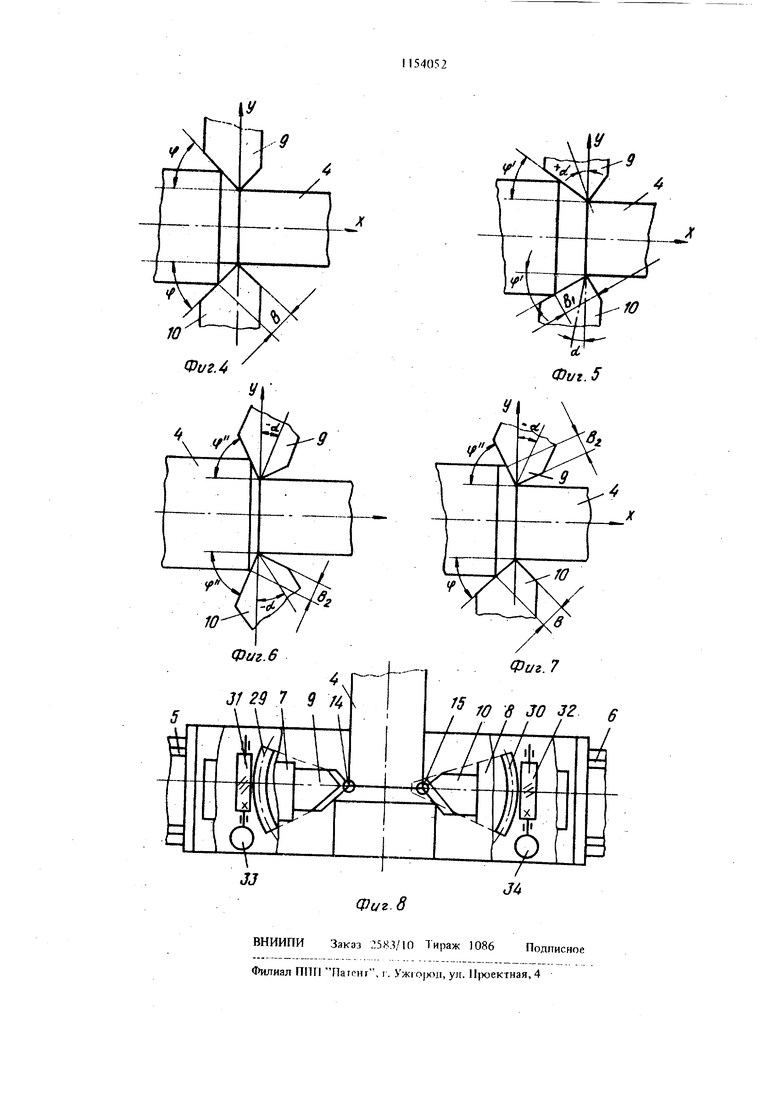
сл ю Изобретение относится к технилоготеским средствам машино- и тгриборосгроения и может быть использовано ггри обработке деталей преимутцестветю нежестких, н различных отраслях промышленности. Извеспгы способы и устройства для много резцовой обработки деталей, в которых по результатам измерения составляющих сил резания подстраивают каждый из резцов в . отдельности, причем резцы осна1дены дагш ками сил резания и автономными приводами инструментальные кареткн суппортов смонтированы на раздельных направляю1дйх и связа ны одна с другой нежестко, например с помощью опор качения; на направляющих корпуса самоустанавливается плавающий блок с двумя резцами 1. Недостатки известных способов и устройств сравнительно невысокая точность обработки, так как при подстройке резцов возникает ск чок 1ФИ переходе от трения покоя к трени движения; низкая ч)гвствительность и плавнос поднастройки; низкие демпфирующие свойств с увеличением силы резания увеличивается реакция в направляющих, что снижает точнос и производительность обработки. Известно устройство для токарной обработ несколькими резцами, в котором с целью управления распределением между резцами фезаемого слоя материала заготовки резцы располагают в одном сечении среза и поднастраивают по результатам измерения действуюuwx на каждый резец сил резания или их составляющих путем перемещения каждого из них в отдельности. Устройство содержит систему управления с датчиками сил резания на каждом из резцов и исполнительными механизмами, соединенным через злемент сравнения и усилитель 2. Недостатки этого устройства заключаются в низкой чувствительности и плавности йоднаст ройки и сравнительно невысокой точности обработки из-за переменной силы трения в направляющих при поднастройке, что приводит к снижению точности и производитель ности обработки. Цель изобретения - повышение точности обработки. Указанная цель достигается тем, что в устройство для токарнойобработки двумя резцами, каждый из которых снабжен датчик силы резания н исполнительным механизмом соединенными через элемент сравнения и уси тпепь, введены фазочувствительный каскад, подключенный к выходу усилителя, и два элемента И, каждый из которых включен между соответствующим исполнительным механизмом и фазочувствительным каскадом. при этом вторые входы элементов И соединены с выходом элемента сравнения, к двум входам которого подключены датчики сил резания, а в качестве исполнительных механизмов использованы гидравлические лопастные . механизмы поворота резцов относительно оси, проходящей через веришны резцов. На фиг. 1 представлена схема устройства дл токарной обработки ; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - система управления устройством; на фиг. 4-7 - схемы изменения углов и плане , -f, Ч и ширины резания В, В., и 0 в зависимости от угла поворота + oL и -of вала резцедержателя; на фиг. 8-- вариант конструкции устройства. Устройство для токарной обработки несколькими резцами содержит установленные на профильных направляющих 1 станка салазки 2. 8патроне 3 шпинделя станка закреплена деталь 4. На салазках 2 симметрично относительно осей шпинделя 3 и детали 4 установлены поперечные направляющие 5 и 6, на которых размещены резцедержатели 7 и 8 с резцами 9и 10 соответственно. Резцедержатели 7 и 8 соединены между собой винтом 11 с разнонаправленной резьбой одинакового шага на концах винта. Винт 11 оснащен маховиком 12 для ручной поднастройки на размер и бдновременно оснащен приводным двигателем 13, например шаговым, для автоматического изменения размеров обрабатываемой детали 4 в процессе обработки. Резцедержатели 7 и 8 жестко закреплены на валах 14 и 15 (фиг. 2), причем оси валов 14 и 15 проходят через вершины резцов 9 и 10. Каждый вал 14 и 15 жестко соединен с лопастью 16 и 17, а подвижные части разцедержателей 7 и 8 образуют с основаниями 18 и 19 поворотные лопастные каморы, например гидравлические. Каждый из резцов 7 и 8 устройства оснащен датчиками 20 и 21 для из- мерения сил резания или их составляющих. Выходы датчиков 2и и 21 подключень к элементу 22 сравнения, выход последнего соединен через усилитель 23 с фазочувствительным каскадом 24. Выходы фазочувствительного каскада 24 подключены к первым входам логических элементов И 25 и 26, к вторым входам которых подключен один из выходов сравнивающего элемента 22. Выходы логических элементов И 25 и 26 связаны через электрогидравлические преобразователи 27 и 28 с поворотными лопастными камерами резцов 9 и 10. Кроме того, в модафикации устройства для реализации способа (фиг.З) валы И и
15резцедержателей 7 и 8 оснащены червячными секторами 29 и 30, в зацепление с которыми входят червяки 31 и 32, в свою очередь соединенные с приводными двигателями 33 и 34.
На чертежах приняты следующие обозначе .ния: X, У - оси координат;. Р,, Ру - радиальная и осевая составляющие силы резания; , и f - углы в плане; с и -0 - углы, поворота валов резцедержателей 7 и 8 вокруг вертикальной оси, проходящей через вершины резцов 9 и 10, нри поднастройке; В, В.,, В - ширина резания, соответстзующая главным углам в плане f, Чи
Токарная обработка ведется следующим образом.
Деталь 4 устанавливают в патроне 3 станка. Вращением маховика 12 устанавливают вер1|1ины резцов 9 и 10 симметрично относительно оси детали 4, а также выставляют на определенный размер обработки. На фиг. 4 показана схема обработки, углы в плане и щирина резания В, соответствующие начальному моменту обработки. Приводят
деталь 4 во вращение, салазкам 2сообщают движение продольной подачи и осуществляют процесс резания. В процессе взаимодействия резцов 9 и 10 с деталью 4 возникает сила резания и ее составляющие Р, Р. и Р.
В процессе обработки с помощью датчиков 20 и 21 измеряют силу резания или ее составляющие и пропорциональные им сигналы подают на сравнивающий элемент 22. Сигнал рассогласования поступает на первые входы элементов И и подготавливает кх к работе. Одновременно сигнал рассогласования через усилитель 23 подачи на фазочувствительный каскад 24, который определяет знак и в зависимости от знака поступает на логический элемент И-25 или 26. Далее сигнал поступает на электрогидравлический преобразо ватель 27 или 28 и открывает доступ рабочему телу - маслу (гидростанция условно не 1юказана) в полости поворотных лопастных камер резцов 9. или 10, при этом лопасть
16камеры резцедержателя 8 с резцом 10 поворачивают в требуемую сторону. Вместе с валом 14 или 15 разворачивают резцедержате
7 с резцом 9 или резцедержатель 8 с резцом 10 в горизонтальной плоскости относительно
вертикальных осей, проходяпш.х через оси валоп 14 или 15 и BepiiniHiii резцов 9 и 10, на угол -ю (фиг. 5), ы (фиг. 6) или резца 9 на угол ( (фиг. 7). При этом, не внедряясь в обрабатываемую тюверхность детали 4, изменяют углы в плане Ч , f (фиг. 5) и f (фиг. 7), соответственно изменяют ширину резания В и вносят корректирующую поправку в относительное положение резцов 9, 10 и детали 4. окончании точения участка детали 4 одного диаметра отключают продольную подачу, разворачивают резцы 9 и 10 в исходное положение (фиг.4) Посредством маховика 12 или двигателя 13 и витка 11 с разнонаправленной резьбой проводят настройку на обработку следующего участка детали 4. В дальнейшем обработку ведут аналогично. Величины сил резания Р регистрируются динамометрическими узлами, оснащенными пьезоэлектрическими преобразователями-датчиками 20 и 21.
Резцы поворачиваются опюсительно осей 14 и 15 с учетом знака на величины t d до тех пор, пока силы резания Р, постоянные и пременные составляющие, не сравняются по величине.
Управление поворотом резца относительно оси, проходящей через ет-о вершину, позволяет уравновесить силы Р в течение одного оборота как их переменные, так и постоянные составляющие, что приводит к минимальному отжиму резцов и стабилизации оси детали в процессе резания, что позволяет увеличить глубину резания и подачу.
Испытание опытно-промышленного образца проводилось на токарном станке 1 А 616. Геометрические параметры обрабатываемых валов: длина 450 мм, диаметр. варьировался от 20 до 30 мм, материал заготовок - сталь 40 ХН и 40 Х13. Геометрия инструмента 4 36, 24, сечение державки резца 16 X 20, вылет 25 мм, скорости резания и 100-150 м/мин, глубина резания t 1-4 мм, подача S 0,054-0,11.
Точность обработки валов в поперечных сечениях повысилась в 1,33-1,5 раза, производительность увеличилась на 30-35% путем увеличения подачи и глубины резания , без потери виброустойчивости, шероховатость обрабатываемых поверхностей гменьшнлась с Rg 2,0 до Rj, 0,63.
vXV NXXvXsX
Фиг. 2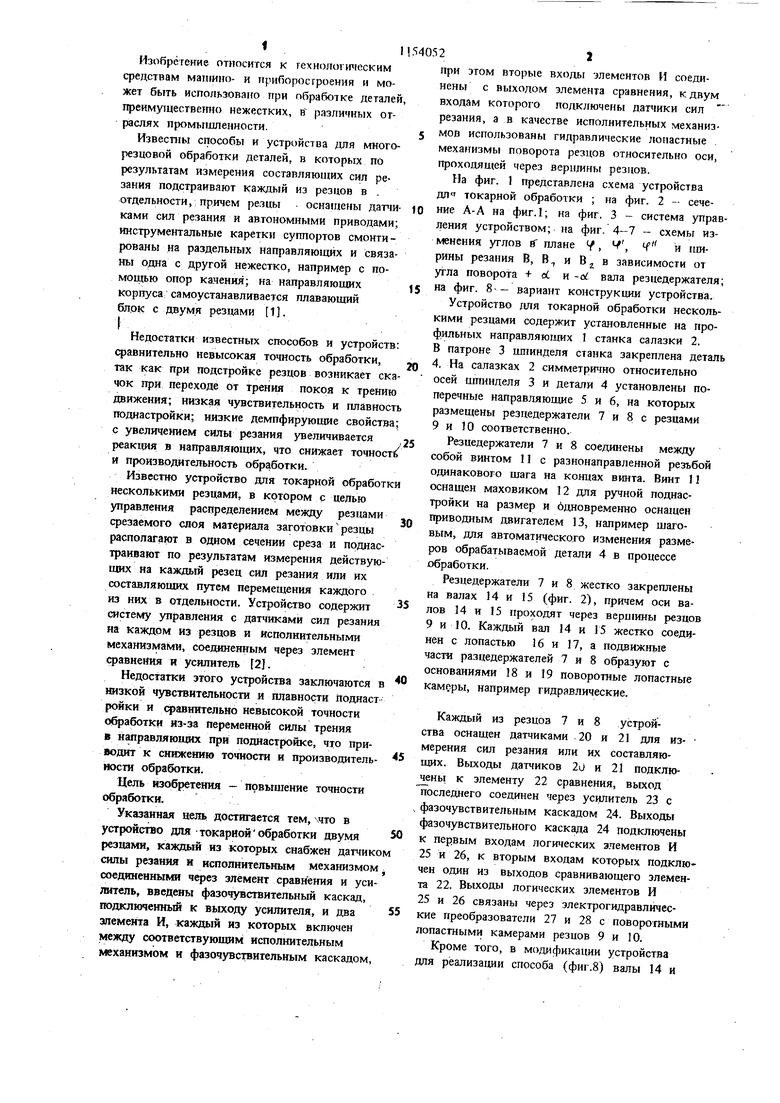
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ | 2010 |
|
RU2414994C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ | 2013 |
|
RU2532569C2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДНАСТРОЙКИ | 1971 |
|
SU294679A1 |
| Устройство для обработки деталей | 1979 |
|
SU810432A1 |
| Устройство для бескопирной обработки деталей с равноосным контуром на металлорежущих станках | 1976 |
|
SU599960A1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Устройство поднастройки системы СПИД | 1981 |
|
SU952447A1 |
| Устройство для обработки с вибрациями нежестких цилиндрических деталей | 1985 |
|
SU1301648A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Устройство для автоматической поднастройки режущего инструмента | 1982 |
|
SU1024165A1 |
УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ двумя резцами, каждый ит которых снабжен датчиком силы реза,1тия и исполнительным механизмом, соединенными через элемент сравнения и усилитель, о т л и ч а ю |ц е е с я тем, что, с целью повышения точности обработки, в него введены фазочувствительный каскад, подключенный к выходу усилителя, и два элемента И, Каждый из которых включен между соответствующим исполнительным механизмом и фазочувствительным каскадом, при этом вторые входы элементов И соединены с выходом элемента сравнения, двум входам которого подключены датчики сил резания, а п качестве исполнителынлх механизмов использованы гидравлические лопастные механизмы (Л поворота резцов относительно оси, проходящей через вершины резцов.
15
/
Фut.J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Г | |||
| Самоустапавливагощиеся приспособления | |||
| М., МашилостроениеГ | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Подураев В | |||
| Н | |||
| Автоматически регулируемые и комбинированные процессы резания | |||
| М., Машиностроение, 1977, с | |||
| 196198. | |||
