I Изобретение относится к изготовлению сварных прокатно-штампованных емкостей, например, радиаторов из листового металла.
Известен стан для изготовления панельных радиаторов, содержащий формующее валковое устройство, машины для сварки межканальных прсмежутков и продольных швов,заготовки, летучую машину для сварки поперечных швов эаготовки, летучие ножницы.для резки сваренных заготовок на.отдельные емкости и транспортер 1 .
Для непрерывной работы при сварке поперечных швов заготовки в стане установлена летучая шовная машина, которая сложна по конструкции, в изготовлении и эксплуатации. Это снижает надежность работы стана, а также его производительность .
Н&иболее близким по технической сущности к.изобретению является линия для изготовления отопительных радиаторов и листового металла, содержащая разматыватель, формующее устро(ство, подающий механизм, стационарную роликовую машину для продольной сварки, механизмы дл продольной и поперечной резки, машину для поперечной сварки и механизм изменения направления потока с передающим устройством 2 .
После сварки продольных швов отдельные емкости кантуются в вертикальное положение на боковую кромку и магнитным толкателем передаются на позиции сварки поперечных швов, где они фиксируются в специ 1льных гидравлических зажимах. Сварка осуществляется вертикально перемещаю1чейся сварочной головкой.
бднако при использовании стационар ных машин для сварки поперечных швов TpSBVeTC целый ряд последовательно работающих механизмов, которме не об«С печйвагот непрерывность процесса и ограничивают производительность линии.
Целью изобретения является упрощение конструкции, повьаиение надежностн к производительности, стана.
Это достигается тем, что механизма для продольной и поперечной резки и механизм для изменения направления потока .установлены последовательно по направлению движения потока между машинами для продольной и для поперечной сварки. Механизм для изменения направ ления потока выполнен в виде установленных взаимно перпендикулярно ленточного и цепного транспортеров, а передающее устройство - в виде двух рядов роликов, закрепленных на рычагах, соединенных шарнирным многоэвенником,, связанным с цепным транспортером при помощи кулачкового механизма и установле ных с возможностью одновременного поворота в гфотивоположных направлениях.
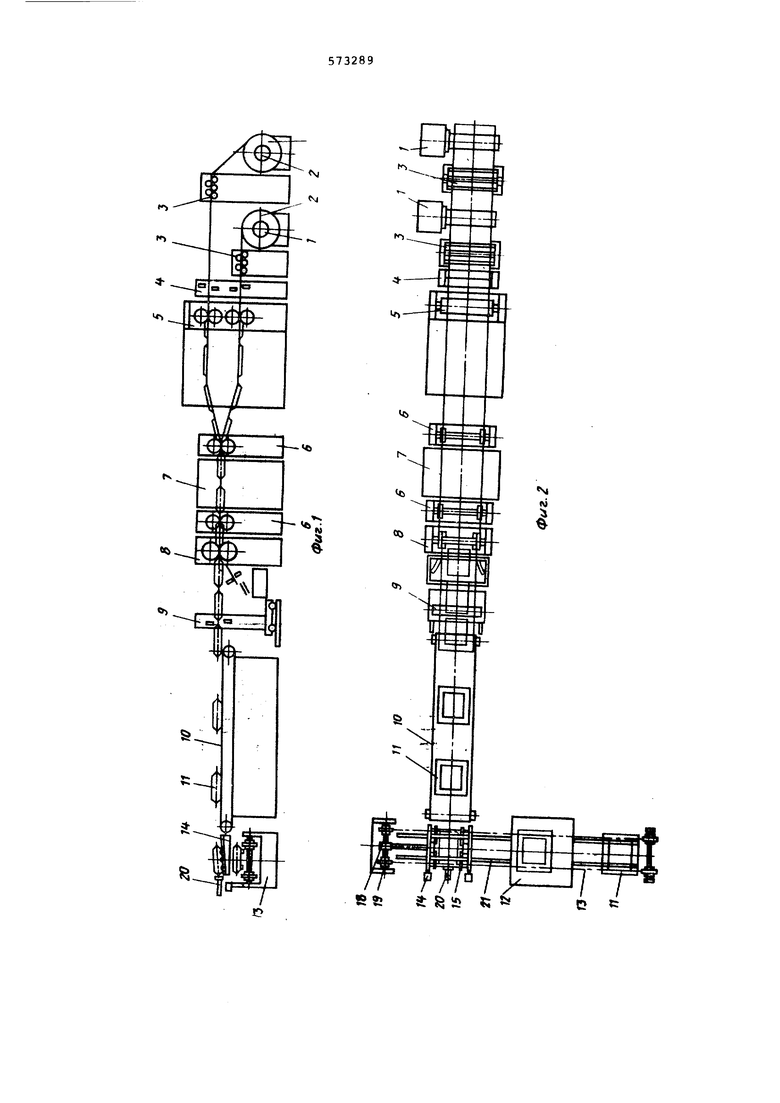
На фиг. 1 изображен стан для изготовления сварных прокатно-штампованйых емкостей, вид спереди; на фиг.2 ороже, план; на фиг. 3 - то же, вид сбоку.
Стан для изготовления сварных прокатно-штампованных емкостей включает два разматывателя 1 для одновременной размотки двух рулонов 2 листового проката, две правильно-задающие машины 3, спаренные гильотинные ножницы 4, формующую машину 5, поданяций механизм 6, стационарную роликовую машину 7 для продольной сварки, дисковые ножницы 8 с кромкокрошителем для обрезки и крошения продольных кромок у заготовки.
Кроме того, стан содержит летучие делительные ножницы 9 для поперечной резки, ленточный трансформатор 10 для перем ения емкостей 11, машину 12 для поперечной шовной сварки с цепным тран портером 13, передающее устройство 14, установленное между ленточным10 и цепным 11 транспортерами и машиной 12 для поперечной шовной сварки.
Передающее устройство 14 включает два рдда консольнрраздвижных наклонных роликов 15, смонтированных на рычагах 16 и 17, связанных через кулачковый механизм 18 со звездочкой 19 цепного транспортера 13. Кроме того, передающее устройство 14 имеет регулируемый упор 20, центрирующий емкости 11 го оси цепного транспортера 13, который имеет направляющие 21 для перемещения емкостей 11 через машину 12 для поперечной сварки.
Стан работает следующим образом.
С разматывателя 1 полосы из двух рулонов 2 подаются в правильно-задаю аие машины 3, далее через гильотинные ножницы 4 для обрезки передних дефектных концов рулонов - к формующей машине 5, Где происходит формовка межканальных промежутков и коллекторов в двух ветвях полос. Затем отформованные заготовки совмещаются тянущими роликамиб и задаются в каскад сварочных машин 7 для сварки продольных швов.
Отформованные и сваренные заготовки проходят через дисковые ножницы 8, где образуются продольные кромки, которые затем крсяаатся на куски. Далее, заготовки подаются к летучим делительным ножницам 9, здесь происходит порезка их на отдельные емкости 11, которые отводятся от ножниц транспортирующим устройством 10.
5 Проходя передающее устройство 14, емкость 11 под действием гравитационных сил движется по наклонным консольным роликам 15 до упора 20 и центрируется им строго по оси цепного транс
JQ портера 13. Кулачковый механизм 18 раздвигает рычаги 16, 17, на которых установлены консольные ролики 15, и рмкость 11 опускается на направляющие 21.
Емкость 11 подхватывается очередно
16
собачкой цепного транспортера 13 и подается им к машине 12 для поперечной шовной сварки, а оттуда выводится им же. С транспортера 13 готовые отдельные емкости 11 отправляются на склад.
20
Формула изобретения
1.Стан Для изготовления сварных 25 емкостей, содержащий разматыватель,
формующую машину, подающий механизм, стационарную роликовую МИШИНУ для продольной сварки, механизмы для продольной и поперечной резки, машину для поперечной сварки и механизм для изменения направления потока с передающим устройством, отличающийся тем, то, с целью повышения производительности труда, упрощения конструкции и повьпиения надежности, механизмы для продольной и поперечной резки и механизм для изменения направления потока установлены последовательно по направлению движения потока между машинами для продольной и для поперечной сварки.
2.Стан по п.1, отличающийс я тем, что механизм для изменения направления потока выполнен в виде усг
. тановленных взаимно перпендикулярно ленточного и цепного транспортеров, а передакядее устройство в виде двух рядов роликов, закрепленных на рачагах, соединенных шарнирным многозвенником, связанным с цепным транспортером при
50 помощи кулачкового механизма и установленных с возможностью одновременного пворота в противоположных направлениях., Источники информации, принятые во
56внимание при экспертизе:
1.Авторское свидетельство СССР 295347, кл. В 23 ft 11/10, 1962.
2.Патент Великобритании 1061069, кл. В 3 А, 1967.60
- Ч,
.
III /
fiS5 а: iD «; fc
D «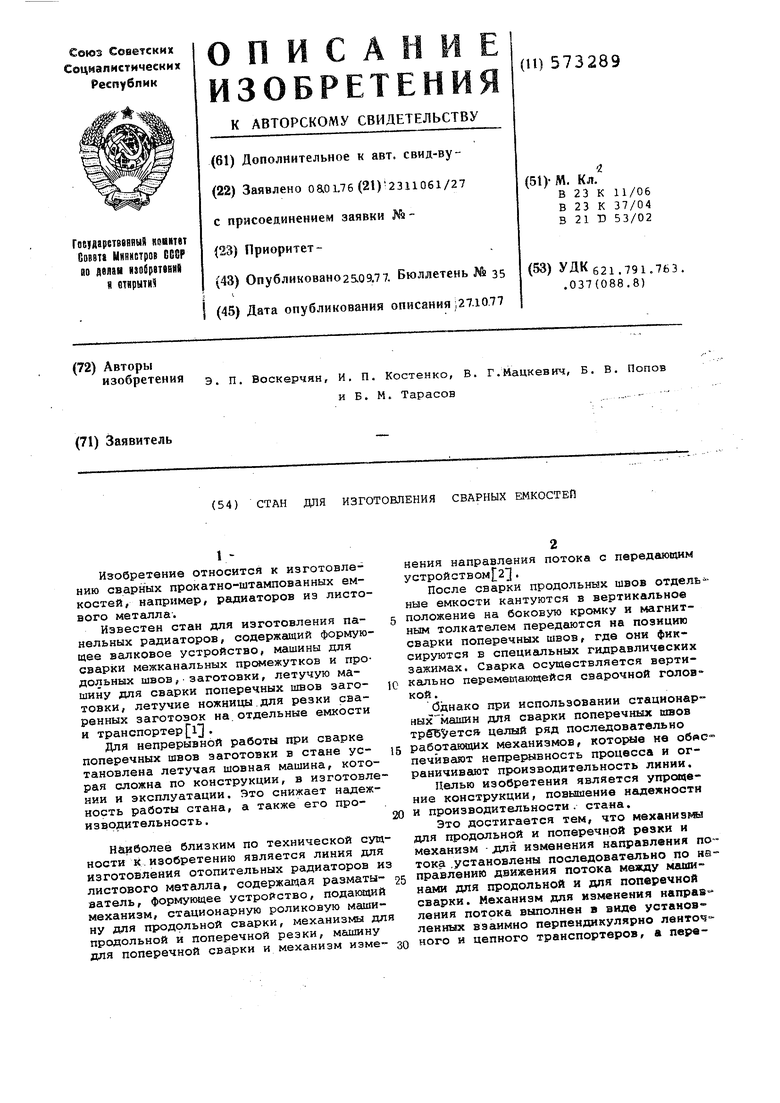
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для изготовления сварныхЕМКОСТЕй | 1979 |
|
SU829367A2 |
| Способ изготовления панельных теплообменников | 1985 |
|
SU1232345A1 |
| Способ изготовления панельных теплообменников | 1982 |
|
SU1046049A1 |
| Способ изготовления штампосварных теплообменников | 1980 |
|
SU967724A1 |
| Автоматическая линия для изготовленияпАНЕльНыХ РАдиАТОРОВ | 1977 |
|
SU793732A1 |
| Стан для изготовления емкостей | 1969 |
|
SU295347A1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| Линия для изготовления сварных изделий | 1990 |
|
SU1761431A1 |
| Линия для производства сварных труб | 1976 |
|
SU662188A1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |