Известны устройства и линии для разливки жидкого металла в литейные формы, основным элементом которых является вертикальный разливочный ковш чайникового, сифонного или стоиорпого тина.
Предлагаемый автомат для разливки жидкого металла отличается тем, что съемный роторный ковш выиолнен в виде закрепленного консольно на горизонтальном валу илоского цилиндра с одним центральным цилиндрическим заливочным отверстием и двумя или более коническими разливочными отверстиями, расиоложенными по одной окружности на свободном основании цилиндра. Это иозволяет осуществлять непрерывную или прерывистую разливку металла в литейные формы, расположенные на конвейере. Кроме того, высвобождаются нромежуточные переливные емкости и транспортное оборудование, уменьшаются тепловые нотери и износ футеровки. Наличие механизмов, обеспечиваюш,их точную заливку в формы, дает возможность сокра щать потери металла на прибыль и разбрызгивание и улучшать условия труда обслуживающего персонала.
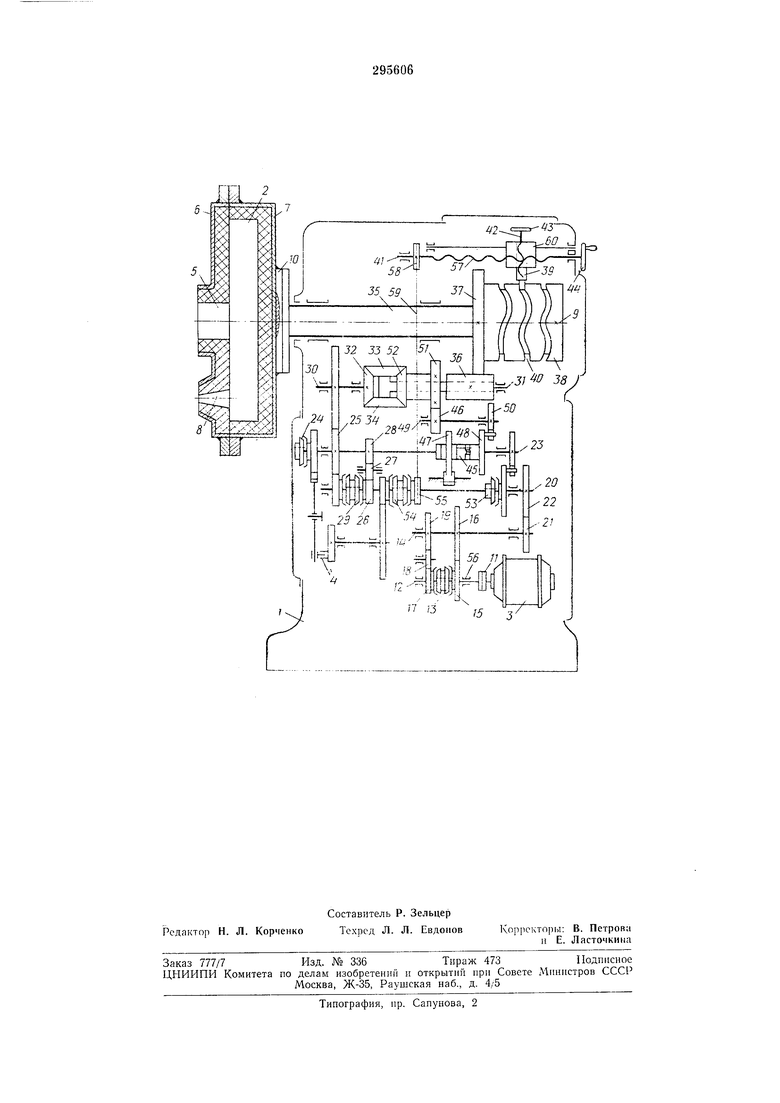
На чертеже приведена схема предлагаемого автомата для разливки жидкого металла.
иый механизм 4. Металл заливается в ковш через цилиндрическое отверстие 5 в крышке 6 корпуса 7 и разливается через одно или одновременно через два разливочных конических отверстия 8, расиоложо11иых иа одной окружности.
Ковш приводится в движение от главного вала 9, соедипеииого с ним фланцем 10. Глаг,Hbui вал является частью передаточного механизма, состоящего из нескольких кииематических цепей: цеин вран1ателыюго движения ковша, цени аксиальиого возвратно-поступательного движения ковша, цени доиолнительного ускоренного или замедлеиного вращательного движения ковша и цепи аксиального установочного двнжения ковша. При работе цени главного вращательного двнжения вращение от электродвигателя 3 передается через муфту 11 на вал 12 и далее через муфту 13 - на вал 14 нротив или по часовой стрелке при помощн шестерней 15 и 16 или 17-19. Передача с вала 14 на вал 20 осуществляется сменными щестернями 21 и 22.
Передача с вала 20 на вал 23 производится через шестерни 24 и 25 или 26-28. Переключение осуществляется муфтой 29. Поворотный реверс позволяет придать роторному ковшу дополнительное вращение, ускоренное или замедленное. Вращение с вала 23 на вал 30 вал 31 - коническими шестернями 32-34, даvTee с вала 31 на вал 35 роторного ковша 2 - через шестерни 36 и 37. Аксиальное возвратно-поступательное движение ковша обеспечивается при помоши барабана 38 и направляющей 39, входящей роликом в паз 40. Количество пазов на барабане соответствует числу возможных сочетаний работающих разливочных отверстий. Перестановка с одного паза на другой осуществляется винтом 41. Для этого направляющую 39 выводят из наза винтом 42 с маховиком 43, а затем передвигают вручную маховико.м 44 или механически через цепь установочного движения. Дополнительное вращательное движение передается от вала 23. Движением муфты 45 вправо выводят из зацепления с колесом 46 фиксатор 47 и одновременно включают кривощиП 48, передающий движение на вал 49 через мальтийский крест 50. Движение с вала 49 на вал 31 передается через колесо 46 н щестерни 51, 52, 33 и 34. Конические щестерни 32, 33, 34 н 52 вместе с валом-крестовиной 31 представляют собой дифференциал, суммирующий дополнительное движение с основным. Для точного совмещения векторов скорости движения разливочного отверстия в ковще и заливочного отверстия в форме в автомате применен дифференциал, спаренный с мальтийским крестом. При работе механизма установочных движений муфту 29 устанавливают в нейтральное положение, муфту 53 отключают, а муфтой 54 включают звездочку 55. Далее перемещением муфты 13 вправо или влево ковщу сообщают поступательное движение вдоль горизонтальной оси. Движение передается от электродвигателя 3 через муфту 56 на вал 12, далее - на вал 14 через шестерни 17, 18 или /5 и 16, с вала 14 - на вал 20 через шестерни 2-1 и 22 и затем с вала 20 на винтовой вал 57 при помощи звездочек 55 и 58 и цепи 59. Винтовой вал 57, вращаясь, сообщает суппорту 60 поступательное движение, передаваемое через направляющую 39, барабан 38 и вал 9 ковщу 2. Этот механизм обеспечивает грубую настройку ковща относительно заливочной формы по ширине конвейера, а также отвод ковща для ремонта или смены. Предмет изобретения Автомат для разливки жидкого металла на формовочных конвейерных линиях, состоящий из станины, футерованного ковша, электродвигателя и передаточного механизма, отличающийся тем, что, с целью сокращения разливочного оборудования и рабочих площадей, уменьшения потерь .металла при разливке и улучщения условии труда, съемный роторный ковш выполнен в виде закрепленного консольно на горизонтальном валу плоского цилиндра с одним центральным цилиндрическим заливочным отверстием и двумя или более коническими разливочными отверстиями, расположенными по одной окружности на свободном основании цилиндра.
5 J
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальная машина для центробежного литья | 1973 |
|
SU473338A3 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ ПОДРЕЗКИ КРУГЛЫХЗАГОТОВОК | 1969 |
|
SU251402A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТОВОЙ ЗАГОТОВКИ И РАЗЛИВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2088374C1 |
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1574328A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |
| Устройство для перемещения запечатываемого материала | 1975 |
|
SU654456A1 |
| Устройство для синхронной заливки форм на литейных конвейерах | 1982 |
|
SU1071362A1 |
| Машина карусельного типа для центробежной отливки | 1940 |
|
SU61435A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |