Известен полуавтомат для заточки торцов, клеймения и отсчета деталей, выполненный в виде заточной головки, устройства для прижима, клеймения и отсчета деталей.
Предлагаемый полуавтомат отличается от известного тем, что он снабжен подвижной кареткой, несущей два транспортирующих синхронно вращающихся в направлении к режущему инструменту винта, взаимодействующих с прижимным устройством в виде фрикционной накладки и кинематически связанных с устройством клеймения в виде диска, образующая поверхность которого выступает над опорной поверхностью винтов.
Такое выполнение полуавтомата повышает производительность труда и качество выполняемых операций.
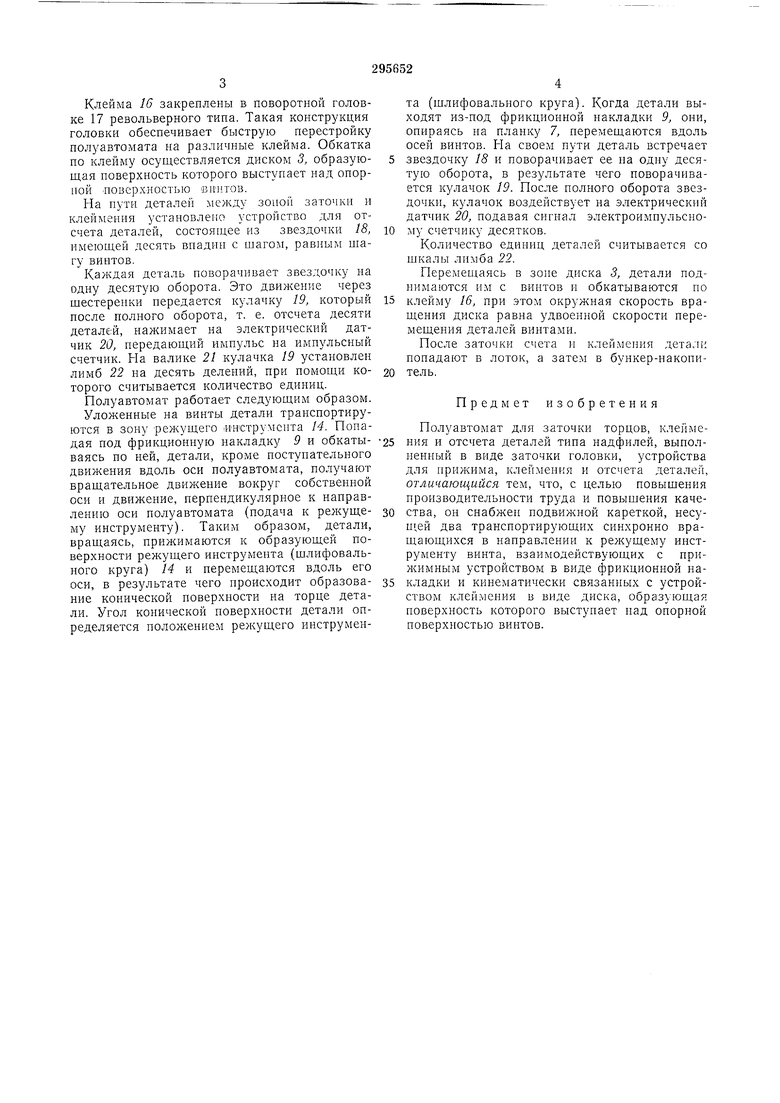
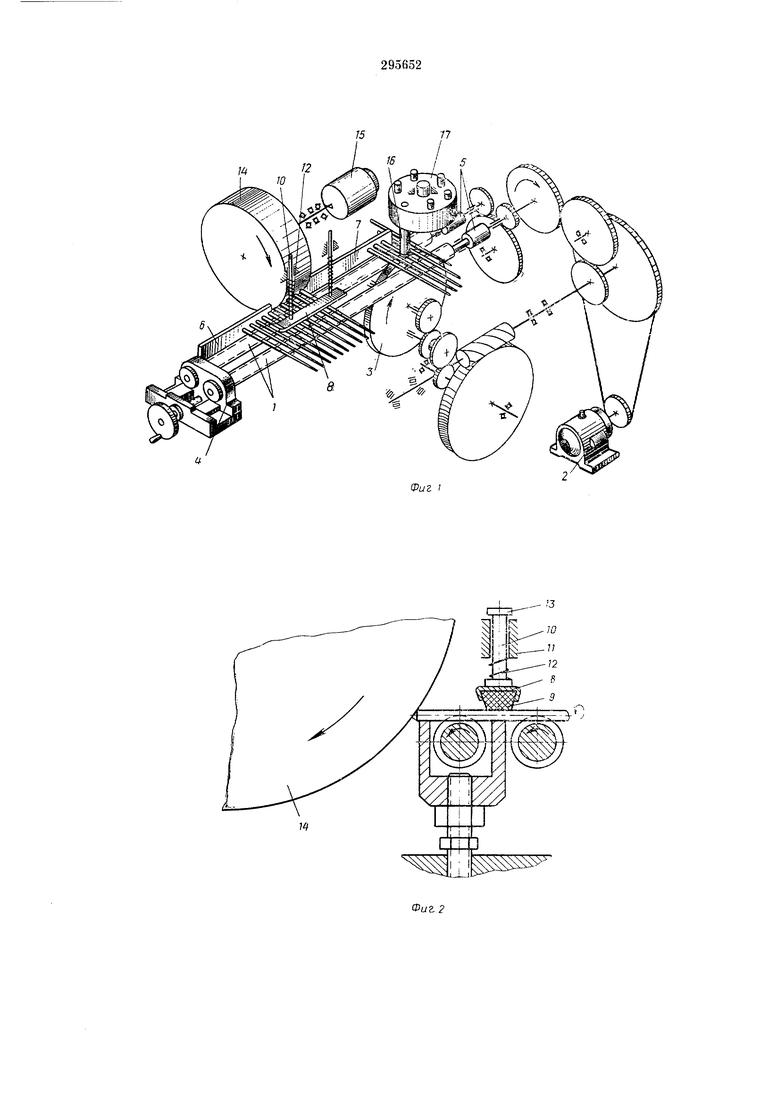
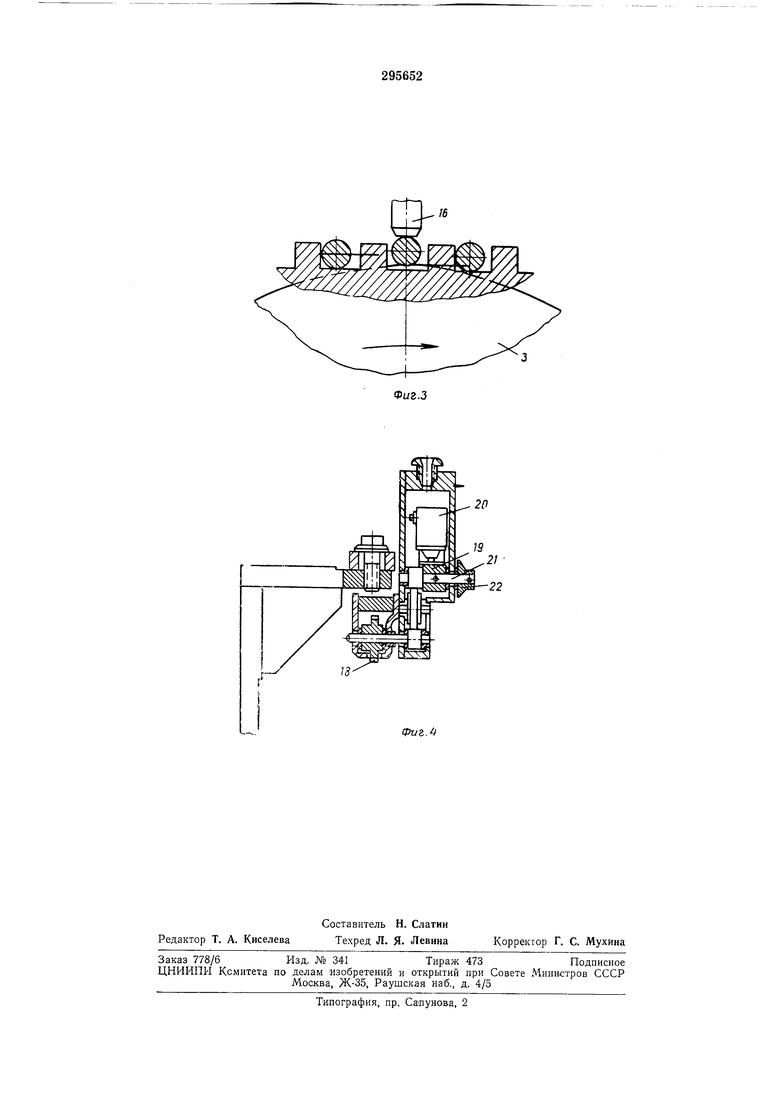
На фиг. 1 изобрал ена кинематическая схема предлагаемого полуавтомата; на фиг. 2- прижимное устройство полуавтомата; на фиг. 3 - обкатка детали по клейму; на фиг. 4-счетное устройство полуавтомата.
Предлагаемый полуавтомат содержит подвижную каретку, несущую два транспортирующих винта 1, синхронно вращающихся в направлении к режущему инструменту. Передача движения от электродвигателя 2 к транспортирующим винтам и клеймильному диску 3 осуществляется через клинноременную, зубчатые и червячную передачи.
Жесткая кинематическая связь обеспечивает синхронное вращение в направлении к режущему инструменту винтов, а также удвоенную по сравнению с продольным перемещением деталей по винтам окружную скорость диска. Задние концы винтов смонтированы на подвилчной опоре 4, а передние в специальных муфтах 5, позволяющих осуществлять осевое установочное перемещение винтов по мере износа витка под диском. Наличие упорных нланок 6 } 7 обеспечивает осевое перемещепие деталей вне зоны режущего инструмента.
Прилчимное устройство для придания деталям в зоне режущего инструмента сложного вращательного и поступательного двилсения, а подачи их к инструменту состоит из металлического держателя S с фрикционной накладкой 9. Держатель имеет две колонки 10, которые могут перемещаться в направляющих 11. Пружины 12 прижимают держатель с накладкой к деталям, а ограничители 13 не позволяют держателю опуститься ннже установочного уровня в случае отсутствия деталей.
Вертикальное перемещение направляющих нозволяет регулировать нажатие накладки на детали, а следовательно, и подачу деталей к режущему инструменту. Режущий инструмент (щлнфовальный круг) 14 имеет самостоятельный привод от электродвигателя 15.
Клейма 16 закреплены в поворотной головке 17 револьверного типа. Такая конструкция головки обеспечивает быструю перестройку полуавтомата на различные клейма. Обкатка по клейму осугцествляется диском 3, образующая поверхность которого выступает над опорной ловерх-ностью ВНнтов.
На пути лТ,еталей между зоной заточки и клеймения установле1то устройство для отсчета деталей, состоящее из звездочки 18, имеющей десять впадии с шагом, равным шагу винтов.
Каждая деталь поворачивает звездочку на одну десятую оборота. Это движение через шестеренки передается кулачку 19, который после полиого оборота, т. е. отсчета десяти деталей, нажимает на электрический датчик 20, передающий импульс на импульсный счетчик. На валике 21 кулачка 19 установлен лимб 22 на десять делений, при помощи которого считывается количество единиц.
Полуавтомат работает следующим образом.
Уложенные на винты детали транспортируются в зону режущего инструмента 14. Попадая под фрикционную накладку 9 и обкатываясь по ней, детали, кроме поступательного движения вдоль оси полуавтомата, получают вращательное движение вокруг собственной оси и движение, перпендикулярное к направлению оси полуавтомата (подача к режущему инструменту). Таким образом, детали, вращаясь, прижимаются к образующей поверхности режущего инструмента (шлифовального круга) 14 и перемещаются вдоль его оси, в результате чего происходит образование конической поверхности на торце детали. Угол конической поверхности детали определяется положением режущего инструмента (шлифовального круга). Когда детали выходят из-под фрикционной накладки 9, они, опираясь на планку 7, перелгещаются вдоль осей винтов. На своем пути деталь встречает 5 звездочку 18 и поворачивает ее па одну десятую оборота, в результате чего поворачивается кулачок 19. После полного оборота звездочки, кулачок воздействует на электрический датчик 20, подавая сигнал электроимпульсно0 му счетчику десятков.
Количество единиц деталей считывается со шкалы лимба 22.
Перемещаясь в зоне диска 3, детали поднимаются им с винтов и обкатываются по 5 клейму 16, при этом окружная скорость вращения диска равна удвоенной скорости перемещения деталей винтами.
После заточки счета и клеймения детали: попадают в лоток, а затем в бункер-накопи0 тель.
Предмет изобретения
Полуавтомат для заточки торцов, клейме5 ния и отсчета деталей типа надфилей, выполненный в виде заточки головки, устройства для прижима, клеймеиия и отсчета деталей, отличающийся тем, что, с целью повышения производительности труда и повышения каче0 ства, он снабжен подвижной кареткой, несуией два транспортирующих синхронно вращающихся в направлении к ре кущему инструменту винта, взаимодействующих с прижимным устройством в виде фрикционной на5 кладки и кинематически связанных с устройством клеймения в виде диска, образующая поверхность которого выступает над опорной поверхностью винтов.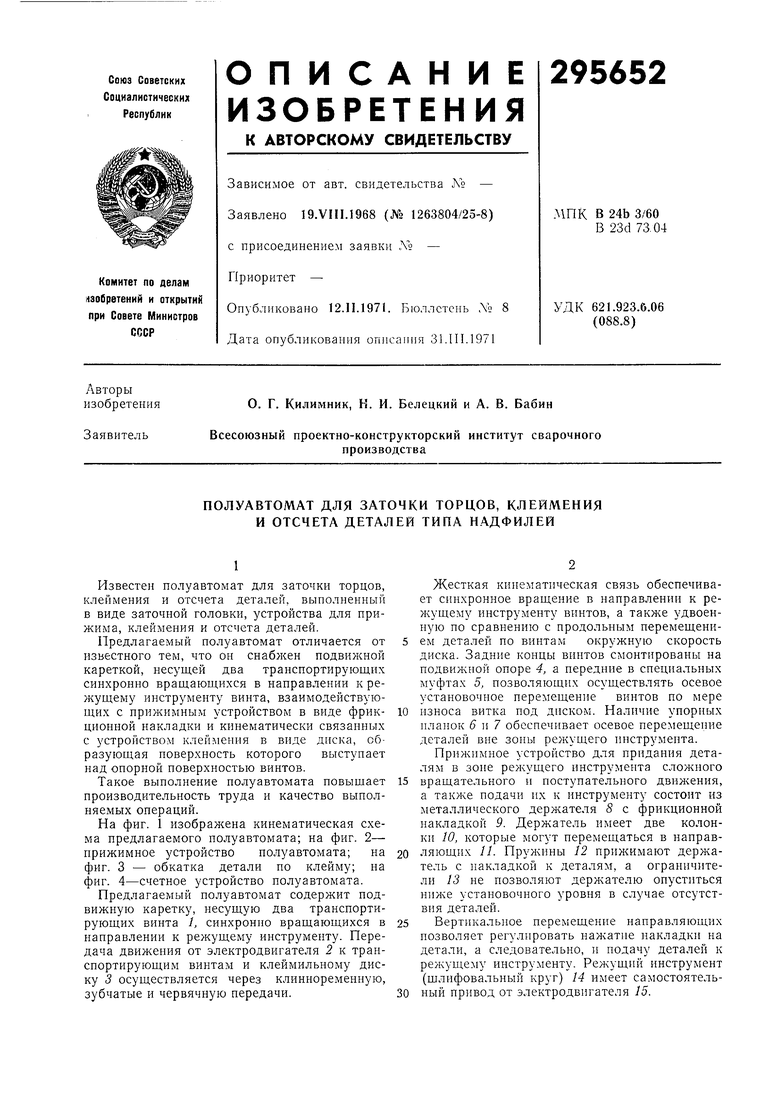
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ПОДГОТОВКИ МЕСТА КЛЕЙМЕНИЯ НА | 1973 |
|
SU384515A1 |
| ПОЛУАВТОМАТ ДЛЯ РАЗРЕЗАНИЯ ПОЛОС ИЗ ИСКУССТВЕННЫХ МАТЕРИАЛОВ | 1973 |
|
SU374159A1 |
| Полуавтомат для электрохимического клеймения | 1980 |
|
SU899321A1 |
| АВТОМАТ для РЕЗКИ И МАРКИРОВКИ ХЛОРВИНИЛОВЫХ ТРУБОК | 1973 |
|
SU363611A1 |
| Устройство для клеймения деталей | 1989 |
|
SU1738640A1 |
| АВТОМАТ ДЛЯ КЛЕЙМЕНИЯ И РАЗМЕТКИ ДЕТАЛЕЙ | 1967 |
|
SU216469A1 |
| Токарно-центровальный полуавтомат | 1989 |
|
SU1726140A1 |
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1994 |
|
RU2102909C1 |
| Устройство для изготовления клейм | 1980 |
|
SU963600A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1969 |
|
SU237577A1 |
16
20
Фг/г.
