Известен кантователь, на неподвижном корпусе которого установлена плита с механизмом автоматического закрепления детали.
Предлагаемый кантователь отличается от известного тем, что механизм автоматического закрепления детали выполнен в виде толкателя с прихватом на одном конце, а на другом - с роликом, скользящим по неподвижному относительно толкателя копиру, который выполнен съемным.
Такое выполнение позволяет упростить конструкцию кантователя и осуществлять регулировку момента включения автоматического закрепления детали.
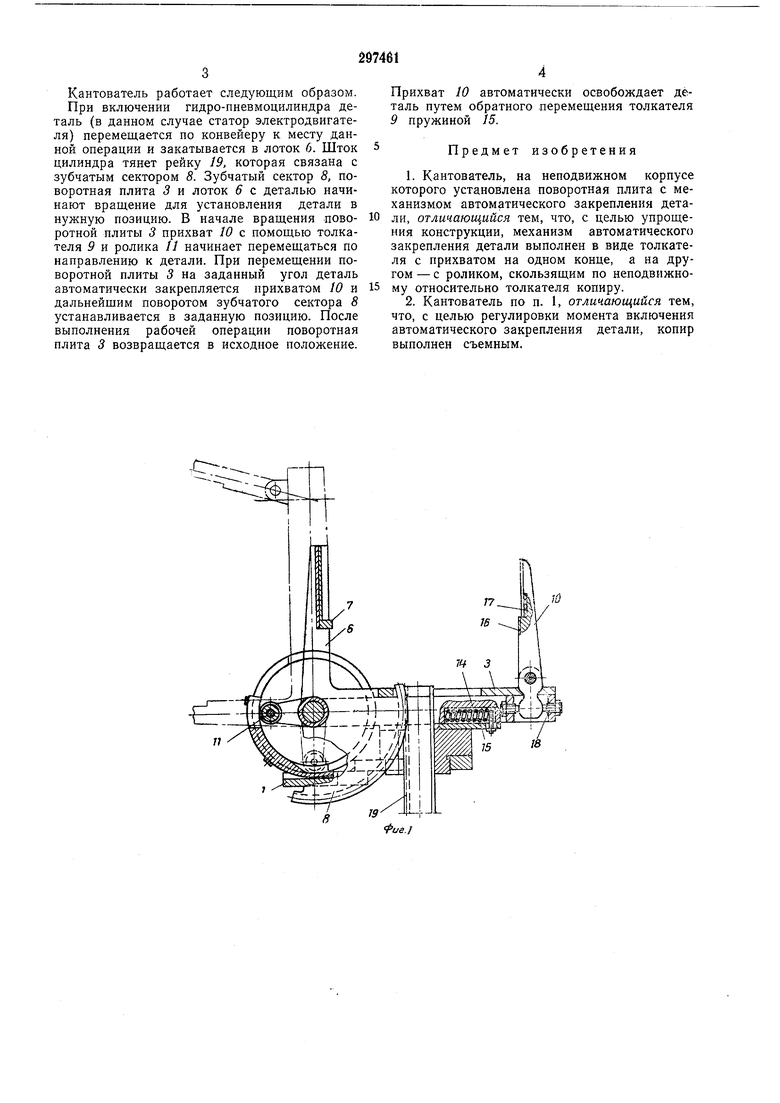
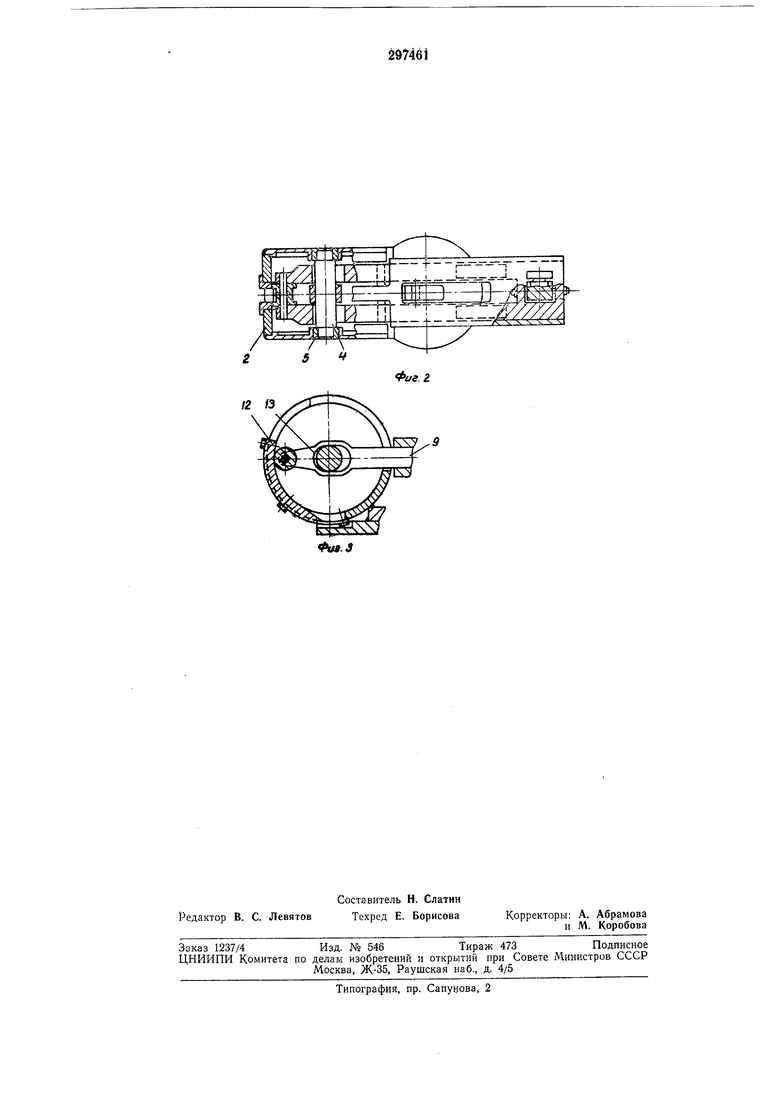
На фиг. 1 изображен предлагаемый кантователь в рабочем положении; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез по криволинейной поверхности копира.
На неподвижной плите 1 расположен корпус 2, на котором установлена плита 3, закрепленная на оси 4 и вращающаяся в подшипниках скольжения 5 корпуса 2.
Поворотная плита 3 имеет лоток 6 с опорным буртиком 7, зубчатый сектор 8 и механизм автоматического закрепления детали, выполненный в виде толкателя 9 с прихватом 10 на одном конце и роликом // на другом, скользящим по неподвижному относительно толкателя копиру 12 с криволинейной поверхностью, закрепленному на корпусе 2 и поворотному относительно оси плиты 3.
Криволинейная поверхность копира 12, воздействуя через ролик на толкатель 9, заставляет последний перемещаться поступательно, а прихват 10, производить автоматическое закрепление детали. Для осуществления возвратно-поступательного движения толкателя через ось поворота 4 в толкателе 9 выполнены овальные пазы 13, а в других пазах 14 размещены пружины 15, отводящие прихват 10 в исходное положение при горизонтальном размещении лотка 6. Рабочая часть прихвата 10 имеет опорный буртик 16 и амортизирующую накладку 17, позволяющую компенсировать допуск размеров деталей и смягчать работу всего механизма автоматического закрепления детали. Копир 12 выполнен съемным, что позволяет производить регулировку момента включения автоматического закрепления детали. Для компенсации износа деталей механизма автоматического закрепления, а также неточности их изготовления, прихват 10 снабжен двумя регулировочными винтами 18. Зубчатый сектор 8 соединен с рейкой 19, поступательное двилсепие которой осуществляется с помощью гидро-пневмоцилиндра, снабженного специальным амортизирующим устройством.
Кантователь работает следующим образом.
При включении гидро-пневмоцилиндра деталь (в данном случае статор электродвигателя) перемещается по конвейеру к месту данной операции и закатывается в лоток 6. Шток цилиндра тянет рейку 19, которая связана с зубчатым сектором 8. Зубчатый сектор 8, поворотная плита 3 и лоток 6 с деталью начинают вращение для установления детали в нужную позицию. В начале вращения поворотной плиты 3 прихват 10 с помощью толкателя 9 и ролика // начинает перемещаться по направлению к детали. При перемещении поворотной плиты 3 на заданный угол деталь автоматически закрепляется прихватом 10 и дальнейщим поворотом зубчатого сектора 8 устанавливается в заданную позицию. После выполнения рабочей операции поворотная плита 3 возвращается в исходное положение.
Прихват 10 автоматически освобождает деталь путем обратного перемещения толкателя 9 пружиной 15.
Предмет изобретения
1.Кантователь, на неподвижном корпусе которого установлена поворотная плита с механизмом автоматического закрепления детали, отличающийся тем, что, с целью упрощения конструкции, механизм автоматического закрепления детали выполнен в виде толкателя с прихватом на одном конце, а на другом - с роликом, скользящим по неподвижному относительно толкателя копиру.
2.Кантователь по п. 1, отличающийся тем, что, с целью регулировки момента включения автоматического закрепления детали, копир выполнен съемным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1199578A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Загрузочное устройство | 1981 |
|
SU986718A1 |
| Автоматическое загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1981 |
|
SU963802A1 |
| Автоматическая линия для абразивной обработки изделий | 1987 |
|
SU1511071A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Устройство для шлифования пре-цизиОННыХ СООСНыХ пОВЕРХНОСТЕй | 1978 |
|
SU814667A1 |
| Автоматическая линия изготовления спиралей | 1991 |
|
SU1821276A1 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |
.СГ-Фие.
