16
(Л
ел
3,51
т.е. деталей с большими колебаниями линейных размеров Линия снабжена стационарно закрепленными на позиции загрузки копирными планками 40, 41 и кантователем, при этом последний вьтолнен в виде подпружиненного двуплечего рычага-толкателя 17 и закреплен с возможностью поворота совместно с обрабатываемой заготовкой 42 и
4
возвратно-поступательного движения. Каждый спутник 2 представляет собой базовую плиту и два центра, подпружиненных каждый в двух взаимно перпендикулярных плоскостях и взаимодействующих на загрузочной позиции с копирными планками 40j 41 через предусмотренные в спутнике опоры. 3 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Автомат для завинчивания шпилек | 1985 |
|
SU1355438A1 |
| Автоматическая линия для обработки деталей | 1985 |
|
SU1315242A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Автоматическая линия преимущественно для сборки и клепки дисков сцепления | 1981 |
|
SU977135A1 |
| Автоматическая линия для сварки кольцевых швов | 1990 |
|
SU1766638A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| Устройство для установки базовой детали в спутник автоматической линии сборки | 1983 |
|
SU1087299A1 |

Изобретение относится к машиностроению и приборостроению, а именно к абразивной обработке изделий и может быть использовано для обработки деталей сантехизделий. Цель изобретения - расширение технологических возможностей. Это обеспечивается возможностью обработки отливок, т.е. деталей с большими колебаниями линейных размеров. Линия снабжена стационарно закрепленными на позиции загрузки копирными планками 40, 41 и кантователем, при этом последний выполнен в виде подпружиненного двуплечего рычага-толкателя 17 и закреплен с возможностью поворота совместно с обрабатываемой заготовкой 42 и возвратно-поступательного движения. Каждый спутник 2 представляет собой базовую плиту и два центра, подпружиненных каждый в двух взаимно перпендикулярных плоскостях и взаимодействующих на загрузочной позиции с копирными планками 40, 41 через предусмотренные в спутнике 2 опоры. 3 ил.
Изобретение относится к машино- и приборостроению, а именно к абра- зивной обработке изделий, и может быть использовано для обработки деталей сантехизделий.
Цель изобретения -.расширение технологических возможностей - достигается путем обработки отливок, т.е. деталей, с большими колебаниями линейных размеров.
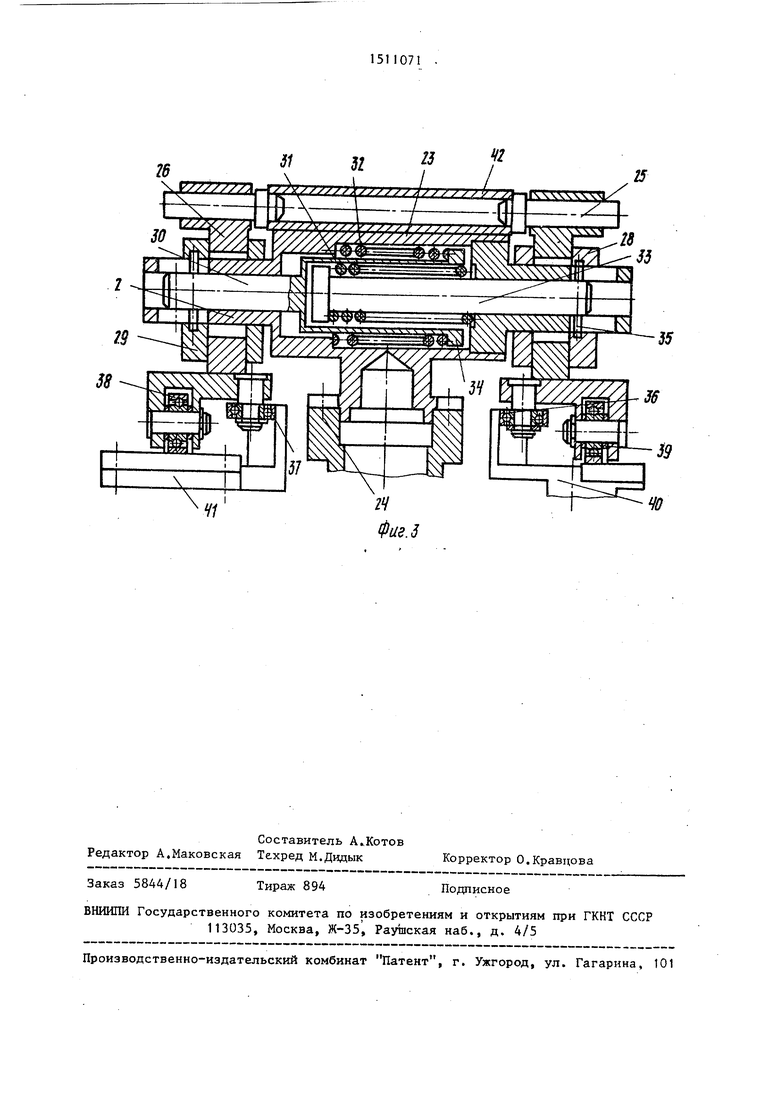
На фиг. изображена автоматическая линия для абразивной обработки изделий, вид сверху; на фиг. 2 - сечение А-А на фиг.. 1; на фиг.З - сечение В-Б на фиг. 1.
Автоматическая линия для абразивной обработки изделий включает цепной горизонтально замкнутьй транспортёр 1, на звеньях которого установлены поворотные спутники 2, вза- имодействуклдие с копирами 3-6, основание 7, на котором установлены три iинструментальные головки 8-10, обрабатывающие изделия, позицию 1 загрузки, где установлен кантователь 12, вклк чаю1дий в себя корпус 13, закрепленный на арке 14 с помощью Осей 15 и 16, подпружиненньй двуплечий рьгчаг-толкатель 17 с роликами 18, ус тановленньй с помощью оси 19 на штан ге 20 с пружиной 21 и взаимодействующий своим зубчатым сектором с рейкой 22, закрепленной в корпусе 13. Каждый спутник 2 включает базовую плиту 23, на которой устанавливает- ся обрабатываемое изделие, размещенную на тележке 24 цепного транспортера, а также подвижньй захват в виде двух центров 25, которые установлены в щеках 26, подпружиненных пру- жинами 27 с возможностью перемещения вверх или вниз в ползунах 28 и 29, перемещающихся относительно горизонтальной оси 30 и подпружиненных
пружинами 31 и 32 через шток 33 и стакан 34 с помощью штифтов 35, опоры 36-39 качения, взаимодействующие с копиром, выполненным в виде двух пар копирных планок 40, 41.
Каждьй спутник 2 осуществляет поворот на 90° вокруг своей вертикальной оси, взаимодействуя только с одним копиром. За один оборот на транспортере все спутники 2 выполняют один оборот вокруг собственной оси. Число инструментальных головок 8-10 может быть увеличено, они могут быть установлены вокруг транспортера 1.
Автоматическая линия для абразивной обработки изделий работает следующим образом.
Включают приводы универсальных головок 8-10, а затем привод транспортера 1. На позиции Г1 загрузки на базовые плиты 23 спутников 2 устанавливают изделия. Перемещаясь по копирным планкам 40 и 41 и съехав с них. опоры 36-39 качения разгружаются, и пружины 31, 32 зажимают изделие 42 в центрах 25, а щеки 26 перемещаются вниз в -ползунах 28, 29 и поджимают изделие 42 к базовой плите 23 спутника 2 пружинами 27. Спутник 2 с изделием 42 продвигается по транспортеру 1. Достигнув копира 3, спутник 2 осуществляет поворот вокру своей оси на 90°, при этом ось изделия принимает положение, соответствующее направлению движения. Обрабатываемая поверхность изделия 42 приближается к инструменту универсальной головки 8, По мере продвижения спутника 2 по транспортеру 1 поверхность изделия обрабатывается универсальными головками 8-10. Достигнув копиров 4-6, спутник 2, взаимодействуя с ними, проворачивается на 270 вокруг собственной вертикаль51
ной оси, при этом ось изделия принимает положение, перпендикулярное направлению движения, и движется к кантователю 12. Перед кантователем спутник 2 опорами 38 и 39 качения выезжает на копирные планки 40, 41. Щеки 26 с центрами 25 совершают движение вверх, и изделие 42 поднимается над поверхностью плиты 23. Далее при движении спутника 2 по конвейеру выполняется кантовка изделия рычагом 17: при продвижении изделие 42 своими гранями давит на ролики 18 и проворачивается вокруг оси 19, так как рьмаг 17 находится в зацеплении с прямозубой рейкой 22, стационарно закрепленной в корпусе 13 кантователя; одновременно рычаг совершает поступательное движение вместе со штангой 20. Когда ролики 18 освободят грани изделия 42, оно уже провернется вокруг оси центров 25, и необработанная поверхность будет находиться сверху. Рычаг 17 и штанга 20 совершат возвратное движение с помощью пружины 21.
Далее циклы обработки и кантовки повторяются для всех закрепленных издел.
После автоматической обработки всех граней обработанные изделия заменяют на необработанные, и происходит обработка следующей партии деталей.
Формула изобретения
Автоматическая линия для абразивной обработки изделий, содержащая технологическое оборудование, транспортер со спутниками, каждый из которых состоит из базовой плиты и подвижного захвата изделий с возможно0 стью их поворота от установленного на одной из позиций подпружиненного толкателя, при этом захват зафиксирован на плите посредством фиксатора, расположенного с возможностью взаимо5 действия с копиром, закрепленным на корпусе транспортера, отличающаяся тем, что, с целью рас- щирения технологических возможностей, подпружиненный толкатель выполнен в
0 виде размещенного с возможностью ограниченного линейного перемещения от взаимодействующего с ним спутника двуплечего рычага с круговым зубчатым сектором, кинематически связан5 ным с возможностью качения и поворо- та с зубчатой рейкой, установленной на вьшгеуказанной позиции, причем подвижный захват спутника выполнен в виде двух подпружиненных центров,
0 : расположенных на базовой плите с возможностью подъема относительно nor следней и смещения относительно друг друга за счет взаимодействия с копи- . ром, выполненным в виде двух пар ко пирных планок, закрепленных в двух взаимно перпендикулярных плоскостях.
Составитель А Котов Редактор А.Маковская Техред М.Дидык Корректор О.Кравцова
Заказ 5844/18
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГККТ СССР 113035, Москва, Ж-35, Ра таская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
25
Л
40
Подписное
| Автоматическая линия для обработки деталей | 1985 |
|
SU1315242A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
