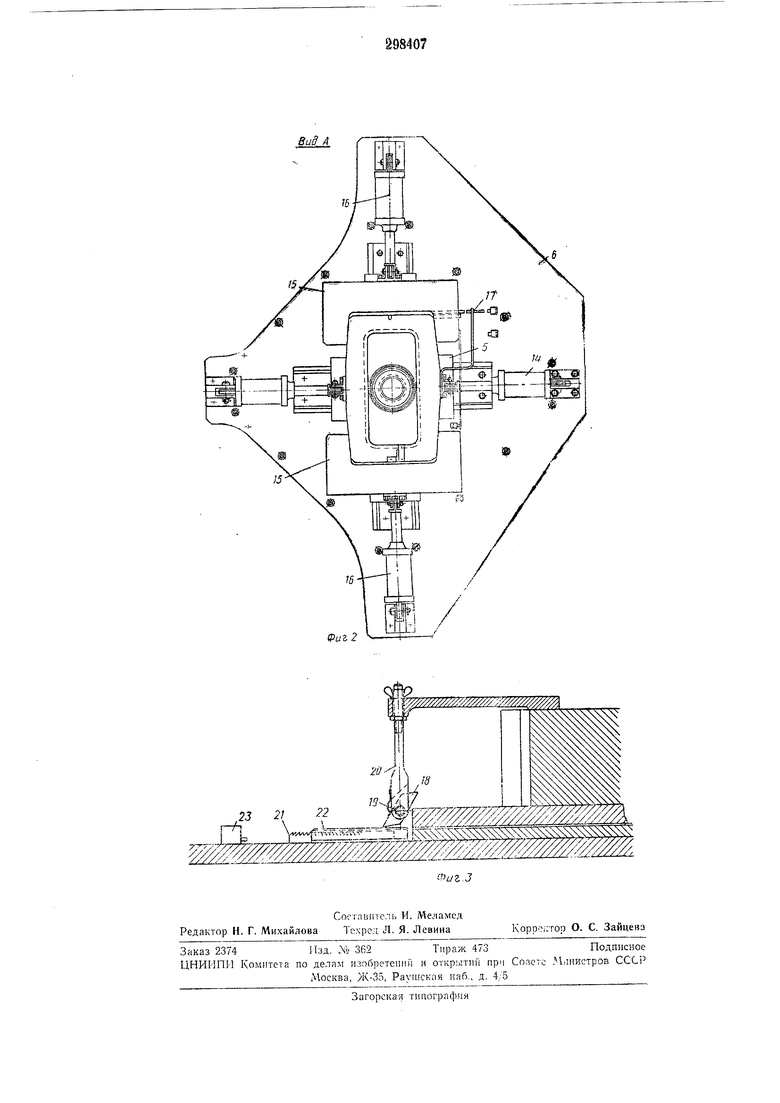
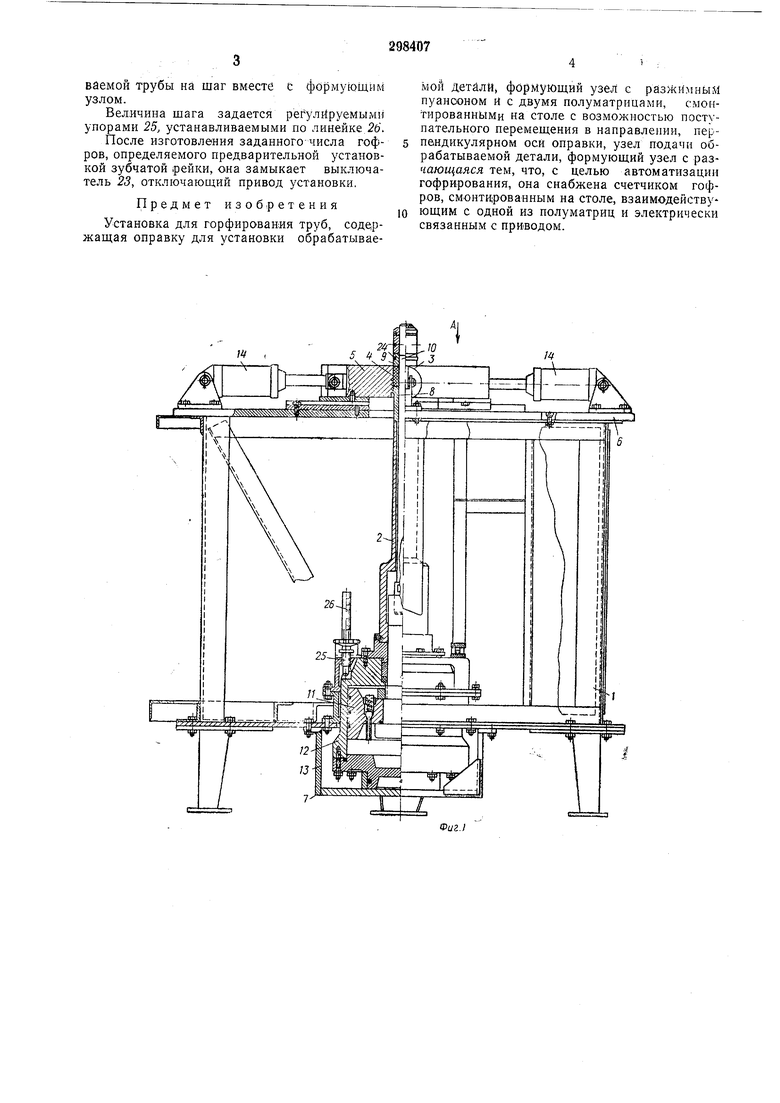
Известны установки для гофрирования труб, содержащие оправку для установки обрабатываемой детали, формующиГ узел с разжимным пуансоном и с двумя полуматрицами, смонтированными на столе с возможностью ноступательного перемещения в направлении, перпендикулярном оси оправки, узел подачи обрабатываемой детали на шаг и привод. Предложенная установка отличается наличием счетчика гофров, смонтированного на столе, взаимодействующего с одной из полуматриц и электрически связанного с приводом. Такое вынолиение установки обеспечивает ее автоматизацию. Па фиг. 1 изображеиа предлагаемая установка в вертикальном разрезе; на фиг. 2 вид Л; 1на фиг. 3-схема счетчика гофров. Установка содержит станину /, оправки 2 для установки обрабатываемой детали, формую1дии узел 3 с разжимным резиновым пуапсоном 4 и с двумя полуматрицами 5, смонтированными на столе 6 с возможностью ностунательиого неремен1сиия в паправлеиии, перпендикулярном оси оправки, узел 7 иодачи обрабатываемой детали на щаг и привод (на чертеже не обозначен). лиидра 12, являющегося, в свою очередь, порщием гидроцилиндра 13, обеспечивающим подачу гофрируемой трубы на шаг. Перемещение 1полумат;риц в направлении, перпендикулярном оси оправки, осуществляется гидроцилиндром 14. В рабочем положении матрицы фиксируются скобами 15, перемещаемыми гидроцилиндрами 16. Установка содержит счетчик 17, гофров, размещениый на столе и сиабженный подпр жнненной собачкой /, установленной с возжиненной собачкой 18, установленной с возможностью поворота иа осн 19, закрснленной в кроищтейне 20, жестко связанном с одной из полуматрпц. При каждом ходе полуматрицы собачка перемещает на щаг зубчатую рейку 21, устаиоиленную в направляющих 22 па столе и за.мыкающую после изготовления заданного числа гофров и соответствующего числа ходов полуматрицы концевой выключатель 23, электрически связа-ииый с приводом установки. Работает установка следуюи им образом. Обрабатываемую деталь надевают на оправку (иа опоре 9 предусмотрепо пружпниое кольцо 24, фиксируюн1ее ее), сближают иолу матрицы, фиксируют их скобами. Перемещая порщепь //, деф|6рмируют пуансон, обеспечиваюпхий формование гофра. Затем, перемещая цилиндр 12, осуществляют подачу обрабатываемой трубы на шаг вместе с формующим узлом.
Величина шага задается регулируемыми упорами 25, устанавливаемыми по линейке.2б.
После изготовления заданного числа гофров, определяемого предварительной установкой зубчатой ;рейки, она замыкает выключатель 23, отключающий привод установки.
Предмет изобретения
Установка для горфирования труб, coдeipжащая оправку для установки обрабатываемой детали, формующий узел с разжимным пуанооном и с двумя полуматрицами, смонтированными на столе с возможностью поступательного перемещения в направлении, перпендикулярном оси оправки, узел подачи обрабатываемой детали, формующий узел с разчающаяся тем, что, с целью автоматизации гофрирования, она снабжена счетчиком гофров, смонти;рованным на столе, взаимодействующим с одной из полуматриц и электрически связанным с приводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 1966 |
|
SU184797A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ ТРУБНОЙЗАГОТОВКИ | 1966 |
|
SU188473A1 |
| СТАНОК ДЛЯ ГИБКИ ПРЯМОУГОЛЬНЫХ ТРУБ | 2007 |
|
RU2354479C1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИИЗ ПРОВОЛОЧНОГО и ЛЕНТОЧНОГО МАТЕРИАЛОВИ ИХ СКРЕПЛЕНИЯ МЕЖДУ СОБОЙВ П Т 5 | 1971 |
|
SU422565A1 |
| Блок пластинчатых полуматриц | 1982 |
|
SU1074623A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2285573C2 |