Изобретение относится к области обработки металлов давлением, а точнее к ирессоваиию прутков и профилей.
Недостатками известных матриц для прессования являются большие сдвиговые деформации в поверхностны.к слоях выпрессованного прутка вследствие локализованного очаla деформации при прессовании через эти матрицы и недостаточная проработка структуры выходного конца прутка.
В предложенной конструкции матрицы эти недостатки устранены за счет выполнения на ее входной части периодически чередующихся радиальных выступов, сужающихся по направлению к оси матрицы, и впадин, расширяющихся в том же направлении.
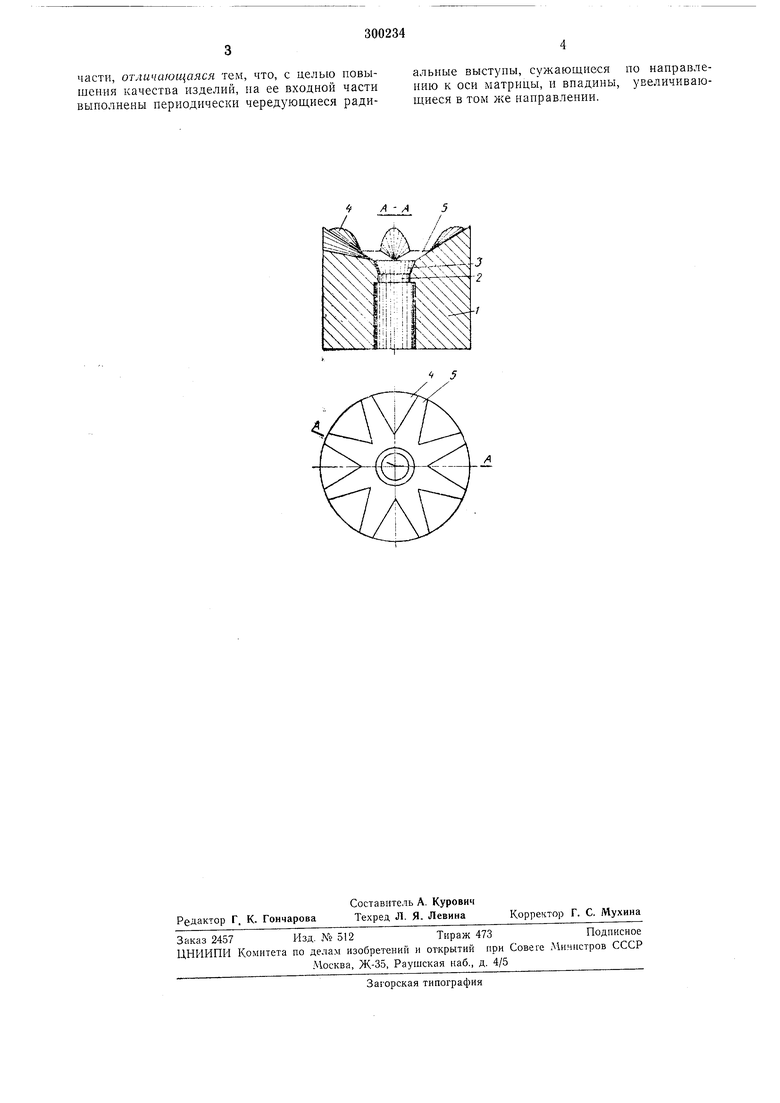
На чертеже показана матрица в двух проекциях.
Корпус матрицы / снабжен калибрующим пояском 2 и обжимающим конусом 3. На рабочей поверхности матрицы выполнены радиальные выступы 4 и чередующиеся с ними каналы 5. Выступы 4 наклонены к оси матрицы и сужаются в этом же направлении. Радиальные каналы 5, .расположенные между выступами, расширяются к оси матрицы - окружной размер их сечения увеличивается по направлению к оси прессования. Такая конст рукция выступов 4 па рабочей поверхности матрицы позволяет рассредоточить общий
очаг деформации при радиальном обжатии, произвести наибольшее тангенциальное обжатие заготовКИ в местах перехода от поверхности матрицы к поверхности контейнера. Этому же способствует увеличение окружного размера радиальных каналов 5, облегчающих течение но ним металла.
При прессовании через матрицу металл заготовки обтекает выступы 4 на рабочей поверхности, деформируясь с увеличением размера в тангенциальном направлении, и поиадает в радиальные каналы 5. Одновременно осуществляется обжатие заготовки в радиальном направлении и продвижение ее к оси прессования. Выходной торец заготовки оказывается предварительно продеформированным в тангенциальном направлении. При дальнейщем продвижении металл попадает на гладкий обжимающий конус 5, на котором происходит выглаживание боковой поверхности, завершающееся на калибрующем пояске 2.
Описанная конструкция матрицы может найти применение на металлургических заводах, оснащенных профильными прессами для
прессования профилей.
части, отличающаяся тем, что, с целью повышения качества изделий, на ее входной части выполнены периодически чередующиеся радиальные выступы, сужающиеся по направлению к оси матрицы, и впадины, увеличивающиеся в том же направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2006303C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ МАТЕРИАЛОВ С МАЛОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2697306C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200644C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |