Известные маплииы для литья под низким давлением для обеспечения автоматизации процессов литья требуют установления ряда специальных устройств.
С целью устранения указаиного недостатка, предложенное устройство снабжено поршневым цилиндром с закрепленными на его корпусе направляющими, одна из которых выполнена полой и в ее стенке имеется отверстие, и тремя подпружиненными плитами, установленными на направляющих, причем на нижней плите смонтирована одиа часть формы, иа средней - другая часть формы, а верхняя плита жестко связана со щтоком поршневого цилиндра и соединена с нолой направляющей через золотник.
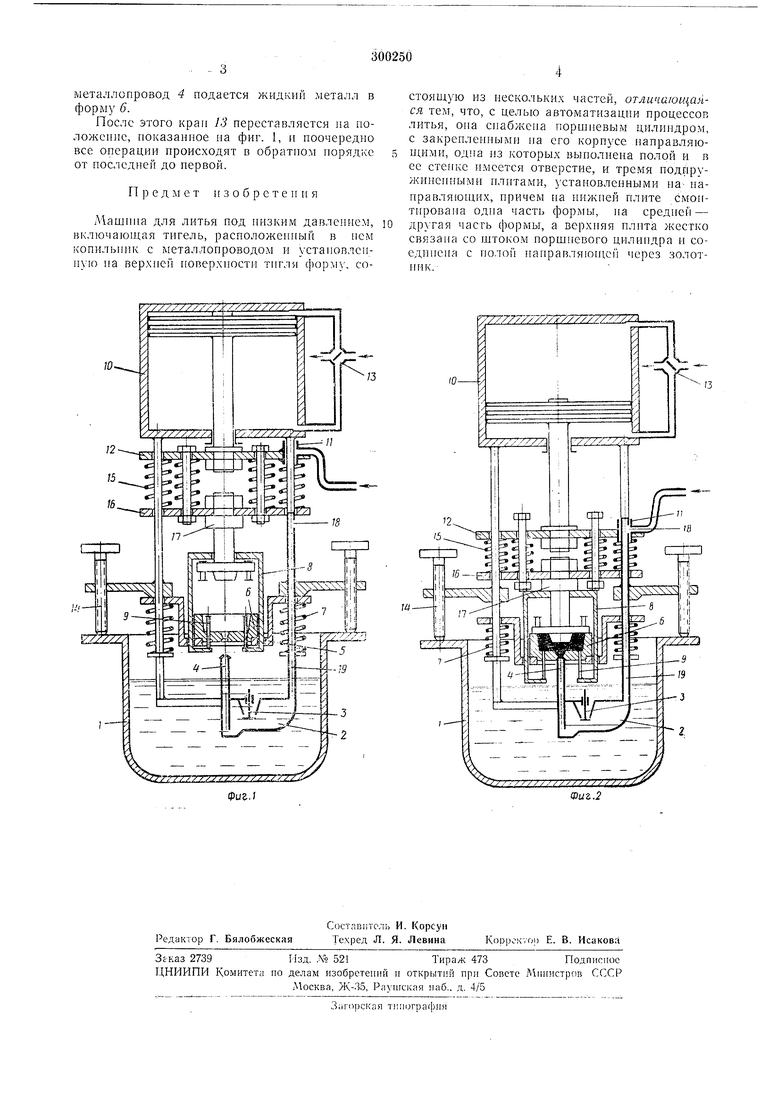
На фиг. 1 изображена мащииа в исходном положении; на фиг. 2 - то же, во время заполнения формы металлом.
Мащина состоит из открытого тигля 1, дозатора 2 с клананом 3 и металлопроводом 4, держателя 5 формы 6, иа пружинах 7, обоймы 8, выталкивателей 9, порщневого цилиндра 10, воздушного золотника Не нлитой 12, крана управления 13 и опоры 14.
женин, когда порщень цилиндра 10 в верхней точке, все давящие пружины 7 и 15 свободиы (не сжаты), форма 6 открыта, верхнюю ее часть держит поднятой щток норшня цилиидра 10 и выталкиватели 9, из обоих сторон выдвинутые внутрь формы. Дозатор 2 через клапап 3 наполняется жидким металлом. Клапан 3 в зависимости от плотности жидкого металла люжет быть на дне или сверху камеры сжатия.
Мащина начинает литьевой процесс с исходного положения (фиг. 1) при перестановке крана 13 на положение, указанное на с|)нг. 2. Когда иорщень цилиндра 10 двнгается с верхней части цилиндра вниз, его щток толкает вниз упругую плиту 16 и верхнкло часть формы 6, а головка /7 толкает обойму 8 и принудительно выталкивает вниз ннжние выталкнватели 9 отливки. Верхние выталкиватели
0 частью торцовой поверхностн оиираются на ребро формы и также принудительно выталкниаются вверх. При ходе порщпя вниз сжн.маются нружпны 7 и форма 6 соединяется с металлопроводом 4, опирается иа него и уже ие
25 может идти дальще вниз. Шток цилиндра иачинает сжнмать пружины 15, которые сжимаются сильнее, чем пружины 7. В результате отверстие золотника // нодходит к отверстию 18, через которое и 11аправляюп1,у1о 19
металлопровод 4 подается жидкий металл в форму 6.
После этого кран 3 переставляется на положение, показанное на фиг. 1, н поочередно все операции происходят в обратном норядке от последней до первой.
Предмет изобретения
Машина для литья под низким давлением, включаюндая тигель, расположенный в нем копильпик с металлоироводом и установленную на гговер.хиости тигляформу, сош-±
.
Фиг.1
стоящую из нескольких частей, отличающаяся тем, что, с целью автоматизации процессов литья, она снабжена норшпевым цилиидром, с закренленными на его корпусе направляющими, одна из которых выполнеца полой и в ее стенке имеется отверстие, и тремя подпружинен н,1ми нлитами, Зстаиовлеиньши на нанравляюнгих, иричем па нижней плите смонтирована одна часть формы, на средней-другая часть формы, а верхняя плнта жестко связана со штоком поршневого цилиндра и соединена с полой иаправляю цей через золотник.
10
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬНАЯ МАШИНА | 1973 |
|
SU393032A1 |
| Установка для литья под низким давлением | 1975 |
|
SU517395A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1971 |
|
SU425729A1 |
| Машина для литья под давлением | 1973 |
|
SU445516A1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |
| ИМПУЛЬСНОЕ УСТРОЙСТВО для БРИКЕТИРОВАНИЯ | 1972 |
|
SU349459A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Устройство для дорнования | 1975 |
|
SU557885A1 |
| Устройство для изготовления безопочных литейных форм пескодувным методом | 1975 |
|
SU659073A3 |
