Известны устройства для сверления глубоких отверстий с периодическим выводом инструмента из отверстия, устанавливаемые на автоматизированных сверлильных головках, снабженные командоносителем в виде барабана с пазами, образующими замкнутую систему, и комплектом переключателей.
Предлагаемое устройство отличается от известных тем, что барабан выполнен перемещающимся в осевом направлении при прямом ходе и поворачивающимся при обратном ходе сверлильной головки и, кроме того, снабжен основными и вспомогательными, настраиваемыми по длине упорами, которые воздействуют через барабан на переключатели, подающие команду на выводы инструмента и на конец цикла сверления. Число упоров каждого типа равнозначно количеству пазов на барабаие.
Такая конструкция устройства обеспечивает использование его для сверления глубоких отверстий с различным количеством выводов инструмента, кратным числу команд, заложенных в командоносителе, без смены последнего и без изменения электрической цепи управления работой головки.
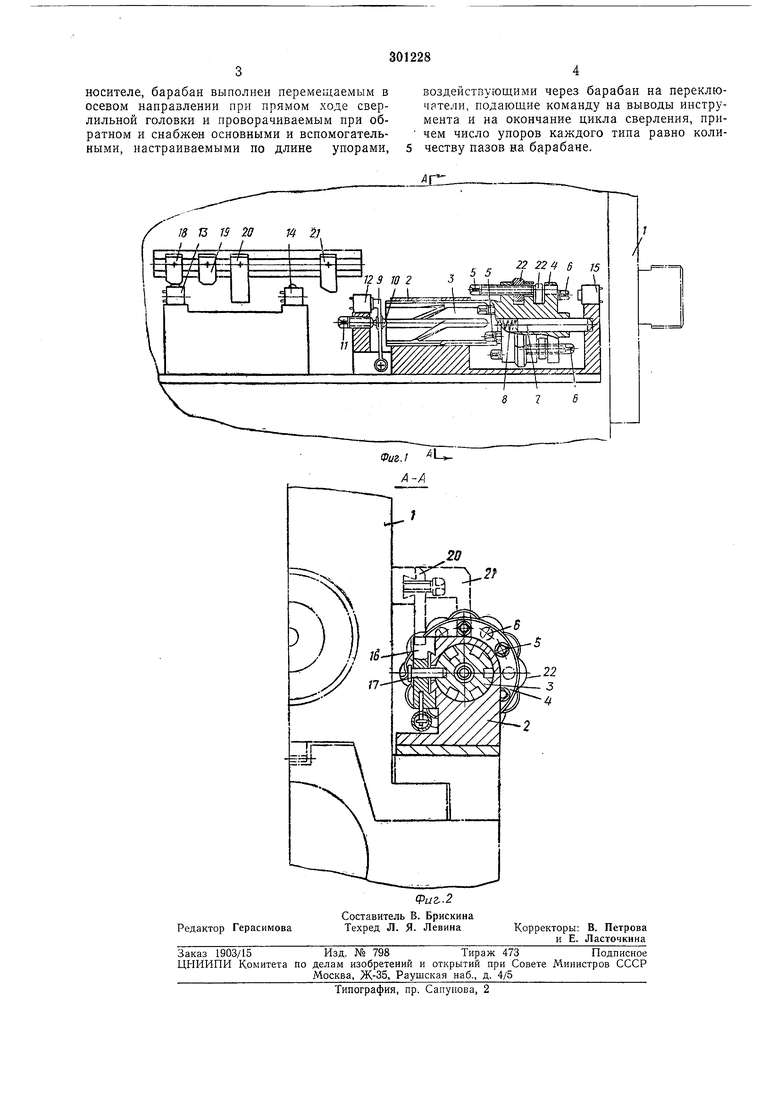
Описываемое устройство устанавливается на силовой сверлильной головке / с автоматическим приводом, например гидравлическим. В корпусе 2 устанавливается командоноситель, выполненный в виде барабана 3, который на своей цилиндрической образующей имеет прямолинейные и косые пазы, переходящие друг в друга и составляющие замкнутую систему, причем число пазов на барабане может быть но необходимости любым. Барабан переходит в диск 4, несущий на себе основные упоры 5 и вспомогательные упоры 6, число которых каждого типа равнозначно числу пазов на барабане. Упоры 5 и 6 настраиваются по длине вылета в соответствии с программой сверления по переходам. Соосно барабану установлен щток 7 с пружиной 8, при помощи которой барабан поджат через завальцованный во флажок 9 шарик 10 к базовому упору 11, причем флажок в этом положении нажимает на переключатель переходов 12. Кроме переключателя переходов 12, на корпусе установлены также переключате ли 13-исходного положения, 14 - промежуточного положения и 15 - конца цикла сверления.
головке крепятся планки с упорами 18 - исходного положения, 19-промежуточного положения, 20 - для перемещения ползушки 16 при рабочем ходе головки н 21 - переключения переходов для вывода инструмента.
Упоры 18 и 19 смещены относительно друг друга и при работе силовой головки взаимодействуют только с соответствующими переключателями.
Упоры 5 и 5 в настроенном положении крепятся гайками 22.
Устройство работает следующим образом.
При ходе силовой головки вперед упор 18 сходит с переключателя 13, упор 19 проходит мимо переключателя 14, а упор 20, натолкнувшись на выступ ползушки 16, перемещает ее вдоль направляющих корпуса, отчего поводок 17 скользит по прямолинейному пазу барабана 3. В гидравлической системе управления силовой головкой происходит переключение скоростей движения с холостой на рабочую, и при дальнейшем ходе головки производится сверление детали. В конце первого перехода сверления отверстия упор 21, установленный на движущейся силовой головке, нажимает на первый из основных упоров 5, настроенный по длине соответственно глубине сверления первого перехода, и увлекает за собой диск 4 с барабаном 3, который, сжимая пружину 8, перемещается вдоль оси в корпусе и при перемещении обеспечивает срабатывание переключателя переходов 12, в результате переключающего электрическую систему управления гидравлическим приводом силовой головки и подающего команду на ускоренный вывод инструмента из обрабатываемого отверстия детали.
При возвращении силовой головки назад ползушка 16, под действием своей пружины возвращается в исходное положение, причем сидящий в ней подпружиненный поводок 17, возвращаясь по пазу, переходит с его прямолинейного участка на криволинейный, а затем на прямой участок второго паза, осуществляя поворот барабана на угол, равный углу между двумя пазами (360°, деленное на число пазов).
При дальнейшем движении силовой головки назад упор 19 нажимает на переключатель 14 и реверсирует движение силовой головки, которая идет вперед и производит второй переход сверления отверстия, причем вновь взводит ползушку. После нажатия упора 22 на упор 5 второго перехода сверления, имеющий настроенную длину вылета, меньшую на величину разницы Б глубине сверления по сравнению с упором 5 первого перехода, производится перемещение барабана вдоль оси, в результате чего срабатывает переключатель переходов 12.
Затем силовая головка снова возвращается назад, барабан поворачивается еще на один шаг, срабатывает переключатель 14 и т. д. до тех пор, пока не будет произведено сверление отверстия в детали на всю глубину с заданным числом переходов. По окончании процесса сверления на последнем переходе вспомогательный упор 6 нажимает на переключатель 15. Подается команда на возвращение силовой головки и останов ее в исходном положении при нажатии упором 18 переключателя 13, и цикл сверления заканчивается. Производится смена детали. После пуска силовой головки цикл движений повторяется.
Установка на диске 4 вспомогательных упоров 6 с количеством, равнозначным числу пазов на барабане, позволяет без вмешательства в электрическую схему управления силовой головкой и без замены барабана использовать
его при сверлении отверстий q количеством
переходов, кратным числу пазов на барабане.
Например, барабан с шестью пазами может
быть использован для сверления отверстий с
шестью переходами, а также с тремя, двумя
и одним переходами. В этом случае барабан используется соответственно для сверления одной детали в шесть переходов, двух деталей в три перехода, трех деталей в два перехода или шести деталей в один переход.
Соответственно этому настраиваются основные упоры 5 и вспомогательные упоры 6. При сверлении детали за шесть переходов все основные упоры настраиваются на различную длину вылета, соответствующую приращению
глубины сверления за один переход. Например, по шаблону из вспомогательных упоров один упор - шестой по порядку. При сверлении детали за три перехода основные упоры настраиваются по трем, образуя два последовательных ступенчатых ряда, а из вспомогательных упоров - каждый третий, т. е. два упора. При сверлении детали за два перехода, основные упоры настраиваются по два, образуя три последовательных ступенчатых ряда,
а вспомогательных упоров - каждый второй, т. е. три упора. Кроме того, если считать допустимым наличие одного-двух холостых ходов силовой головки на повышенных скоростях за один цикл сверления, то, например,
у шестипазового барабана возможно сверление глубоких отверстий в пять и четыре перехода. Это может быть достигнуто настройкой одного-двух последних по циклу упо. 5 иа глубину сверления, равную 0.
Применение двенадцатипазового барабана обеспечивает соответственно большие возможности, позволяя производить сверление в четыре перехода без потери производительности.
Предмет изобретения
Устройство для сверления глубоких отверстий, устанавливаемое на автоматизированных сверлильных головках, снабженное программоносителем в виде барабана с пазами, образующими замкнутую систему, и комплектом переключателей, отличающееся тем, что, с целью использования его для сверления отверстий с числом выводов инструмента, крат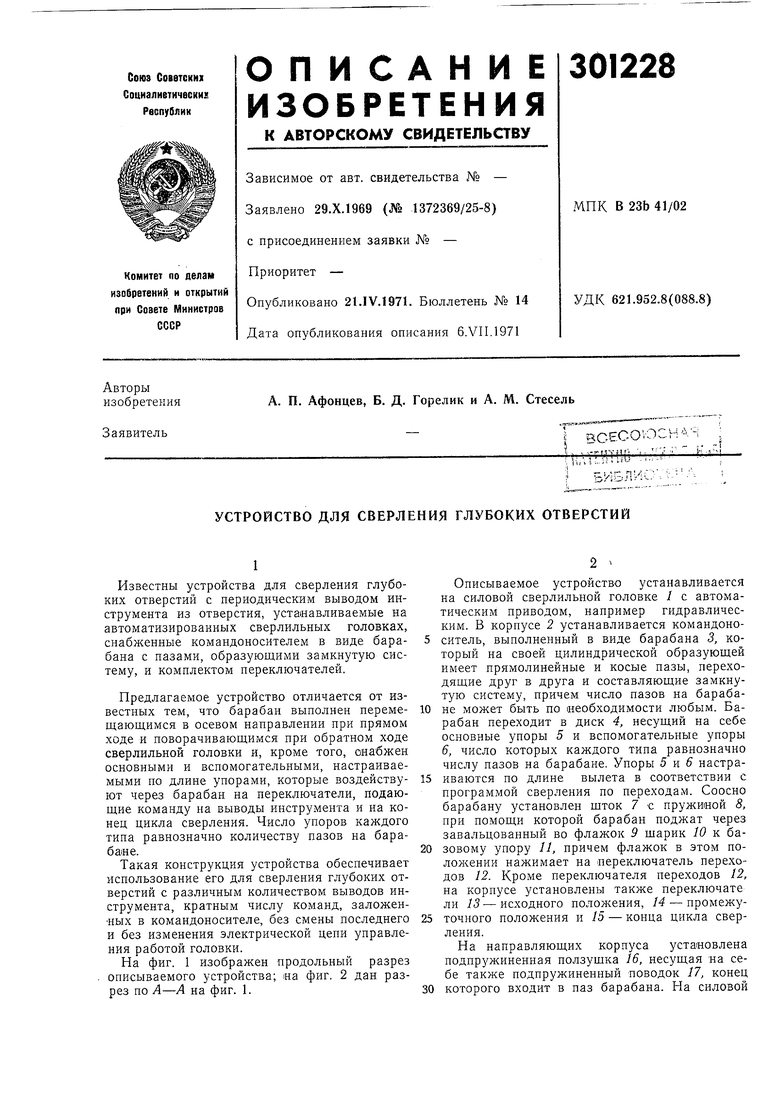
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сверления глубоких отверстий | 1977 |
|
SU707699A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| Пневмогидравлическое устройство защиты инстумента для глубокого сверления | 1973 |
|
SU467793A1 |
| Линия механической обработки щитовых деталей деревянных корпусов | 1985 |
|
SU1247276A1 |
| Силовая головка к агрегатным станкам | 1958 |
|
SU119051A1 |
| Сверлильный станок | 1982 |
|
SU1105283A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЯ | 2014 |
|
RU2567933C1 |
| Установка для сверления отверстий в криволинейных поверхностях | 1981 |
|
SU952465A1 |
| Полуавтоматический сверлильный станок для сверления рядов линейно расположенных отверстий с различным шагом | 1961 |
|
SU145428A1 |