1
(21)4617403/27 (22) 12.12.88 (46)07.08.91. Бюл. №29 (72)И.И.Бронфен, А.Я.Герасименко и В.В.Лунин(53)621.791.039(088.8)
(56)Авторское свидетельство СССР № 452460, кл. В 23 К 31/06. 1971.
(54) УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
(57)Изобретение относится к сварке и может быть использовано для изготовления труб большого диаметра. Цель изобретения - повышение качества труб конической длины и разных типоразмеров. Установка содержит подьемно-поворотные ролики с механизмами подъема и вращения, штангу со
сварочным аппаратом, снабженным опорными роликами. Штанга закреплена на тележке, перемещающейся по направляющим возвратно поступательно от привода. Со стороны входного рольганга симметрично продольной оси сварки установлены технологические планки с механизмом регулировочного перемещения в плоскости, параллельной плоскости основания, в направлении, перпендикулярном продольной оси установки, и механизмом регулировочного перемещения в направлении, перпендикулярном плоскости основания. Опорная поверхность каждой технологической планки выполнена со ступенчатым выступом со стороны сварочного аппарата. Благодаря такой конструкции исключается вибрация и изменение угла наклона электрода. 4 ил.
(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| Поточная линия для изготовления сварных изделий | 1976 |
|
SU654373A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| Устройство для сварки труб большогодиАМЕТРА | 1979 |
|
SU848221A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2039640C1 |
| Проходной стан для сварки внутреннего продольного шва труб | 1990 |
|
SU1808438A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
Изобретение относится к сварке и может быть использовано для изготовления труб большого диаметра. Цель изобретения - повышение качества труб конической длины и разных типоразмеров. Установка содержит подъемно-поворотные ролики с механизмами подъема и вращения, штангу со сварочным аппаратом, снабженным опорными роликами. Штанга закреплена на тележке, перемещающейся по направляющим возвратно-поступательно от привода. Со стороны входного рольганга симметрично продольной оси сварки установлены технологические планки с механизмом регулировочного перемещения в плоскости, параллельной плоскости основания, в направлении, перпендикулярном продольной оси установки, и механизмом регулировочного перемещения в направлении, перпендикулярном плоскости основания. Опорная поверхность каждой технологической планки выполнена со ступенчатым выступом со стороны сварочного аппарата. Благодаря такой конструкции исключается вибрация и изменение угла наклона электрода. 4 ил.
Изобретение относится к сварке, в частности к установкам для сварки внутренних стыков цилиндрических изделий, и может быть использовано для производства труб большого диаметра.
Цель изобретения - повышение качества труб конечной длины и разных типоразмеров.
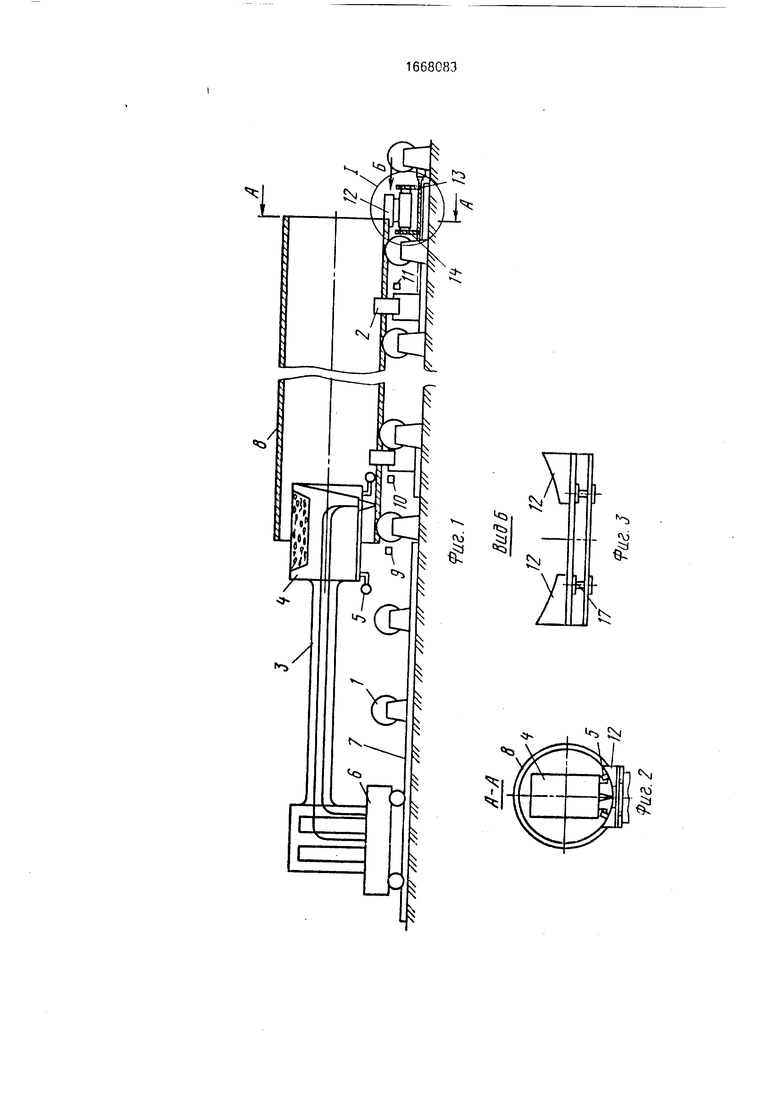
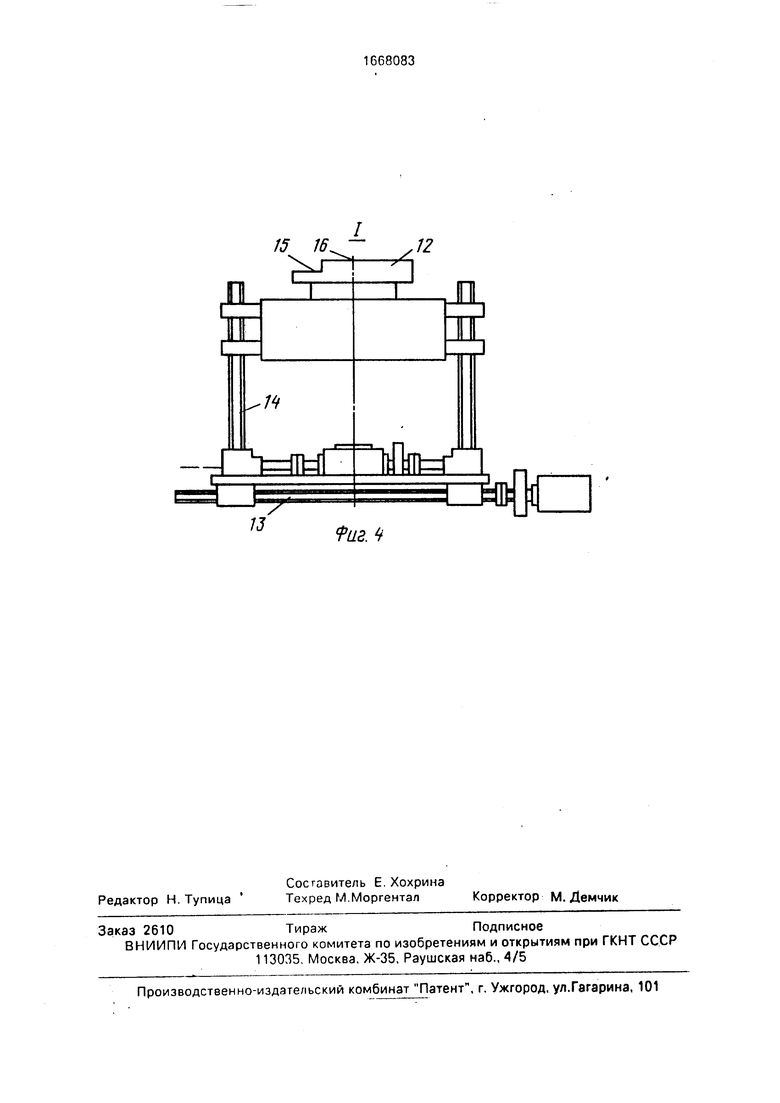
На фиг.1 изображена предлагаемая установка, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - узел I на фиг.1.
Установка содержит приемный рольганг 1, ложемент для изделия в виде подъемно-поворотных роликов 2 с механизмами подъема и вращения, штангу 3 со сварочным аппаратом 4, снабженным опорными роликами 5. Штанга 3 закреплена на тележке 6, перемещающейся по направляющим 7, Для
остановки трубы 8 в требуемых положениях и контроля предусмотрены датчики 9-11. Со стороны входного рольганга симметрично продольной оси сварки установлены сменные технологические планки 12 с механизмом 13 регулировочного перемещения в плоскости, параллельной плоскости основания в направлении, перпендикулярном продольной оси установки, и механизмом 14 регулировочного перемещения в направлении, перпендикулярном плоскости основания. Механизм 14 вертикального перемещения кинематически связан с механизмом подьема подъемно-поворотных роликов. Опорная поверхность каждой планки выполнена со ступенчатым выступом со стороны сварочного аппарата, площадка 15 предназначена для контакта с наружной поверхностью трубы 8, а площадО
о
00
о
00
СА)
ки 16 являются направляющими для опорных роликов 5 сварочного аппарата 4. Площадки 16 имеют настроечную регулировку 17 на толщину стенки трубы 8.
Установка работает следующим образом.
Труба 8 подается рольгангу 1 и останавливается от датчика 9. Механизмом подъемно-поворотных роликов 2 труба устанавливается в требуемое положение по высоте и углу наклона. Контроль положения обеспечивается датчиками 10 и 11.
Механизмом вращения подъемно-транспортных роликов 2 труба ориентируется таким образом, чтобы стык кромок проходил в вертикальной плоскости. По окончании ориентации технологические планки 12 выдвигаются механизмом 14 до контактирования площадок 15 с трубой, а с помощью механизма 13 опорные площадки 16 прижимаются к торцу трубы, обеспечивая таким образом продолжение поверхности трубы. В процессе сварки механизм 14 работает синхронно с механизмом подъема подъемно-поворотных роликов 2.
Далее тележка 6 перемещает штангу 3 со сварочным аппаратом 4 к переднему торцу трубы таким образом, чтобы сварочные электроды устанавливались на передней выводной планке. Сварочный аппарат 4 передними опорными роликами опирается на внутреннюю поверхность трубы. После зажигания и установки стабильного горения дуг тележка 6 перемещает сварочный аппарат 4 вдоль стыка, осуществляя сварку. При сварке заднего конца трубы передние опорные ролики аппарата продопжают перемещение по направляющим технологических планок 12, при этом сохраняя требуемую длину вылета электродов и угол
наклона, исключая скачки и вибрации, возникающие при сварке на известном стане, когда осуществляют перевод на задние опорные ролики. Окончание сварки происходит, когда сварочный аппарат выводится на заднюю выводную планку. После этого электроды выключаются, тележка 6 на маршевой скорости возвращается в исходное положение. Механизмы 13 и 14 воз0 вращают призму в первоначальное положение. Поворотными роликами труба кантуется на 90°, опускается на приемный рольганг 1 и выдается из стана. Далее процесс повторяется.
5 Предлагаемая установка позволяет повысить качество труб за счет повышения качества шва на концевом участке благодаря тому, что исключается вибрация и изменение угла наклона электрода.
0
Формула изобретения Установка для сварки внутренних стыков цилиндрических изделий, содержащая смонтированные на основании ложементы
5 для цилиндрического изделия шланги со сварочным аппаратом и опорными роликами, привод возвратно-поступательного перемещения штанги, отличающаяся тем. что, с целью повышения качества готового
0 изделия конечной длины и разных типоразмеров, установка оснащена сменными технологическими планками для выхода опорных роликов сварочного аппарата, смонтированными на основании с возможностью регулировочного перемещения в направлении, перпендикулярном плоскости основания, и в плоскости, параллельной плоскости основания в направлении, перпендикулярном продольной оси установки, при этом на каж0 дои планке со стороны сварочной головки выполнен ступенчатый паз.
N3 Ч
&
С808991
15 16 - . 12
L
I
fcJM
13
/
Фиг. 4
I
А
te/l
