Известен способ изготовления полых вагонных осей из основного авт. св. № 188454, по которому формообразование изделия производят вхолодную, причем обработку средней части ведут путем продольно-поступательной прокатки парой неприводных роликов с ручьями неполного обхвата, поворачивая заготовку на определенный угол.
Целью настоящего изобретения является облегчение съема изделия при прокатке на оправке.
Для этого на последних двойных ходах заготовку прокатывают с уменьшенным усилием до 10-15% от первоначального и с уменьшенными углами поворота.
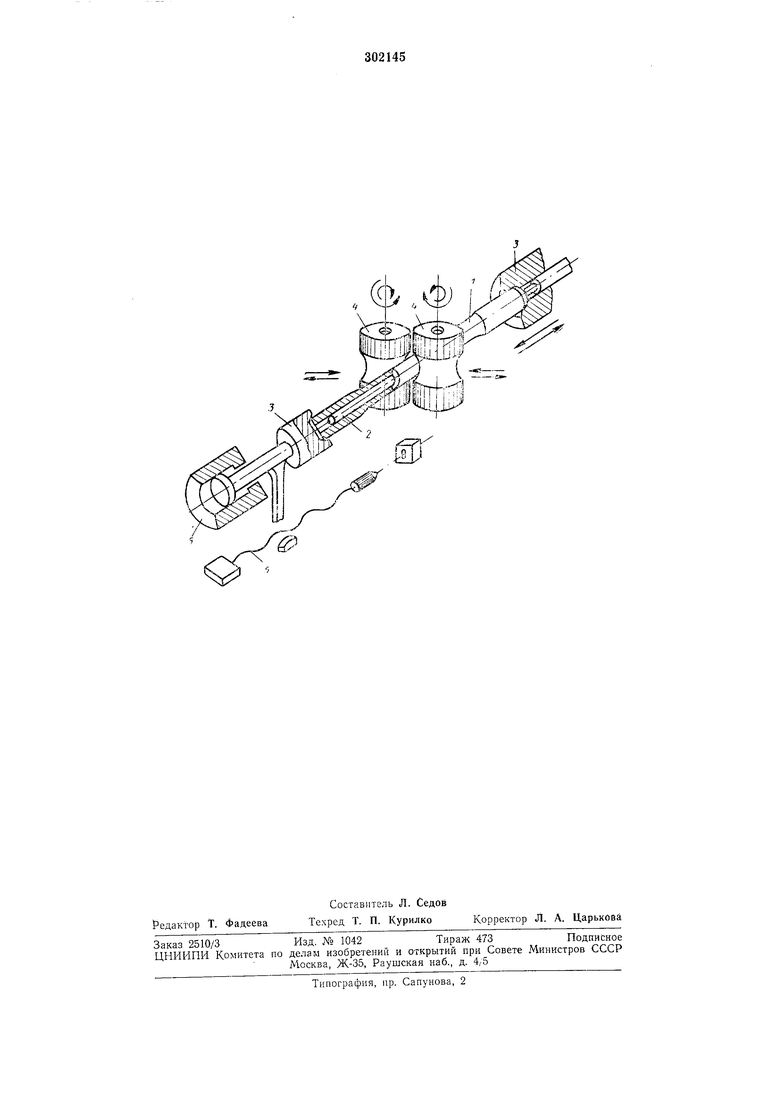
Изготовление изделий по предлагаемому способу изображено на чертеже.
Заготовку 1 с заранее введенной оправкой 2 устанавливают на продольно-раскатной стан, например, в обратных центрах 3 с целью прокатки средней части. Прокатку осуществляют парой неприводных калиброванных роликов 4 с ручьями неполного обхвата за восемь-двенадцать двойных возвратно-поступательных ходов с поворотами заготовки и оправки относительно их геометрической оси по программе 90°-45° 90°-45° и с автоматическим регулированием длины ходов прокатки при помощи следящего устройства 5, т. е. по известному способу.
Заключительную часть программы прокатки, т. е. последние четыре-пять ходов, осуществляют при малом радиальном усилии, составляющем 10-15% от первоначального усилия прокатки, а также с поворотами заготовки и оправки только на углы 45°. При этом образуется равномерный малый кольцевой зазор между изделием и оправкой, поэтому изделие легко снимается с оправки. Равномерный малый кольцевой зазор образуется вследствие уменьшения граненности сечения трубы. Полученное изделие может служить заготовкой для получения вагонных осей при соответствующей обработке ее концов.
Предмет изобретения
20
Способ изготовления изделий переменного сечения по длине по авт. св. jY9 188454, отличающийся тем, что, с целью облегчения съема изделия при прокатке на оправке, на последних двойных ходах заготовку прокатывают с уменьшенным усилие.м до 10-15% от первоначального и с уменьшенными углами поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий переменного по их длине сечения | 1980 |
|
SU871954A2 |
| Способ изготовления изделий перемен-НОгО пО иХ длиНЕ СЕчЕНия | 1978 |
|
SU829283A1 |
| Способ изготовления изделий переменного по их длине сечения | 1977 |
|
SU738736A1 |
| Способ изготовления изделий переменного по их длине сечения | 1975 |
|
SU553033A1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1999 |
|
RU2165327C2 |
| Способ продольной прокатки деталей | 1976 |
|
SU692661A1 |
| ПЛАНЕТАРНЫЙ ПРОКАТНЫЙ СТАН | 1965 |
|
SU175025A1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО СТАНА | 1973 |
|
SU367912A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ | 1966 |
|
SU188454A1 |