Часовые стрелки, в особенности сеьсундные для карманных часов, представляют собой предмет очень узкий по отношению к длине, что является большим затруднением при штамповке их обычным способом, так как приходится изготовлять для этого пунсон толщиною иногда не более 0,13мм, часто ломающийся при штамповке стальной ленты.
Предлагаемый штамп, имея в виду устранить эти затруднения, делается не узким по форме стрелки, а более широким и имеет конфигурацию той остающейся части материала, которая получалась бы между двумя отверстиями в нем, если бы стрелки штамповались параллельно одна другой обычным способом, т.-е. пунсоном, имеющим форму самой стрелки.
При этом, в целях равномерной подачи материала на желательную величину после каждой операции, поперечные к.направлению подачи очертания пунсона и матрицы снабжены вырезами и выступами, отвечающими по форме постоянным упорам для материала, обуславливающим правильное каждый раз положе181
ние ленты материала во время штампования из нее стрелок.
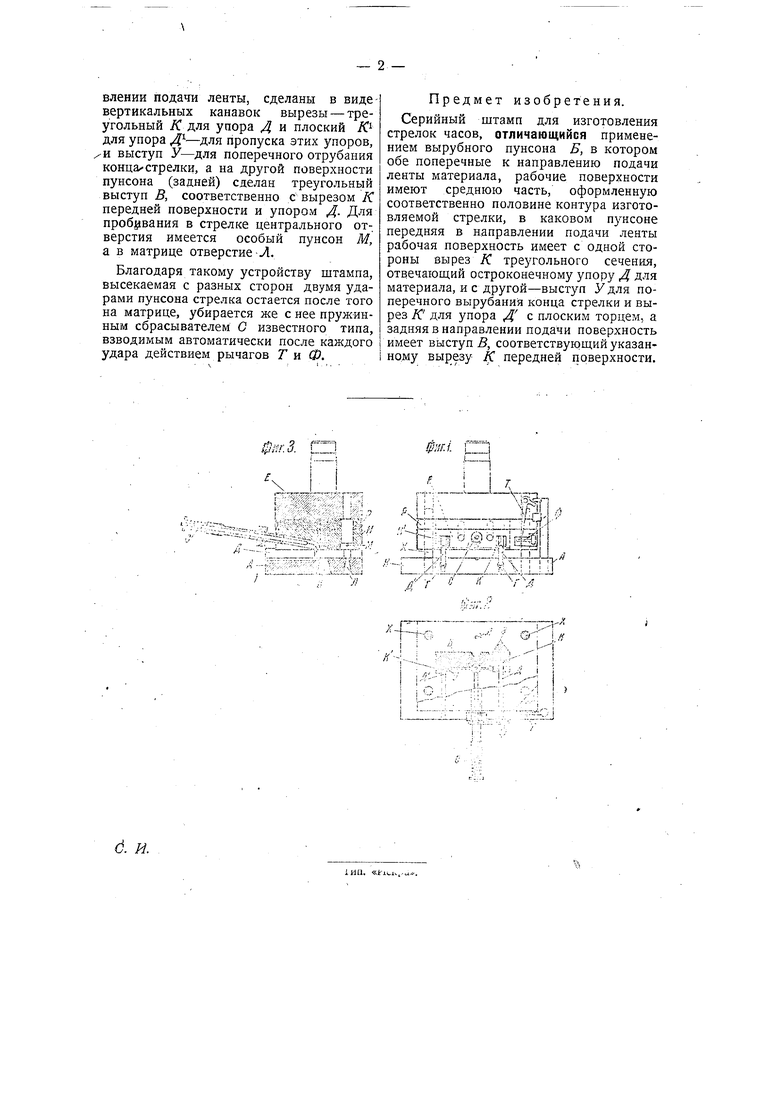
На чертеже фиг. 1 изображает вид спереди предлагаемого штампа; фиг. 2- вид сверху его матрицы и фиг. 3 -поперечный разрез штампа.
- Штамп состоит из матрицы А, верхней плиты с пунсоном Е. прижимной плиты Н, между последними двумя вложен резиновый буфер Р. В матрице установлены четыре стержня X, направляющие вертикальное движение верхних частей штампа. Очертания пунсона и вырубного отверстия в матрице показаны заштрихованными на фиг. 2 частью Б, а рядом с нею внизу пунктирной линией показано очертание стрелки, остающейся между двумя высечками. На матрице, над ее вырубным отверстием по сторонам очертания получаемой стрелки закреплены винтами/ два упора Д и Д, при встрече с подаваемой заготовочной лентой упирающиеся первый своим плоским, а второй - заостренным концами в соответственные выемки в ее кромке, вырубленной предшествовашим ударом пунсона. На рабочей поверхности пунсона Е, передней в направлении подачи ленты, сделаны в видевертикальных канавок вырезы - треугольный /С для упора Д и плоский К}для упора Д1-для пропуска этих упоров, и выступ У-для поперечного отрубания конца -стрелки, а на другой поверхности пунсона (задней) сделан треугольный выступ Д соответственно с вырезом К передней поверхности и упором Д. Для пробивания в стрелке центрального отверстия имеется особый пунсон М, а в матрице отверстие-Л.
Благодаря такому устройству штампа, высекаемая с разных сторон двумя ударами пунсона стрелка остается после того на матрице, убирается же с нее пружинным сбрасывателем С известного типа, взводимым автоматически после каждого удара действием рычагов 7 и Ф.
Предмет изобретения.
Серийный штамп для изготовления стрелок часов, отличающийся применением вырубного пунсона Б, в котором обе поперечные к направлению подачи ленты материала, рабочие поверхности имеют среднюю часть, оформленную соответственно половине контура изготовляемой стрелки, в каковом пунсоне передняя в направлении подачи ленты рабочая поверхность имеет с одной стороны вырез К треугольного сечения, отвечаюш,ий остроконечному упору Д для материала, и с другой-выступ У для поперечного вырубания конца стрелки и вырез К для упора Д с плоским торцем, а задняя в направлении подачи поверхность имеет выступ Д соответствующий указанному вырезу К. передней поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп | 1937 |
|
SU52540A1 |
| Последовательный штамп для вырубки без промежуточных отходов прямоугольных деталей из полосового материала | 1936 |
|
SU48095A1 |
| ПРИСПОСОБЛЕНИЕ К ШТАМПОВОЧНЫМ ПРЕССАМ ДЛЯ ПОПЕРЕМЕННОГО ВВЕДЕНИЯ В РАБОТУ НЕСКОЛЬКИХ ПУНСОНОВ | 1933 |
|
SU38094A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Комбинированный штамп | 1926 |
|
SU8896A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Штамп для вырубки деталей изпОлОСОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795639A1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
фяг.З. П
Е-.
фж1 Г„1
I-I . I i
-ii
: .; ; ттх
Г{г; ЩЖ1 Л|
;-il V 7 /J1;,l.J.J /i
I ИУ / / WAI I О

