Известны транспортирующие устройства для выполнения технологических сборочных операций последовательно на серии малогабаритных приборов, например часовых механизмов, содержащие замкнутую гибкую цепь со звеньями и пальцами для перемещения круглых спутников с изделиями, ведущую звездочку и фиксаторы.
В описываемом устройстве для повышения точности установки спутников с изделиями в зоне их обработки использованы фиксаторы, контактирующие с базирующими поверхностями пальцев замкнутой гибкой цепи.
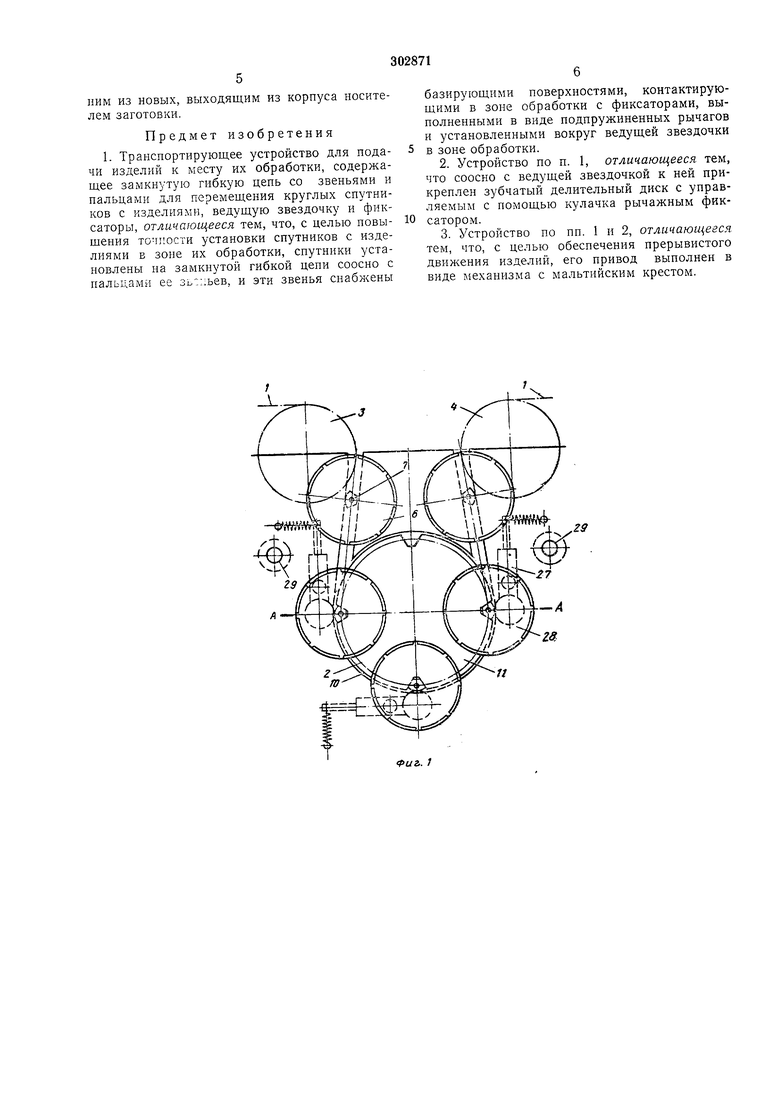
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; па фиг. 3 - разрез по Б-Б на фиг. 2.
Бесконечная цепь /, которая направляется по загзагообразной траектории, образует петлю 2 между двумя роликами 5 и 4, проходящую вокруг звездочки 5.
Цепь на равномерных расстояниях несет тарельчатые носители 6 заготовок для каждого малогабаритного прибора, которые жестко связаны со звеньями цепи посредством соединительных деталей 7 таким образом, что носители заготовок по отношению к звеньям цепи поворачиваться не могут. Противоположно носителям заготовок звенья цепи снабжены ползунами 8.
Предусмотренное в корпусе отверстие дает возможность гнездам с заготовками выйти из корпуса на платформу 9, служащую в качестве рабочего места, по которой скользят выходящие из корпуса носители заготовок так, что платформа представляет собой стабилизирующую опору для этих носителей заготовок. Цепь при этом проходит под платформой, и соединительные детали 7 направляются через паз 10 в платформе, который имеет форму петли, соответствующую траектории движения цепи под этой платформой. Часть платформы, расположенная с внутренней стороны петли траектории, на рабочем участке образована установочным диском 11. Этот установочный диск снабжен четырьмя смещенными друг относительно друга на 90° выемками, форма которых точно соответствует профилю поперечного сечения соединительных деталей 7. Установочный диск 11с выемками жестко сидит на ступице делительного диска 12. На этой ступице сидит также звездочка 5, которая с установочным и делительным дисками соединены в
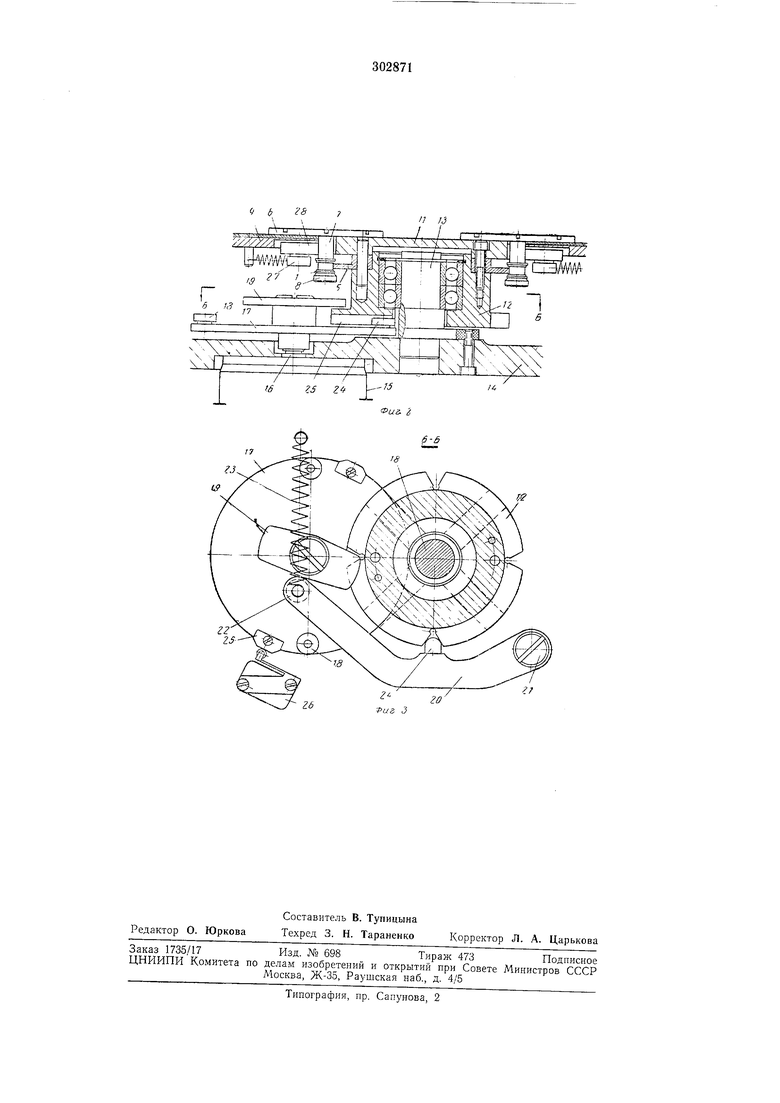
один блок, установленный с возможностью вращения вокруг цапфы 13. Цапфа посредством фланца жестко закреплена с помощью винтов на плите 14 основания устройства. Кроме того, на этой нлите снизу закреплен корходит сквозь плиту основания и песет над последней диск 17, имеющий на своей периферии два установленных диаметрально противоположно свободно вращающихся ролнка 18. В делительном диске 12 выработано два взаимно пересекающихся паза, образующих мальтийский крест, с которым взаимодействуют ролики 18 диска 17 таким образом, что каждый полуоборот диска 17 вызывает поворот делительного диска, звездочки 5 и установочного диска и на 90°. Кроме того, с диском 17 связан вращением двуплечий рычаг 19, наружные поверхности которого образуют регулировочный кулачок для включения блокирующего рычага 20, установленного с возможностью поворота вокруг цапфы 21 и несущего па своем свободном конце прижимающий к наружной поверхности двуплечего рычага 19 ролик 22. Пружина 23, работающая на растяжение, постоянно прижимает ролик 22 к двуплечему рычагу 19. Блокирующий рычаг 20 выполнен с выступом 24, предназначенным для взаимодействия с четырьмя смещенными друг относительно друга на 90° выемками делительного диска 12. (фиг. 3).
За счет включения установленного в корпусе 15 электродвигателя посредством диска 17 и его роликов 18, взаимодействующих с пазами делительного диска, приводится во вращение делительный диск, звездочка 5 и установочный диск 11. Звездочка 5 ири этом приводит в движение цепь и вместе с ней последовательно нагруженные малогабаритными приборами носители заготовок в рабочее иоложение и от него. Однако для того, чтобы в рабочей позиции на последовательно подаваемых малогабаритных приборах можно выполпять технологические операции, носители заготовок в рабочей позиции необходимо задерживать, т. е. цепь должна иметь прерывистое движение. Для этого диск 17 несет два включающих кулачка 25, установленных диаметрально противоположно, которые каждый раз приводят в действие включенный в цепь питания электродвигателя выключатель 26 и тем самым отключают двигатель для привода диска 17 и рычага 20, выступ 24 которого входит в одну из выемок делительного диска.
Так как диск 17 песет два включающих кулачка и вызывает при полном обороте полуоборот делительного диска со звездочкой 5, то каждому шагу конвейера соответствует поворот цепной звездочки на 90°. Положение звездочки 5 в конце каждого щага конвейера точно фиксируется выступом 24, входящим в одну из смещенных на 90° друг относительно друга выемок делительного диска и одиовременно выходящим под действием натяжения пружины рычагами 27, на свободных концах которых установлены ролики 28. Соединительные детали 7 между цепью и носителями заготовок для блокировки вводятся в выемки установочного диска 11.
Блокировка делительного диска в конце каждого щага конвейера за счет вхождения выступа 24 в выемку и одновременное вхождение соединительных деталей 7 в выемки установочного диска сиособствует тому, что в конце каждого нтага конвейера находящиеся в рабочей позиции носители заготовок расположепы в точно таких же технологических позициях, что и зафиксированные на одпиаковых позициях носители заготовок в конце предыдущего и соответственно последующего хода конвейера, так как всевозможные продольпые погрешности цепи или относительно поворота ее звеньев при вхождении соедительных деталей 7 в выемки установочного
диска 11 или при вхождении выступа 24 в
выемку делительного диска принудительно
коррегируются, соответственно устраняются.
В конце каждого и:ага конвейера три носителя заготовок со своими малогабаритными приборами зафиксированы на платформе 9, так, что последняя образует три различные технологические позиции, на которых производятся различиые технологические операции,
а именно вследствие прецизионной, в долях миллиметра, установки, посредством неподвил по закрепленных инструментов, для иравильного закрепления которых предусмотрены, например, установочные отверстия 29
(фиг. 1) в платформе.
Повторное включение движения цепи на следующий щаг, если на малогабаритном приборе или приборах, находящихся на платформе, операции выполнены, производится
вручную рабочим, на столе которого находится описываемое устройство, или же, если речь идет о полностью автоматизированной установке, за счет реле времени или управляющих контактов, которые приводятся в
действие автоматически в конце технологической операции или операций. При этом выключатель 26 кратковременно шунтируется до тех пор, пока его коптакты после короткого периода работы электродвигателя не
замкнутся с тем, чтобы разомкнуться лишь с помощью следующего включающего кулачка 25 диска 17 в корще следующего хода конвейера. При пуске электродвигателя за счет поворота рычага 19 блокировка делитель}юго диска 12 мгновенно устраняется посредством выступа 24 рычага 20 таким образом, что делительный диск, звездочка 5 и установочный диск беспрепятственно поворачиваются посредством роликов 18. В конце следующего хода конвейера, т. е. после поворота деталей 12, 5 т 11 на 90° два носителя заготовок из числа трех изображенных на фиг. 1 в рабочей позиции, находятся в двух последовательных, смотря по ходу цепи, технологических позициях, в то время как передпий по направлению движения носитель заготовки находится на пути к корпусу, и позиция, которая прежде была занята после.:1,пи.м из трех
ним из новых, выходящим из корпуса носителем заготовки.
Предмет изобретения
1. Транспортирующее устройство для подачи изделий к месту их обработки, содержащее замкнутую гибкую цепь со звеньями и пальцами для перемещения круглых спутников с изделиями, ведущую звездочку и фиксаторы, отличающееся тем, что, с целью повышения точности установки спутников с изделиями в зоне их обработки, спутники установлены на замкнутой гибкой цени соосно с пальцами ее зь::;ьев, и эти звенья снабжены
базирующими поверхностями, контактирующими в зоне обработки с фиксаторами, выполненными в виде подпружиненных рычагов и установленными вокруг ведущей звездочки в зоне обработки.
2.Устройство по п. 1, отличающееся тем, что соосно с ведущей звездочкой к ней прикреплен зубчатый делительный диск с управляемым с помощью кулачка рычажным фиксатором.
3.Устройство по пи. 1 и 2, отличающееся тем, что, с целью обеспечения прерывистого движения изделий, его привод выполнен в виде механизма с мальтийским крестом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Расстойно-печной агрегат | 1984 |
|
SU1286142A1 |
| Транспортирующее устройство | 1979 |
|
SU876515A1 |
| Многопоточная рабочая машина непрерывного действия | 1977 |
|
SU732147A1 |
| Автоматическая линия для обработки деталей | 1985 |
|
SU1315242A1 |
| Устройство для автоматической подачи пруткового материала | 1973 |
|
SU722467A3 |
| Вертикально-замкнутый тележечный конвейер | 1986 |
|
SU1375531A1 |
| АВТОМАТ ДЛЯ ПРОДАЖИ ЗАМОРОЖЕННЫХ ШТУЧНЫХТОВАРОВ | 1968 |
|
SU210509A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| РАСПРЕДЕЛИТЕЛЬНЫЙ КОНВЕЙЕР ДЛЯ АВТОМАТИЧЕСКИХЛИНИЙ | 1965 |
|
SU176825A1 |
4-. 2ff
.}
l b 5
г/
