Известны способы обработки тел вращения резцовой головкой, эксцентрично расположенной относительно оси детали, согласно которым резец устанавливают под углом меньши.м 90° к линии центров. От указанного способа предлагаемый отличается тем, что в исходной позиции резец устанавливают на линии центров с минимальным передним углом Y так, что в нроцессе резания, заканчивающемся нри угле поворота резца 180°, угол у изменяется пропорционально толщине снимаемой стружки.
Такой способ увеличивает производительность и уменьшает вибрации при обработке тел вращения резцовой головкой.
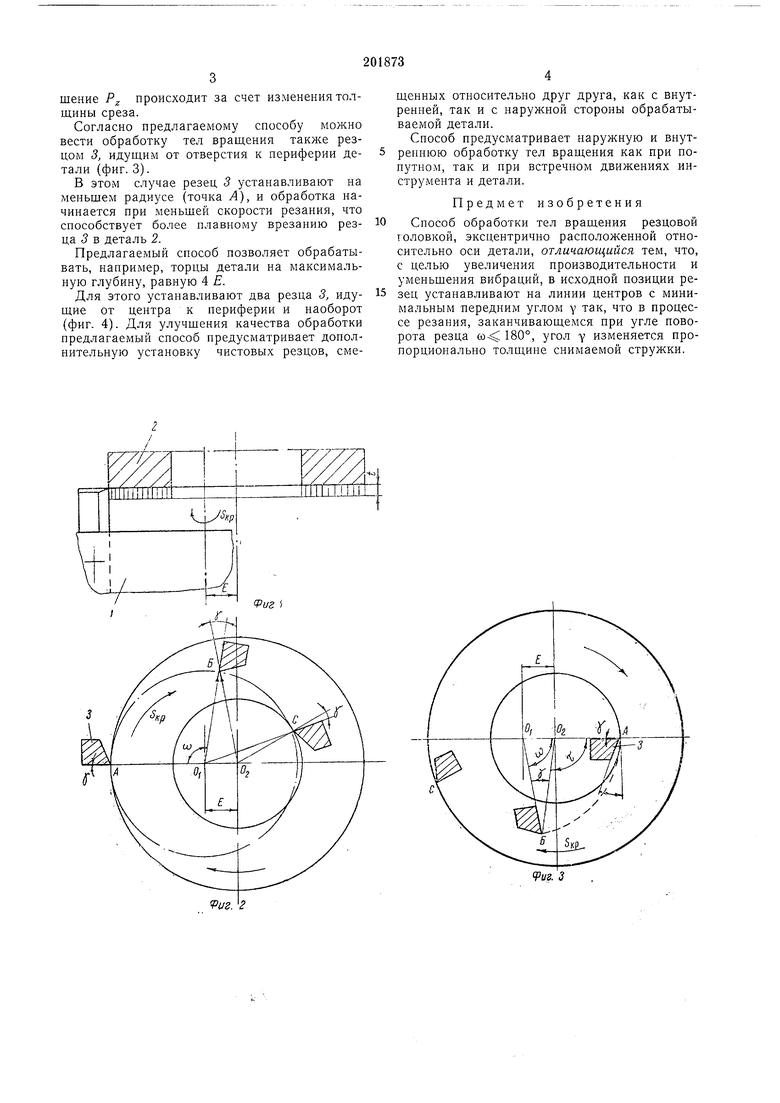
На фиг. 1 и 2 изображена схема обработки торцов резцовой головкой согласно предлагаемому способу при попутном движении инструмента и детали; на фиг. 3 - схема обработки торца резцом, идущим от отверстия к периферии детали; на фиг. 4 - схема обработки двумя резцами, идущими от центра к периферии при встречном движении инструмента и детали.
Резцовой головке / (фиг. 1 и 2) сообщают скорость круговой подачи 5кр вокруг оси Oi, параллельной оси 0 обрабатываемой детали 2 и смещенной относительно последней на величину эксцентриситета Е.
Согласпо предлагаемому способу резец 3 (фиг. 2) устанавливают по линии центров Оь Оз так, что врезание в деталь 2 происходит в точке Л и заканчивается после поворота на угол (0 ;180°.
Траектория движения резца 3 относительно детали будет представлять собой перециклоиду с переменным шагом: максимальным, когда резец находится посредине между центрами детали и инструмента О, Os (точка Б) и минимальным в начале (точка Л) и в конце (точка С).
Соответственно в точках Л и С толщина среза будет равна О, а в точке Б она достигнет максимальной величины. Силы резания Яг при постоянной глубинб среза t (фиг. 1) изменяются пропорционально толщине среза, т. е. также в начальный момент Р равны О, а затем плавно возрастают до максимума и снова убывают до нуля (точки А, Б, С), что уменьшает вибрации системы, повышает качество обработки и позволяет увеличить глубину резания в два раза.
Пропорционально изменению толщины среза и передний угол у изменяется так, что когда сечение стружки наибольшее (точка Б), угол Y тоже наибольший. Это 1:меньшает величину силы резания Р.
шение Р происходит за счет изменения толщины среза.
Согласно предлагаемому способу можно вести обработку тел вращения также резцом 3, идущим от отверстия к периферии детали (фиг. 3).
В этом случае резец 3 устанавливают на меньшем радиусе (точка А), и обработка начинается при меньшей скорости резания, что способствует более плавному врезанию резца в деталь 2.
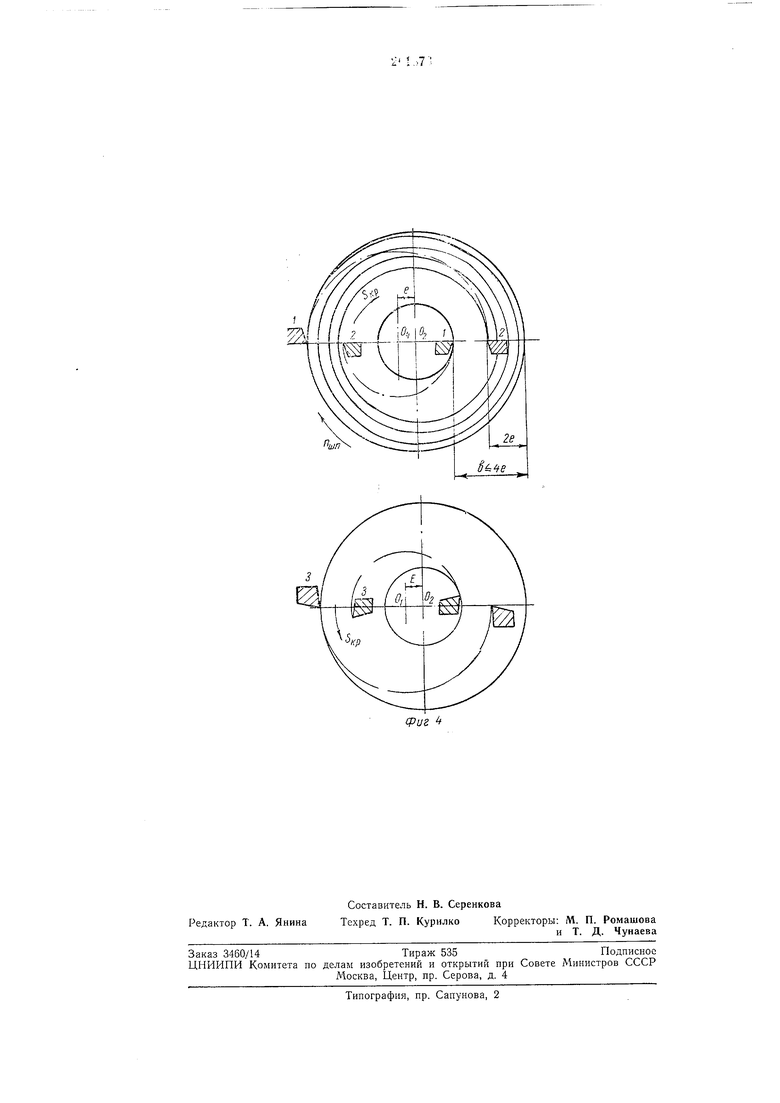
Предлагаемый способ позволяет обрабатывать, например, торцы детали на максимальную глубину, равную 4 Е.
Для этого устанавливают два резца 3, идущие от центра к периферии и наоборот (фиг. 4). Для улучщения качества обработки предлагаемый способ предусматривает дополнительную установку чистовых резцов, смещенных относительно друг друга, как с внутренней, так и с наружной стороны обрабатываемой детали.
Способ предусматривает наружную и внутреннюю обработку тел вращения как при попутном, так и нри встречном движениях инструмента и детали.
Предмет изобретения
Способ обработки тел вращения резцовой головкой, эксцентрично расположенной относительно оси детали, отличающийся тем, что, с целью увеличения производительности и уменьщения вибраций, в исходной позиции резец устанавливают на линии центров с минимальным передним углом Y так, что в процессе резания, заканчивающемся при угле поворота резца (о 180°, угол у изменяется пропорционально толщине снимаемой стружки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок трубчатых радиаторов | 1986 |
|
SU1761428A1 |
| Способ токарной обработки | 1969 |
|
SU302921A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Способ обработки резанием многорезцовым вращающимся инструментом | 1989 |
|
SU1726138A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ РЕЗЦОВОЙ ГОЛОВКОЙ | 1973 |
|
SU369980A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗАНИЕМ ЗЕРКАЛЬНЫХ ПОВЕРХНОСТЕЙ | 1990 |
|
RU2014964C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
Фиг. 3
