Известен автомат для нанесения цветного трафарета на наружную цилиндрическую по;верхно€ть туб. Автомат содержит установленные на станине поворотный механизм со шпиндельным барабаном, механизм загрузки и выгрузки, печатную бабку, механизм подачи краСки, приспособление для дополнительной лакировки, отсекатель, механизм перегрузки туб на цепной транспортер, механизм контроля наличия туб и механизм для смывки краски. Поворотный механизм выполнен в в.иде мальтийского креста для сообщения периодического вращения шпиндельному барабану. Этот механизм не обеспечивает плавного .поворота и надежной фиксации барабана. Неиспользуемые механизмы подачи краски пр.и необходимости невозмол-сно отключить, а для промывки кл.ише -и валков механизмы подачи краски нужно демонтировать. В случае отсутствия тубы на шпинделе или при ее повреждении .приспособление для дополнительной лакировки загрязня.ет шпиндель лаком.
С целью устранения перечисленных недостатков и увеличения надежности работы предлагаемый автомат -снабжен зубчатыми муфтами выключения механизмов подачи краски и механизмом отвода приспособления для дополнительной лакировки, в качестве которого может быть использован пневмоцилиндр, а поворотный механизм выполнен кулачково-девочным.
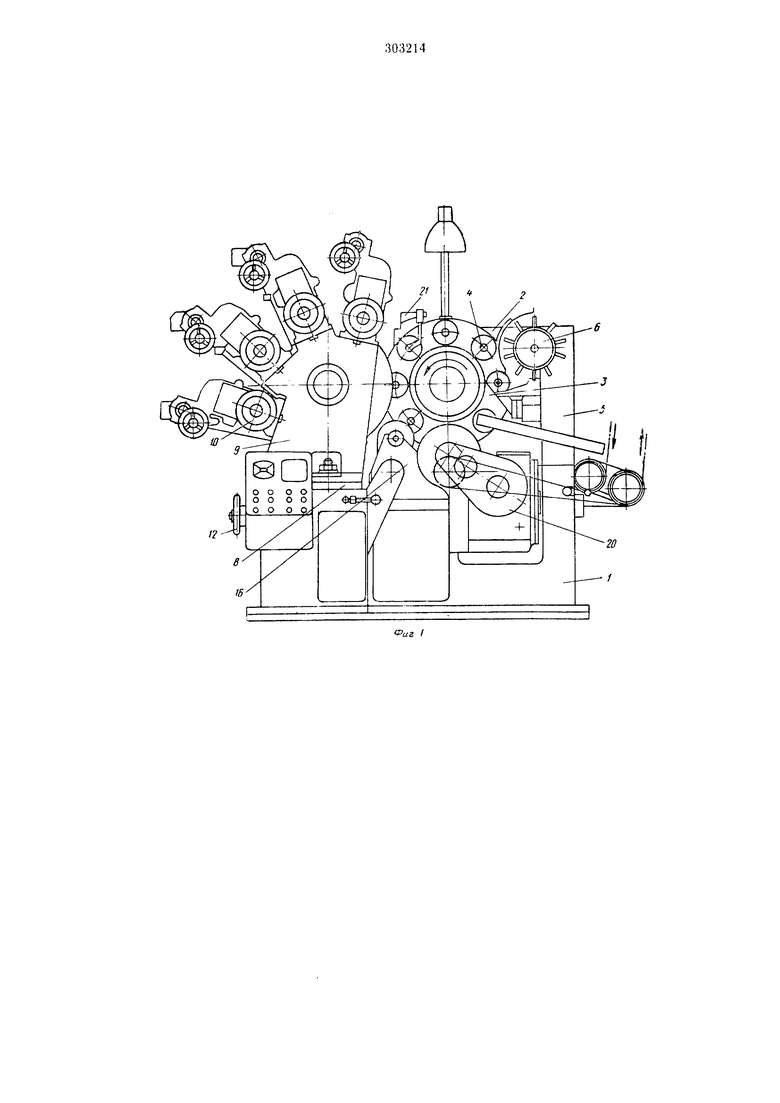
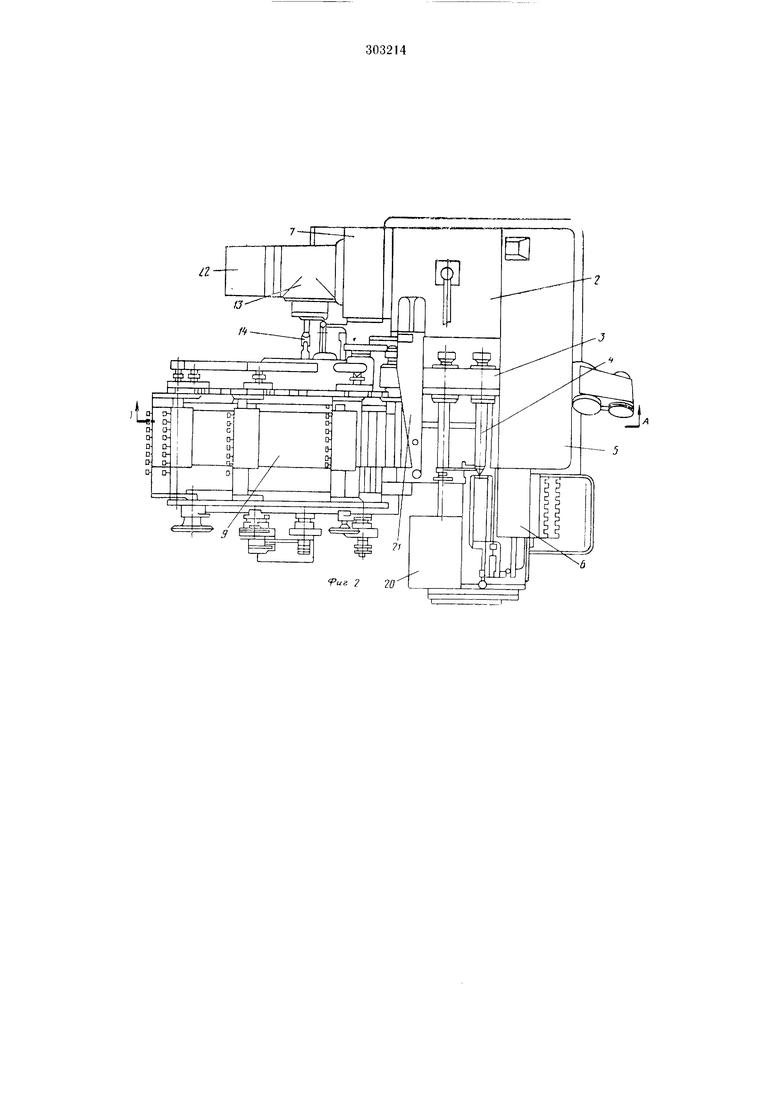
На фиг. 1 изображен .предлагаемый автомат, вид -спереди; на ф.иг. 2 - то же, вид
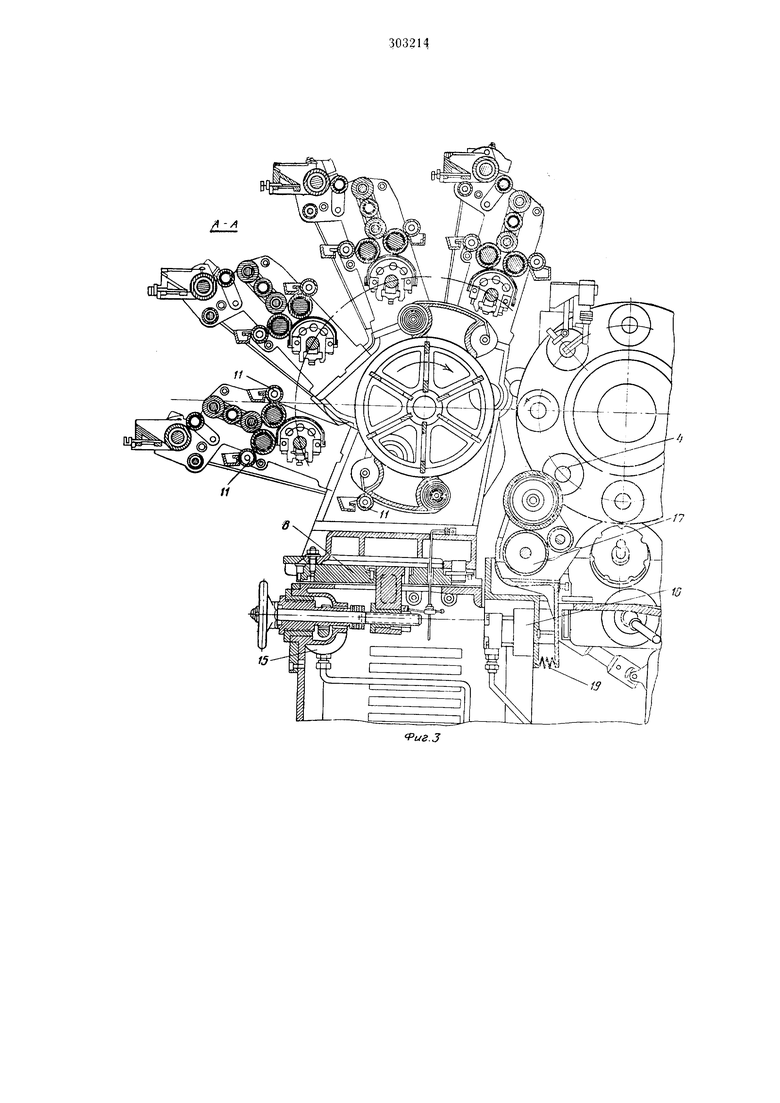
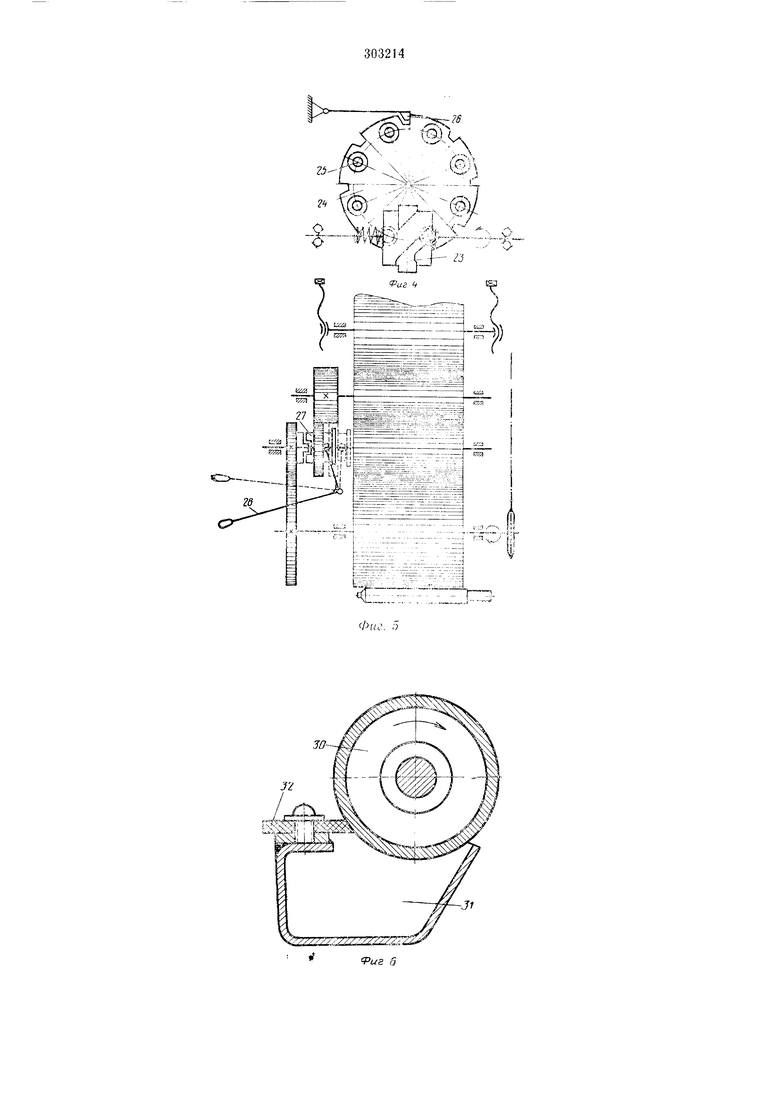
сверху; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - поворотный механизм; на фиг. 5 - зубчатая муфта выключения механизма подачи краски; на ф.иг. 6 - механизм для смывки краски; на ф.иг. 7 - то же, в
разрезе.
На станине / автомата неподвижно установлена приводная головка 2 со шпиндельным барабаном 3, на котором размещены шпиндел.и 4 для туб, механизм 5 загруки и
выгрузки с установленным на нем отсекателем 6, приводимый от головки 2, которая, в свою очередь, приводится в действие через редуктор 7. Относительно станнны перемещаются салазки 8, на которых установлена печатная бабка 9 с механизмами 10 подачи краски и механизмами 11 для ее смывки. Салазки перемешаются с помощью маховика 12, а валы печатной бабки .приводятся во вращение от редуктора 7 через конический редуктор 13 и телескопический вал 14 с шарнирными муфтами. Печатная бабка снабжена механизмом отвода 15. Рядом с печатной бабкой установлено приспособление 16 для дополнительной лакировки, имеющее индивидуальный привод и поворач.ивающееся относительно
оси валика 17. Приспособление для дополнительной лакировки снабжено механизмом отвода, в качестве которого использованы пневмоц,илиндр 18 и возвратная ируж,ина 19.
На передней стенке станины установлен механизм 20 перегрузки туб на цепной транспортер, приводимый также от: редуктора 7,
Механизмы отвода печатной бабки и приспособления для дополнительной лакировки содержат механизм 21 контроля наличия туб, установленный на приводной головке, и командный аппарат 22.
Перемещение шпинделей из одной позиции в другую производится с .помош,ью приводной головки, поворачивающей шпиндельный барабан 3. Барабан поворачивается механизмом, выполненным кулачково-цевочным и состоящим из кулачка 23, поворотного диска 24 с роликами 25 и фиксатора 26.
Авто.мат снабжен зубчатыми муфтами 27 выключения неиспользуемых механизмов подачи краски. Муфты имеют рукоятки 28 с фиксаторами.
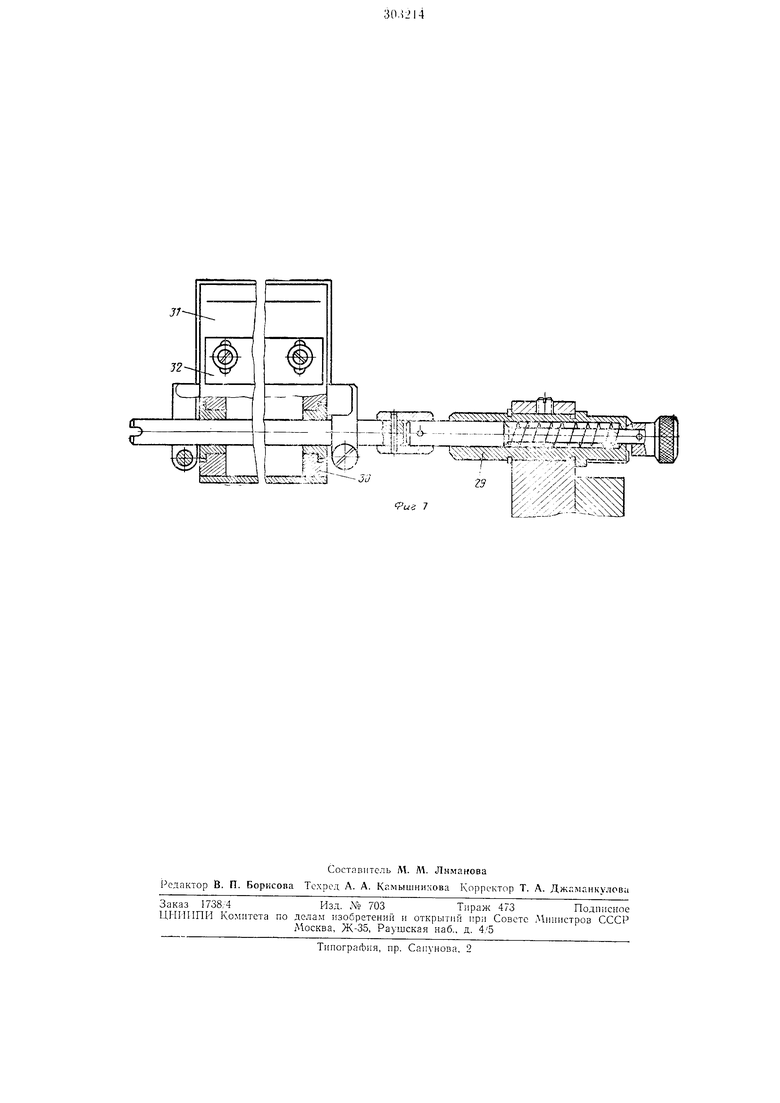
Механизм для смывки краски содержит опоры 29 € эксцентриками, валик 30 и емкость 31 с ножом 32. С помощью эксцентриков достигается плотное прилегание валика 30 к валикам печатной бабки.
Автомат работает следующим образом.
Для нанесения цветного трафарета тубы подаются в отсекатель 6, затем с помощью толкателя механиз,ма 5 загрузки :и выгрузки они надеваются на шпиндели 4 барабана 3. При повороте барабана тубы передаются на позицию контроля наличия туб к механизму 21. После этого на соответствующих позициях на тубы наносится трафарет и производится до.полнительная лакировка. Затем на позиции выгрузки механизм 20 перегружает тубы на д.епной транспортер.
Для поворота щциндельного барабана вращающийся кулачок 2-3 механизма поворота воздействует на ролики 25 диска 24. При этом обеспечивается поворот и выстой диска. После иоворота прижимается к фиксатору 26.
В случае неполного использования всех механизмов подачи краски перемещают рукоятку 28 для выключения муфты 27, и соотвечствующий механизм подачи краски отключается.
При отсутствии или повреждении туб на щиинделе барабана 3 механизм 21 контроля наличия туб через командный аппарат 22 подает соответствующий сигнал на золотник, унравляющий пневмоцилиндром 18, который отводит лакировочный валик приспособления
для дополнительной лакировки от шпинделя, поворачивая это приснособлен.ие вокруг оси валика 17. При далы ейшей работе автомата шток пневмоцилиндра 18 возв)ащается в исходное ноложение, а возвратная иружина 19
нереводит ирлспособление в рабочее положение.
Перед остановкой автомата по оконча)1ии работы производится промывка механизмов подачи краски при помощи механизмов для
смывки краски. Для этого последние устанавливаются на печатную бабку в опоры 29, вместо краски бачок механизма подачи краски заполняется растворителем, и валы печатной бабки приводятся в движение. Краска
растворяется и с помощью ножей 32 собирается в е.мкости 31.
Пред м е т и з о б р е т е ;i и я
1.Автомат для 1 анессния цветного трафарета на тубу, содержащий установленные ла станине поворотный механизм со шпиндельным барабаном, механизм загрузки и выгрузки, иечатную бабку, механизм нодачи краски, приспособление для дополнительной лакировки, отсекатель, механизм перегрузки туб на цепной транснортер, механизм контроля наличия туб и механизм для смывки краски.
отличающийся тем, что, с целью увеличения надежности автомата, он снабжен зубчатыми муфтами выключения механизмов подачи краски и механизмом отвода приспособления для дополнительной лакировки, а поворотный механизм выполнен кулачково-цевочным.
2.Автомат по и. , отличающийся тем, что н качестве механизма отвода использован пневмоцилиндр.
г-- tar
ZI -- tZP3

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок для фрезерования шлицев | 1977 |
|
SU677830A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРУТКОВ в ТОКАРНЫЙ АВТОМАТ | 1970 |
|
SU284572A1 |
| ТОКАРНЫЙ ГОРИЗОНТАЛЬНЫЙ МНОГОШПИНДЕЛЬНЫЙАВТОМАТ | 1971 |
|
SU305960A1 |
| АВТОМАТ ДЛЯ ФРЕЗЕРОВАНИЯ ЗУБЬЕВ КОНЦЕВЫХ ФРЕЗ | 1971 |
|
SU310743A1 |
| Автомат для изготовления маркировочных трубчатых бирок | 1977 |
|
SU598772A1 |
| Механизм подачи и распределения шпилек к сборочному автомату | 1988 |
|
SU1565629A1 |
| Устройство для многоцветной печати на тканях | 1987 |
|
SU1630912A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
jff32
Jr +-T ( 11, ;; i,- f r дт.п 1. I.-fJ . I ;l%viiiillllT l
