Известные способы калибровки валков ряда последовательно установленных клетей включают изменение глубины вреза ручьев и диаметра бочки валков в каждой последующей по ходу прокатки клети.
ПpeДvTOжeнный способ отличается от известного тем, что глубину вреза ручьев и диаметр бочки на обоих валках выполняют возрастающими в каждой последующей клети.
Такое выполнение позволяет совместить процессы прокатки и резки сляба на заготовки.
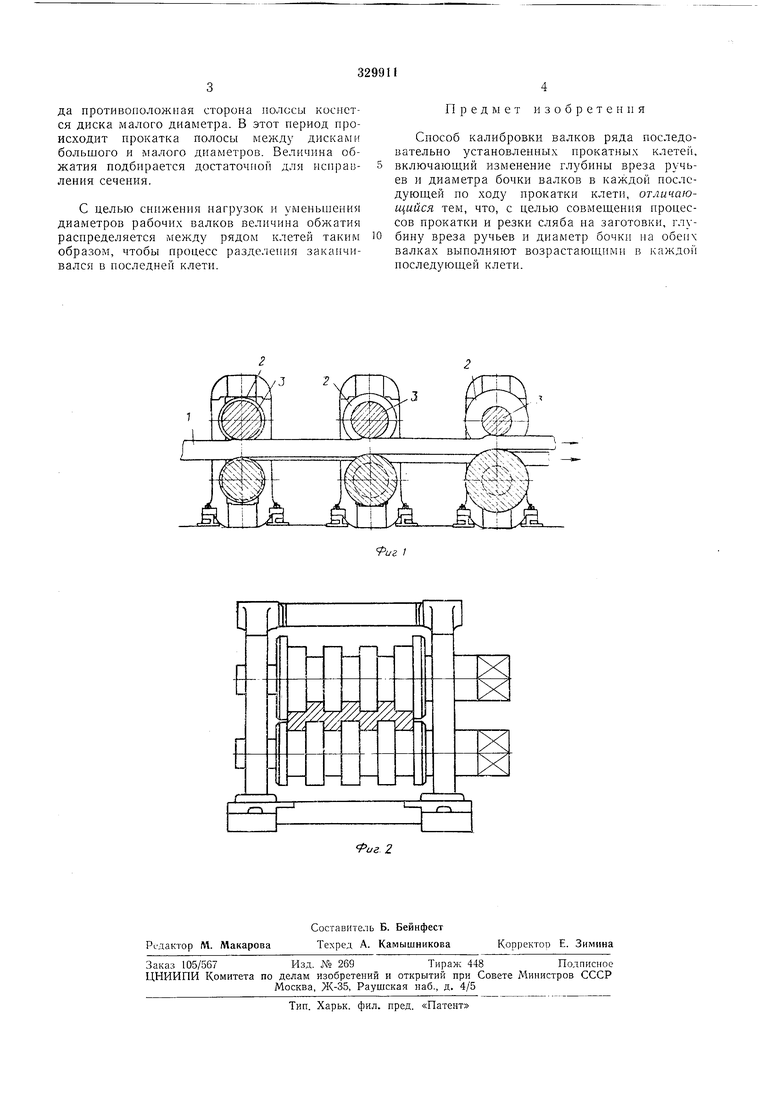
На фиг. 1 показана схема калибровки ряда последовательпы.х клетей по предложенно.му способу; на фиг. 2 - один из калибров.
Полоса (сляб) / проходит через клети, и которых дпаметр бочки 2 валков и глубин.-; вреза ручьев 3 на обоих валках последовательно возрастают по ходу прокатки. При этом возможны два технологически эквивалентных варианта, удовлетворяющих указанному условию.
По первому варианту один ряд валков, например верхний, имеет одинаковые диаметры по дну калибра, а бочки увеличивают свой диаметр в каждой последующей клети по ходу ирокатки. Пижнпй ряд, наоборот, имеет одинакового диаметра бочки с уменьшением
диаметра ио дну калиора по ходу прокатки. В этом случае межосевое расстояние между валками будет уменьшаться по ходу прокатки.
По второму варианту ирп сохранении постоянным межосевого расстояния валки выполняют с увеличением диаметра бочки с одновременны 1 умньпшнпем диаметра по дну калибра в каждой последующей клети.
В этом случае в каждой клети верхний и нижний валки будут иметь одинакового диаметра бочки и одинаковые врезы ручьев.
Процесс прокатки с одновременным роспуском полосы осуществляют следующим образом.
Широкий сляб, толщина которого несколько иревыщает толщину получаемой заготовки, пропускают через ряд последовательно расположенных клетей прокатного стана. Процесс деформации в каждой клети разделяется па два периода.
В первьи период процесса происходит сдвиговая деформация металла диска.ми большого диаметра, а}1алогичная процесс, разрезки в дисковых ножн1щах. В этот период резания происходит значительная утяжка полосы и искажение профиля полосы. Вторая стадия процесса начинается, когда противоположная сторона полосы коснется диска малого диаметра. В этот период происходит прокатка полосы между дисками большого и малого дпаметров. Величина обжатия подбирается достаточной для исправления сечения.
С целью снпжения нагрузок и уменьшения диаметров рабочих валков величина обжатия расиределяется между рядом клетей таким образом, чтобы процесс разделения заканчивался в последней клети.
Предмет изобретенпя
Способ калибровки валков ряда последовательно установленных прокатных клетей, включающий изменение глубины вреза ручьев и диаметра бочки валков в каждой последующей по ходу прокатки клети, отличающийся тем, что, с целью совмещения процессов прокатки и резки сляба на заготовки, глубину вреза ручьев и диаметр бочки на обеих валках выполняют возрастающими в каждой последующей клети.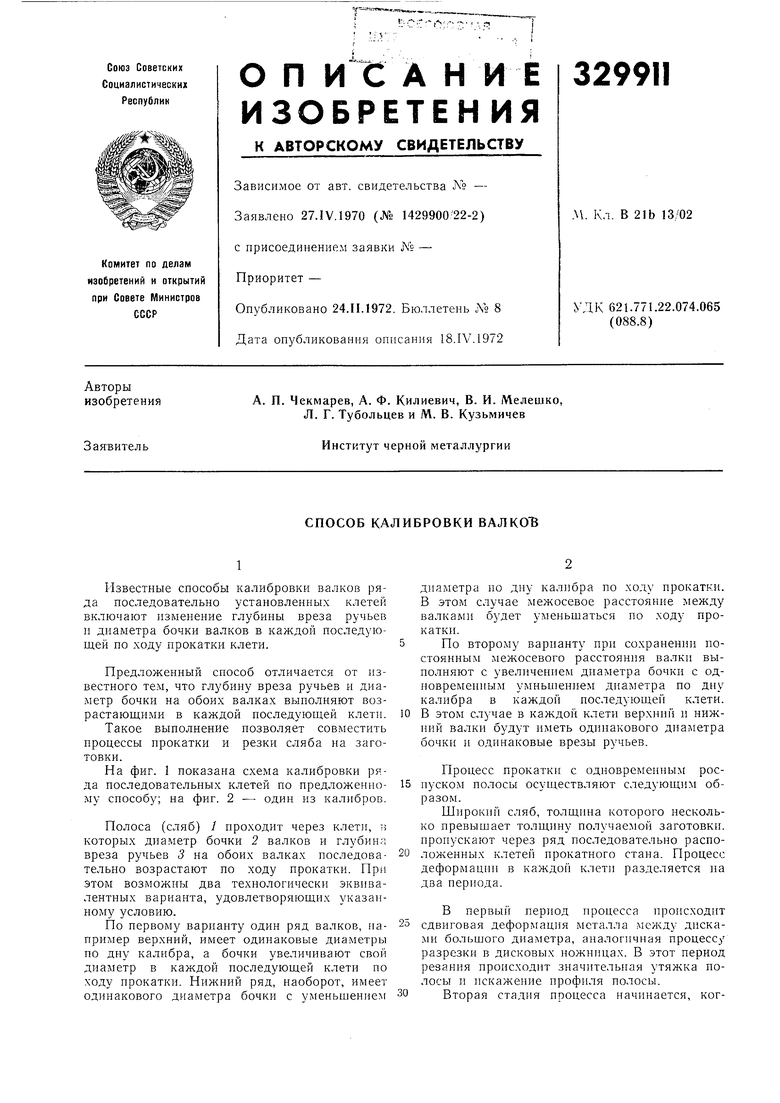
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки валков | 1976 |
|
SU582851A1 |
| Способ горячей прокатки полосового металла | 1990 |
|
SU1712013A1 |
| Калибр для многоручьевой совмещенной прокатки заготовок | 1980 |
|
SU889160A1 |
| Устройство для редуцированияСлябОВ | 1979 |
|
SU822934A1 |
| Способ горячей прокатки полосового металла | 1985 |
|
SU1260049A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2002 |
|
RU2210440C1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
I-
