Изобретение относится к области обработки металлов давлением.
Известен штами для последовательного выдавливания на толстостенной листовой заготовке односторонних вафельных ребер, содержащий расположенную на.нилсней плите матрицу с выполненными в ней в соответствии с гравюрой оребрения продольными и поперечными пазами и верхнюю формующую плиту. на рабочей поверхности которой в местах, соответствующих размещению пазов, расположены углубления, каждое из которых образовано двумя взаимно скощенными плоскостями; при этом верхняя формующая плита выполнена с размерами, соответствующими размерам отдельной секции матрицы.
Предложенный щтамп отличается тем, что Верхняя формующая плита выполнена с размерами по периметру, равными размерам матрицы, а между углублениями плиты, соответствующими поперечным пазам, выполнены канавки. Такое выполнение щтампа обеспечивает повыщение производительности и качества выдавливаемых ребер.
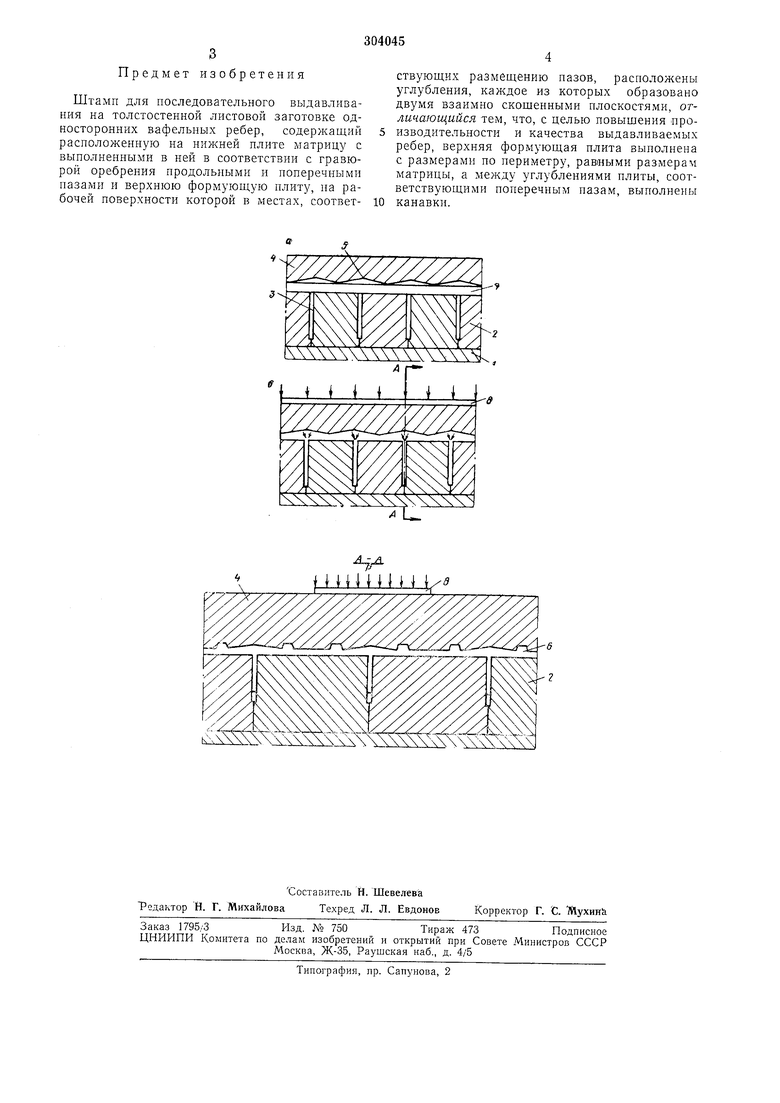
На чертеже иредставлена конструктивная схема штампа в начале (а) и в конце (б) процесса выдавливания ребер и сечение по А-А.
Штамп содерлчит неподвижную плиту /, на которой располол :ена матрица 2 с продольными и поперечными пазами 3, и верхнюю формующую плиту 4 с выполненными на ее рабочей поверхности углублениями 5 и канавками 6.
Работает щтамп следующим образом. Нагретую до пластического состояния заготовку 7 укладывают на матрицу 2 и перекрывают ее верхней формующей плитой 4. Затем посредством прокладки 8, длина которой равна щирине исходной заготовки, осуществляют местное нагружение плиты 4. Прп этом
в начальный момент происходит заполнение углублений 5 металлом, а затем выдавливание образованных наборов металла в пазы 3 матрицы 2. Последовательным перемещением при каждом рабочем ходе прокладки 5 относительно плиты 4 осуществляют выдавливание всей гравюры оребрения. Для предотвращения среза ребер в поперечных пазах матрицы 2 за счет сдвига металла при последовательном перемещении прокладки 8 на рабочей поверхности плиты 4 между углублениями 5, соответствующими поперечным пазам, выполнены канавки 6, поглощающие избыток металла при сдвиге и препятствующие его течению вдоль
Предмет изобретения
Штамп для последовательного выдавливания на толстостенной листовой заготовке односторонних вафельных ребер, содержащий расположенную на нижней плите матрицу с выполненными в ней в соответствии с гравюрой оребрения продольными и поперечными назами и верхнюю формующую плиту, на рабочей поверхности которой в местах, соответствующих размещению пазов, расположены углубления, каждое из которых образовано двумя взаимно скощенными плоскостями, отличающийся тем, что, с целью повыщения производительности и качества выдавливаемых ребер, верхняя формующая плита выполнена с размерами по периметру, равными размерам матрицы, а между углублениями плиты, соответствующими поперечным пазам, выполнены
канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания панелей с односторонним оребрением | 1976 |
|
SU596349A1 |
| Штамп для выдавливания деталей с односторонним вафельным оребрением | 1980 |
|
SU902971A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 1967 |
|
SU202856A1 |
| Способ получения деталей типа плит с оребрением | 1982 |
|
SU1140875A1 |
| ИГЛА ДЛЯ ПРЕССОВАНИЯ ТРУБ С ВНУТРЕННИМ ОРЕБРЕНИЕМ | 1971 |
|
SU300233A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| СПОСОБ ШТАМПОВКИ ПАНЕЛЕЙ С ОДНОСТРОННИМИ РЕБРАМИ ЖЕСТКОСТИ | 2003 |
|
RU2223838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ТРУБНЫХ ЗАГОТОВОК СОПЕЛ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ | 1967 |
|
SU201319A1 |
| Способ вытяжки коробчатых изделий и устройство для его осуществления | 1977 |
|
SU741997A1 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
V Ч. j UI П
1
А
