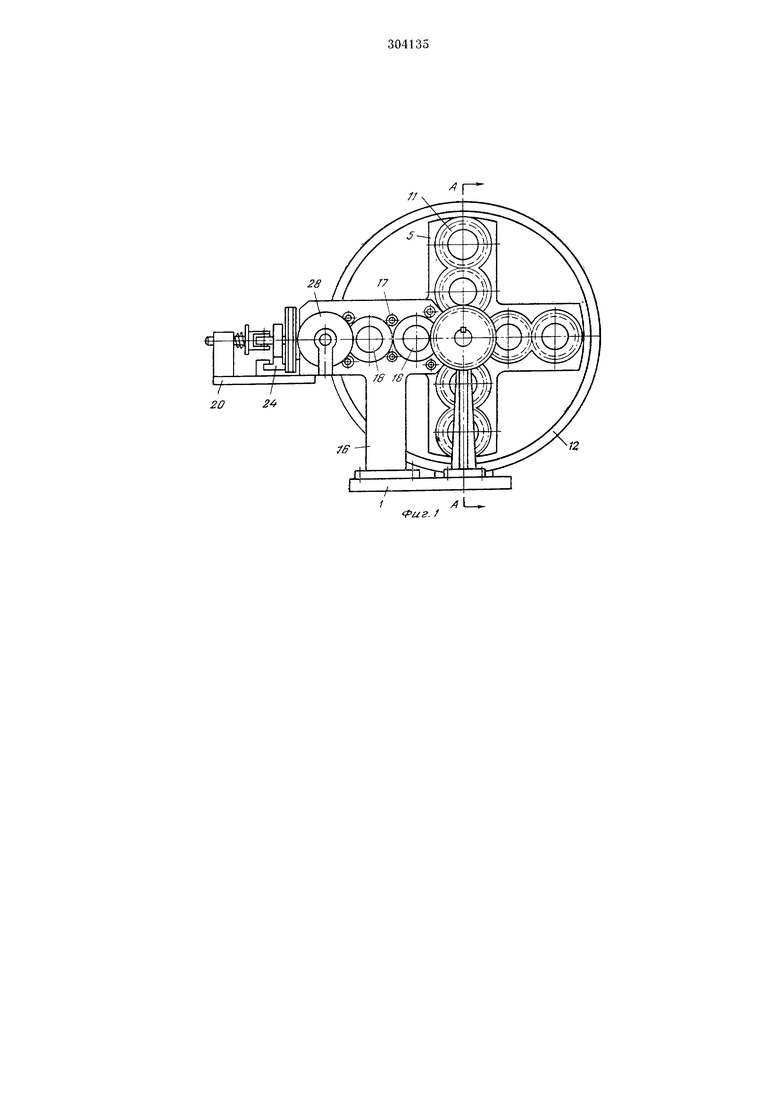
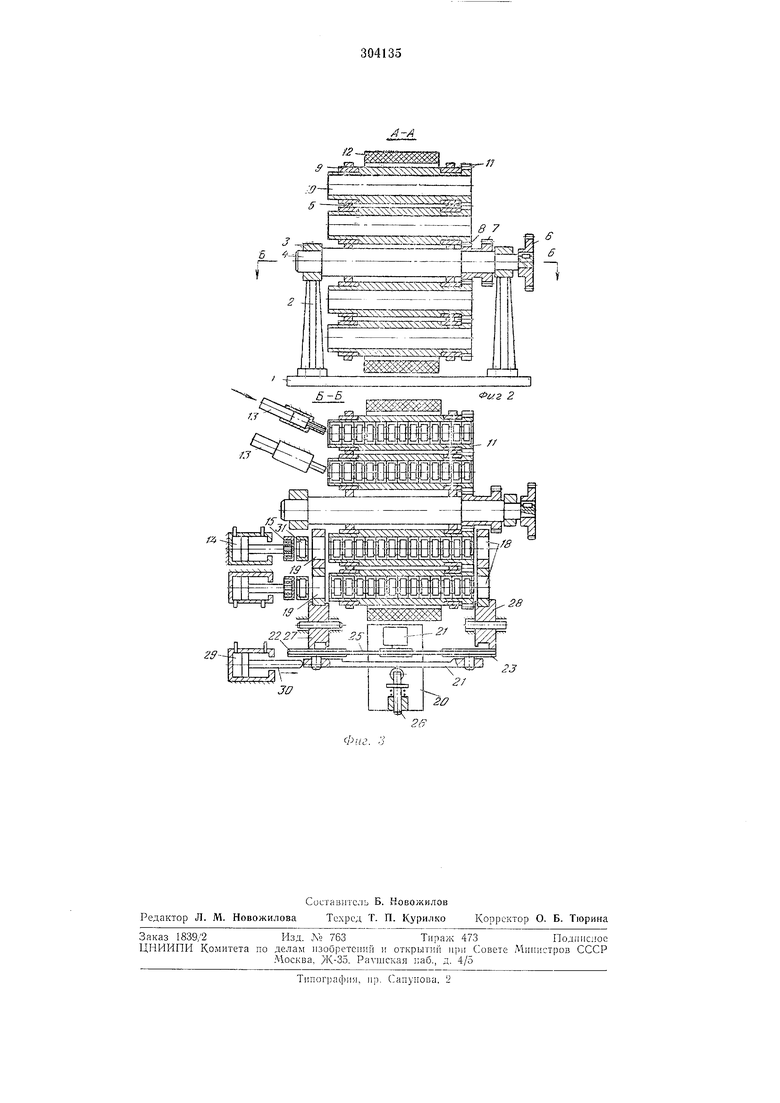
Изобретение относится к области изготовления изделий путем центробежного формования их из материалов, требуюи1,их для своего затвердевания длительного времени или последуюш,ей сушки, например, из пластических масс свободной полимеризании или из латексов, и конкретно может быть использовано при изготовлении фильтров к противогазал и респираторам. Известиы установки для центробежного формования изделий, содержащие приводимые во вращение формы, расположенные в нагревательной камере. В известных установках форма закрепляется на вращающемся валу и после окончания цикла формования необходимо останавливать установку для выгрузки готовых изделий и перезарядки форм. Предлагаемая установка отличается тем, что она выполнена в виде поворотной относительно горизонтальной оси карусели, снабженной вращаемыми полыми щнинделями, напротив которых расположены загрузочные и разгрузочные кольца, вращаемые с изменяемой скоростью посредством роликов, контактирующих с подвижными вдоль оси роликов приводными фрикционными дискалш. Это обеспечивает поточный, т. е. ненрерывный процесс формования без остановки для выгрузки готовых изделий и перезарядки форм. на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2. Установка имеет плиту /, на которой укреплены две стойки 2 с подщипниками 3. В подщипниках 3 расположен вал 4. На валу 4 жестко закреплены две стенки 5, вместе с валом 4 составляющие карусель. На конце вала 4 жестко закреплено зубчатое колесо 6. Блок из щестерен 7 и S сидит на валу свободно и имеет возможность вращения вала 4. В стенках 5 закренлеиы подщ шники 9, в которых расноложены полые щпнидели 10. На одной стороне щпинделей W закреплены шестерни 11, находящиеся в зацепленнн с соседними гнпинделям н и с зубчатым колесом 7. Вокруг карусели расположена нагревательная камера 12. Для впрыска заливочной массы имеются щприцы 13, для загрузки форм в шпиндели - цилиндры 14 со штоками. На концах штоков цилиндров 14 закреплены упоры 15, имеющие возможность свободного вращения. К плите 1 закреплены две стойки 16, по одной с каждого котща щпинделей 10. К стойкам 16 на осях закренлены ролики 17, свободно вращающиеся вокруг осей. Ролики 17 охватывают с MeTiiipex сторон разгрузочные и загрузочные кольца f и 19 таким образом, чтобы оси вращения оследиих располагались против осей зран1еп ия шпинделей 10. На плите 20 в иаправляюииьх
расположена подвижная траверса 21, на концах которой в нодшипника.х закренлены приводные фрикционные диски 22 и 23. Вращение диски 22 и 23 нолучают от электродвигателя 24 и ременную передачу 25.
Поднружиненнв1Й упор 26 прижимает диски 22 и 23 к роликам 27 и 28, п сила треиия заставляет вранцггься иоследние вокруг своих осей. Ролики 27 н 28, прижимаясь к кольцам 18 и 19, заставляют их врандаться с такой же окружной скоростью. Для нерел1сщепия траверсы 21 служнт цилиидр 29 со пггоками 30.
Установка работает следуюпи1м образом.
Формы 31 иодаются но лотку и устанав.тиваются против колец 19. Затем одновремеппо начинают перемещаться уноры 15 и шток 30. Шток 30 неремени1ет траверсу 21, а вместе с исй п диски 22 и 23. В исходном положении диск 22 прижат своим цептром Bpanieinui к ролику 27 и не сообнщет ему Браи1.епии, а диск 23 нрнжат к ролику 28 в точке наибольniero радиуса и враиц ет последпиГ с yiMOBofi скоростью, равной скорости шиипделя 10. Шпиндели 10 нолучают ностояннос врагцсиис от блока HiecTepen 7 и 8, а последпий получает вранденпе от любого привода. (На чертеже прпвод условно не ноказап). При неремеп1,епии уиоров 15 и штока 30 ()ормы /;/ вставляются в кольца 19, а сцепления дпска 22 с роликом 27, емегцаясь от центра, пачипает плавно сообпдать вран1ение через ролик 27 кольцам 19. Велпчииа ускорения регулируется скоростью неремен1енпя гптокя 30.
Точка еценлепия диска 23 с роликом 28, паоборот, пачипает неремеи;аться к центру, п ролик 28 умеиьшает число оборотов колец 18 до иуля. Форма 31, неремен1аясь в кольцах 19, цостененно нарани-изает число оборотов от нуля до чнсла оборотов шннпделя 10, входит в нос,1едний и нроталкивает стопку уже залнтых фор.м вдоль осп нгпппде;1я 10.
При этом крайпяя форма с затвердевп.пм изделием проходит через кольцо 18, остаиа)зливаетея и выгружается. Время перемеп1еп;1я форм от места загрузки к месту иыгрузки
определяется временем затвердевания заливочной массы. Как только уиоры 15 вставляют формы в шпиндели 10, они отходят назад вместе ео штоком 30. Траверса отходит в исходное ноложение, кольца 19 остапавЛИваются, а кольца 18 приобретают врашення. Затем с по. прпвода, обеспечпваю1це|-о цикличное вращение (на чертеже условно не иоказан), зубчатое колесо 6 иоворачивает карусель на такой угол, чтобы следующий ряд
шпинделей 10 остановился против колец /6 и 19. Шпиндели, в которые ранее были вставлены (|юрмы, стаиаиливаютея протшз innonцев 13, а последние вспрыскпвают в дозу залнвочпой массы. Opii 11олпс)ст1)1о занолнеппых формами пдпннделях за к;:;кд)111 цикл загружаетея столько форм, сколько рядов имеется в карусели, такое же ,;ичсст;ю (})0рм е затвердевипьми изделиям;. при -ло.м вьпфужается.
Предмет изобретения
Установка для центробежного формования пздслнй, папрпмер фильтров к протпвогаза.м, содержащая нрнводн.мые во вращеппе формы, расноложе1П1ые в пагревате.пию .мере, отл 1ча1О1цаяс.ч тем, что, с целью обеспечения иоточиого нроцесеа (|)ор.мо1заппя, on/i i)biполиена в гзнде поворотной относпте.чьпо горпзо1ггалыюй осп каруселп, спабженной вра1цае.мымп иолы.ми щнннделямп, напротив котор1)1х расноложепы загрузочные и pa3rj)зочные кольна, враи1аемые с из.меияе.мой скоростыо иосредство.м роликов, контактирующих с НОДВИЖНЫМИ вдоль оси роликов Hpiiводпымп фрикц1юпп1 1мп дисками.
/
12
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ ИЗДЕЛИЙ из ПЕНОПОЛИСТИРОЛА | 1973 |
|
SU380465A1 |
| УСТАНОВКА ДЛЯ РОЗЛИВА ЖИДКОСТЕЙ В ТАРУ | 1970 |
|
SU268238A1 |
| РОЛЬГАНГ ДЛЯ ПРОДОЛЬНОГО ПЕРЕМ1ЕЩЕНИЯ И ВРАЩЕНИЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1972 |
|
SU432055A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ КОНУСОВ ЦЕЛЬНОСТЕКЛЯННЫХ ОБОЛОЧЕК ЭЛЕКТРОННОЛУЧЕВЫХ ТРУБОК | 1967 |
|
SU191757A1 |
| МАШИНА ДЛЯ НАМОТКИ КОРДШНУРОВ ИЛИ НИТЕЙ НА ФЛАНЦЕВЫЕ КАТУШКИ | 1965 |
|
SU168158A1 |
| УСТРОЙСТВО для ШОВНОЙ КОНТАКТНОЙ СВАРКИ | 1971 |
|
SU312702A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |