Изобретение Относится к производству теплоизоляционных изделий, получаемых из жидкой водной суспензии сырьевых материалов.
Известна автоматическая линия для формования литых изделий, например, известковокремнеземистых, содержащая горизонтальный штанговый грузоведущий конвейер для перемещения форм на распалубку, вертикально замкнутый люлечный цепнон конвейер вкладьплей для разборки и сборки форм, кантователь форм с изделиями, вертикально замкнутый люлечный цепной конвейер для распалубки изделий и транспортировки форм, кантователь порожних форм, горизонтальный штанговый грузоведущий конвейер для перемещения форм на заливку и сборку и механизмы для разборки и сборки стопы форм.
Цель изобретения - повысить эффективность линии и обеспечить надежность ее работы.
Это достигается тем, что горизонтальные Щтантовые грузоведущие конвейеры выполнены с рабочими органами в виде храповых ссбачек, установленных на щарнирно-сочлененных каретках, опертых посредством катков на направляющие и связанных щарнирными тягами с коромыслами кривощипнокулисных механизмов, кривошипы которых насажены на вращающийся вал, причем на
коромысле горизонтального штангового конвейера распалубки форм укреплен зубчатый Сектор, находящийся в зацеплении с колесом, связанным при помощи храпового зацепленпя с валом, приводящнм в движение люлечные Конвейеры и кантователи при холостом ходе кареток горизонтальных конвейеров.
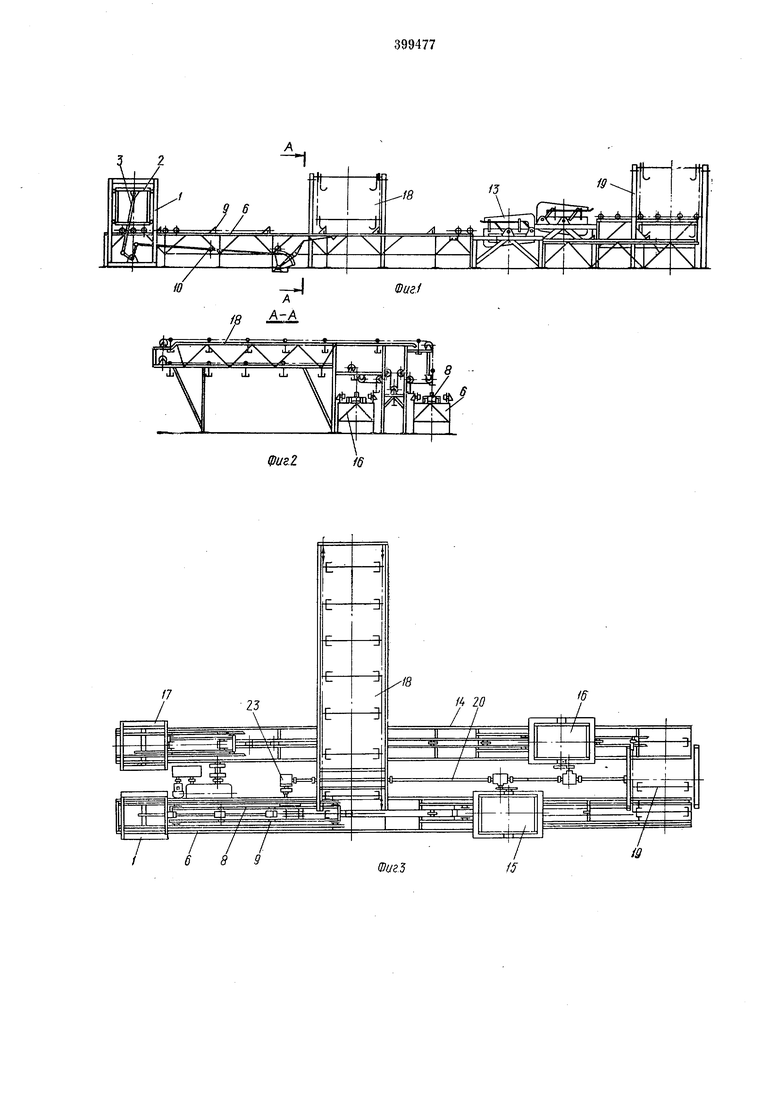
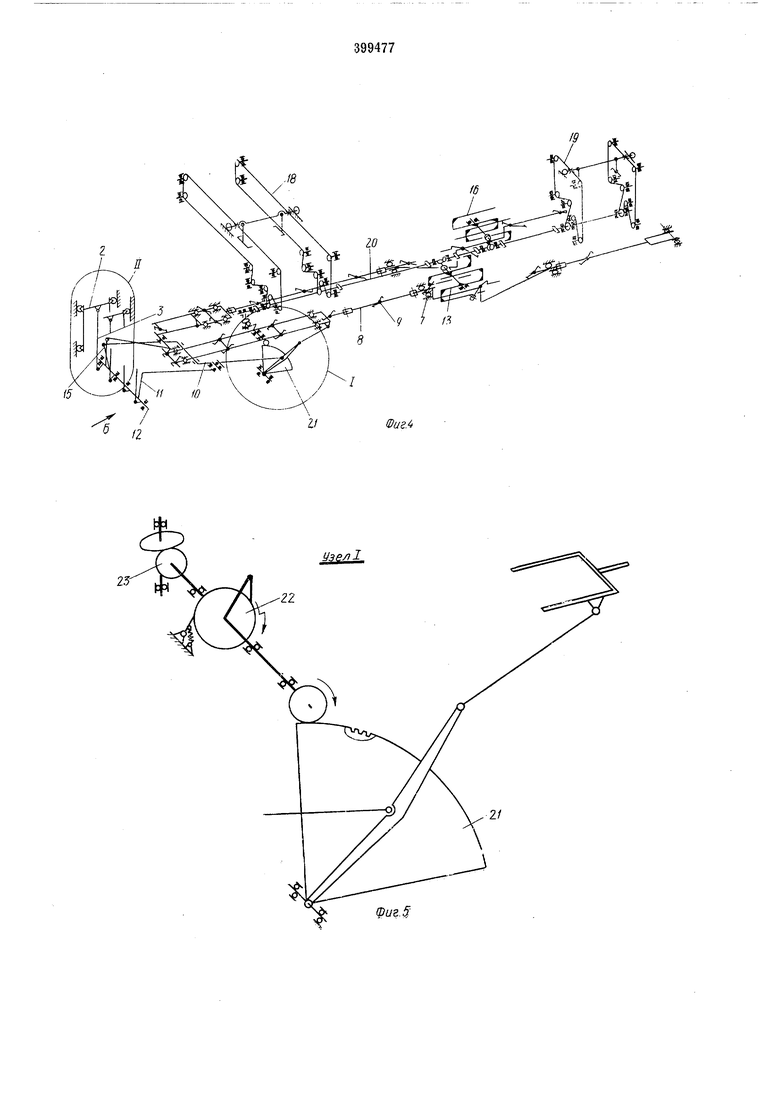
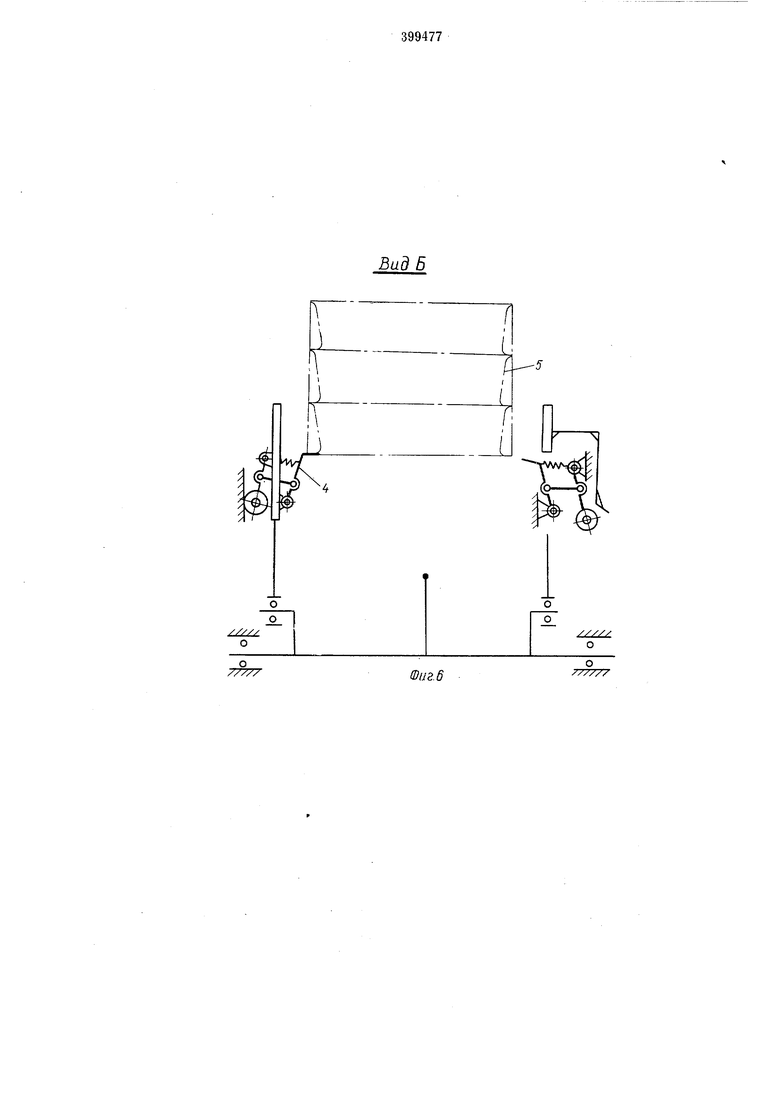
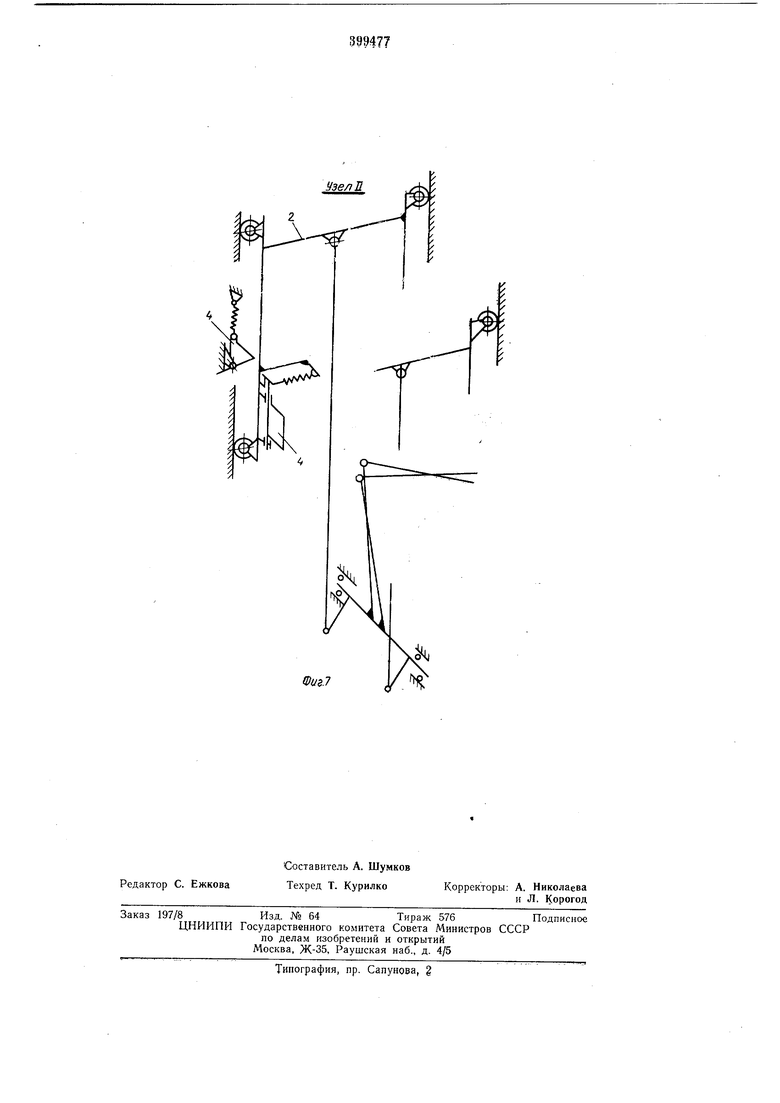
На фиг. 1 схематически изобрал ена предлагаемая линия, вид сбоку; на фиг. 2 - разрез по А-.А. на фиг. 1; на фнг. 3 - предлагаемая линия, вид сверху; на фиг. 4 - то же, кинематическая схема; на фиг. 5, 6 и 7 - кинематические схемы узлов линии.
Автоматическая линия содержит механизм для разборки стопы литейных форм, представляющий собой пространственную раму 1, внутри которой находится неподвижная рама 2, соверщаюн1,ая возвратно-поступательное движе1П1е при помощи крпвощиино-шатунного механизма 3. На неподвижной раме 1 меха1П13ма разборки стоны форм установлены храповые собачки 4, на которых размепхена стона 5 литейных форм и с иомощью которых отсекается нижняя форма стопы 5 для передачи се на горизонтальный щтанговый грузоведущий конвейер 6, перемещающий формы на распалубку. Конвейер 6 содержнт щарнирно-сочлсненные, опирающиеся кaткa п 7 на направляющие, штангн 8, на которых расположены храповые собачки 9, предназначенные для захвата н перемещення литейных форм. Привод штангового конвейера 6 осуществляется кривошнпно-коромысловым механизмом 10 с кривошипом 11, насаженным на приводной вал 12, размеш;енный под конвейером 6 перпендикулярно ему. В конце штангового конвейера 6 установлен кантователь 13 форм, представляющий собой Z-образную раму, установленную на подшипниках. Параллельно конвейеру 6 распалубки установлен конвейер 14 сборки, имеющий аналогичное конвейеру б распалубки конструктивное исполнение и нодобный привод, кривошип 15 которого насажен на приводной вал 12, приводящий в движение и конвейер 6 распалубки. Конвейер 14 сборки проходит под кантователем 16 форм и заканчивается механизмом 17 для сборки стопы форм, выполненным аналогично механизму для разборки стопы 5 форм. Конвейеры 6, 14 расналубки и сборки связаны между собой люлечным вертикальнозамкнутым цепным конвейеро.м 18 ВКладьшюй для разборки и сборки форм и вертикальнозамкнутым люлечным цепным конвейером 19 для передачи форм с одного щтангового конвейера 6 на другой 14. Привод люлечных конвейеров 18, 19 и кантователей 13, 16 осуществляется от общего вала 20, который получает вращение от зубчатого сектора 21 через храповую .муфту 22 и зубчатую передачу 23. Стопа форм 5, подлежащих распалубке и заливке, подается в механизм разборки, где происходит периодическая отсечка нижней формы от стопы и .передача ее па грузоведущий конвейер 6, где форма захватывается храповой собач:кой 9 и перемещается на величину щага конвейера за каждый оборот коленчатого вала. С формы, поступившей под люлечный конвейер 18, захватами последнего снимается вкладыш. Снятие вкладыша производится при обратном ходе грузоведущего конвейера. Открытая форма поступает в кантователь 18, где осуществляется поворот формы на 180° н передача ее под люлечный цепной конвейер форм 19. Захваты цепного конвейера поднимают форму и устанавливают ее на конвейер сборки 14, а изделия передаются на дальиейшую обработку. Конвейер сборки подает форму в кантователь 16, осуществляющий поворот формы неред подачей на заливку. Залитая форма поступает под люлечный ценной конвейер 20, закрывается вкладышем и подаетея в механизм 17 сборки стоны. Подвижная рама механизма сборки поднимает форму и устанавливает на уноры, поднимая при этом все ранее установленные формы. Собранная стопа передается на последующую обработку, например, автоклавную. П р е д м е т и з о б р е т е н и я Автоматическая линия для фор.мования литых изделий, например, известково-кремнеземистых, содержащая горизонтальный штанговый грузоведущий конвейер для перемещения форм на распалубку, вертикально замкнутый люлечный цепной конвейер вкладышей для разборки и сборки фор:м, кантователь форм с нзделиями, вертикально замкнутый люлечный конвейер для .распалубки изделий и транспортировки форм, кантователь порожних форм, горизонтальный 1нтанговый грузоведущий конвейер для неремещения форм на заливку и сборку и механизмы для разборки и сборки стоны форм, отличающаяся тем, что, с целью повып1ения эффективности линии и обеспечения надежности ее работы, горизонтальные н танговые грузоведущне конвейеры выполнены е рабочими органами в виде храповых собачек, установленных на шарнирно сочлененных каретках, опертых при помощи катков на направляющие и связанных шарнирными тягами с коромыслами крнвошипнокулисных меха 1измов, кривошипы которых насажены на вран1,ающийся вал, причем на коромысле горизонтального щтангового конвейера расналубки фор.м укреплен зубчатый сектор, находящийся в зацеплении е колесом, связанным нрн номощн храпового зацепления с валом, нрнводяникм в движение люлечные конвейеры и кантователн при холостом ходе кареток горизонтальных конвейеров.
m
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
| Линия для изготовления отливок | 1974 |
|
SU555983A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСПАЛУБКИ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2228263C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1970 |
|
SU278507A1 |
| Люлечный конвейер | 1972 |
|
SU508445A1 |
| Кантователь стопы цилиндрических изделий с центральным отверстием | 1972 |
|
SU473655A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| КОКИЛЬНАЯ УСТАНОВКА | 1970 |
|
SU258537A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2020 |
|
RU2731113C1 |
Фаг. 6
