Изобретение относится к оборудованию для фрикционной сварки и может быть использовано для фрикционной сварки кольцевых и/или продольных швов при изготовлении изделий преимущественно из легких сплавов, например топливных баков ракет-носителей.
При проведении патентного поиска установлено, что изготовление таких деталей как топливные баки осуществляется традиционно аргонодуговой сваркой или электронно-лучевой сваркой (см. например, А.С. СССР №1363664, патент РФ №2054987).
Конструкции таких стендов не могут быть использованы для осуществления фрикционной сварки.
Известные стенды для сварки трением также не могут решить задачи фрикционной сварки.
Это связано с особенностями технологического процесса фрикционной сварки, в котором усилие опрессовки, осуществляемое рабочим инструментом, превышает 1000 кг, что приводит к необходимости установки оппозитно инструменту люнета, имеющего возможность синхронного перемещения с рабочим инструментом и необходимостью осуществлять в процессе сварки контроль сварочного давления.
В результате анализа известных конструктивных решений, принятых при создании сварочных стендов, необходимо отметить, что для осуществления процесса фрикционной сварки известные стенды не пригодны. Причиной тому можно считать недостаточную их жесткость и универсальность.
Задачей настоящего изобретения является разработка конструкции стенда, обеспечивающего возможность выполнить фрикционную сварку как кольцевых, так и продольных швов в листовых заготовках из легких сплавов.
Поставленная задача обеспечивается тем, что стенд для фрикционной сварки содержит основание, на котором неподвижно смонтирована передняя бабка и подвижно смонтирована задняя бабка, на бабках установлены планшайбы, оснащенные синхронными приводами их вращения и технологической оснасткой для установки свариваемого изделия, а также сварочную головку и люнет, установленные оппозитно на тумбах, расположенных по боковым сторонам основания, при этом сварочная головка и люнет смонтированы на каретках, имеющих приводы продольного перемещения, а люнет и сварочная головка оснащены приводами их синхронного сведения и разведения, а в механизм поперечной подачи люнета встроен датчик силы, предназначенный для контроля усилия поджима люнета к свариваемому изделию.
Необходимо отметить, что в разработанной конструкции стенда перемещения люнета и сварочной головки при сварке продольных швов синхронизированы, что значительно упрощает работу стенда. В механизм поперечной подачи люнета встроен датчик, контролирующий усилие поджима люнета к свариваемой детали, величина которого должна быть равной усилию на торце инструмента сварочной головки, что позволяет контролировать сварочное давление. Стенд имеет жесткую конструкцию, может быть настроен на обработку (сварку) изделий широкой гаммы форм и размеров.
Разработанная конструкция стенда позволит на одном рабочем месте выполнять сварку как продольных, так и кольцевых швов, применяя новый прогрессивный метод фрикционной сварки.
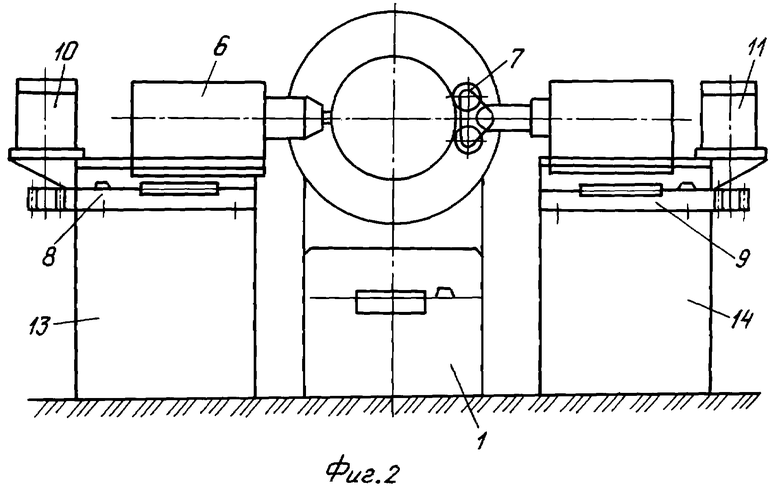
Сущность заявленного изобретения иллюстрируется графическими материалами, на которых на фиг.1 показана общая компоновка стенда, вид в плане; на фиг.2 - общая компоновка стенда, вид с торца без задней бабки.
Стенд для фрикционной сварки содержит основание 1, на котором соосно установлены передняя бабка 2 и задняя бабка 3. Передняя бабка установлена на основании стационарно, а задняя - с возможностью осевого возвратно-поступательного перемещения. На бабках 2 и 3 смонтированы с возможностью вращения посредством приводов планшайбы 4 и 5.
Стенд оснащен фрикционной сварочной головкой 6 с рабочим инструментом (позицией не обозначен). Оппозитно сварочной головке расположен люнет 7. Головка и люнет смонтированы на каретках (соответственно, 8 и 9). Каретки 8 и 9 оснащены приводами их продольного (вдоль оси бабок) перемещения (соответственно, 10 и 11).
Планшайбы 4 и 5 оснащены синхронными приводами 12 их вращения.
Каретки 8 и 9 смонтированы с возможностью перемещения на тумбах 13 и 14, размещенных с двух боковых сторон основания 1.
Люнет оснащен приводом 15 поперечной подачи. Для контроля усилия поджатия люнета к свариваемому изделию предназначен встроенный в привод 15 датчик силы 16. Для перемещения задней бабки используют привод 17.
Для крепления связываемого изделия 18 на стенде применяется технологическая оснастка 19.
Рабочий инструмент головки 6 имеет привод 20 поперечного перемещения.
Стенд для фрикционной сварки работает следующим образом.
На стенде можно выполнять различные фрикционные сварочные операции, например:
- сварку продольных швов для получения обечаек,
- сварку кольцевых швов при сварке двух и более обечаек,
- приварку днищ к обечайке или корпусу топливного бака, состоящего из нескольких обечаек.
Работу стенда рассмотрим на примере сварки кольцевого и продольных швов двух обечаек топливного бака.
Обечайки изделия 18 посредством технологической оснастки 19 устанавливают на планшайбы 4 и 5. Приводами 10 и 11 выводят сварочную головку 6 и люнет 7 в исходное для сварки положение, т.е. располагают рабочие элементы головки и люнета напротив стыка будущего сварного шва. Управление перемещением сварочной головки 6 сдублировано с перемещением люнета 7, который автоматически займет оппозитное положение по отношению к сварочной головке.
При подводе головки и люнета к свариваемому изделию дается команда на включение приводов 12 вращения планшайб 4 и 5.
Одновременно с поперечной подачей сварочной головки включается привод 15 поперечной подачи люнета 7.
Усилие прижима роликов люнета к свариваемому изделию находится в полной зависимости от рабочего усилия на торце рабочего инструмента сварочной головки и контролируется датчиком 16 с отображением этой величины на дисплее монитора системы программного управления, которая обеспечивает управление всеми технологическими циклами сварки. По окончании сварки кольцевого шва сварочная головка и люнет возвращаются в исходное положение.
При сварке продольного шва все операции повторяются, изменяется лишь то, что при начале сварки включаются приводы продольной подачи 10 и 11, обеспечивающие перемещение каретки 8 со сварочной головкой 6 и каретки 9 с люнетом 7. При этом положение прижимных роликов на люнете 7 разворачивают на 90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПОЛЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2011 |
|
RU2457930C1 |
| СВАРОЧНАЯ ГОЛОВКА ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2396155C1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ОБОЛОЧЕК | 2007 |
|
RU2374053C2 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
| Установка для зачистки сварных швов | 1979 |
|
SU821109A1 |
| Стенд для сборки и сварки кольцевых швов роторов турбин | 1988 |
|
SU1574421A1 |
Изобретение может быть использовано для фрикционной сварки кольцевых и/или продольных швов при изготовлении изделий преимущественно из легких сплавов, например топливных баков ракет-носителей. На основании неподвижно смонтирована передняя бабка 2 и подвижно смонтирована задняя бабка 3. Установленные на бабках планшайбы 4 и 5 оснащены синхронными приводами 12 их вращения и технологической оснасткой 19 для крепления свариваемого изделия 18. Сварочная головка 6 и люнет 7 смонтированы на каретках с возможностью их синхронного сведения и разведения. Каретки установлены оппозитно на тумбах, расположенных по боковым сторонам основания. Люнет оснащен механизмом 15 поперечной подачи, в который встроен датчик силы 16, предназначенный для контроля усилия поджима люнета к свариваемому изделию. Стенд обеспечивает сварку кольцевых и продольных швов изделий различных форм и размеров. 1 з.п ф-лы, 2 ил.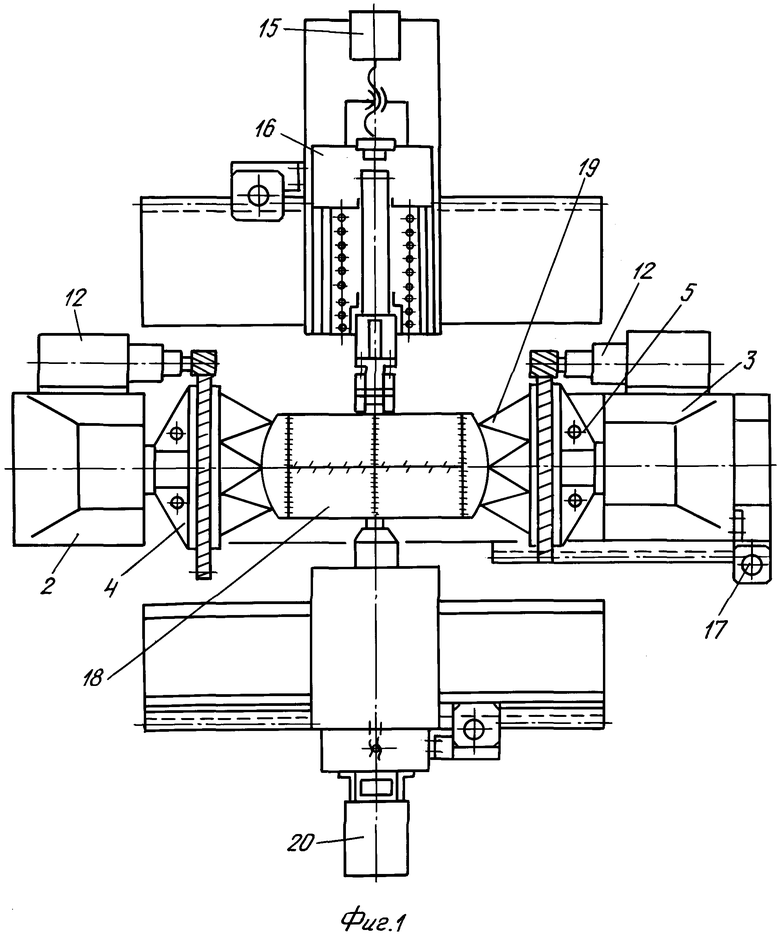
1. Стенд для фрикционной сварки кольцевых или продольных швов, содержащий основание, на котором неподвижно смонтирована передняя бабка и подвижно смонтирована задняя бабка, установленные на бабках планшайбы, оснащенные синхронными приводами их вращения и технологической оснасткой для крепления свариваемого изделия, а также сварочную головку и люнет, установленные оппозитно на тумбах, расположенных по боковым сторонам основания, при этом сварочная головка и люнет смонтированы на каретках, имеющих приводы продольного перемещения, с возможностью их синхронного сведения и разведения, а люнет оснащен механизмом поперечной подачи.
2. Стенд для фрикционной сварки по п.1, отличающийся тем, что в механизм поперечной подачи люнета встроен датчик силы, предназначенный для контроля усилия поджима люнета к свариваемому изделию.
| Машина для сварки трением | 1979 |
|
SU776823A1 |
| УСТАНОВКА ДЛЯ ПРИВАРКИ ТРЕИИЕМ | 0 |
|
SU183040A1 |
| Устройство для сварки трением | 1982 |
|
SU1094706A1 |
| US 2007101838 A1, 10.05.2007. | |||

