Изобретение касается конструкции станков для гибки труб методом наматывания с применением дорна и используется преимущественно в строительно-монтажном производстве.
Известны станки для гибки труб методом наматывания на шаблон с механическим приводом, содержан.1,ие станину, на которой установлены гибочная головка, снабженная механизмом зажима и поджима трубы, и дорн-оправка с механизмом выведения его из трубы после его гибки. В этих станках привод механизма поджима трубы выполнен в виде системы зубчатых реек и шестерен, связанных с главным приводом станка, а дорн-оправка представляет собой тягу с рабочим инструментом, которая посредством BHHTOBOVI пары извлекается из трубы после ее гибки.
Целью предлагаемого изобретения является повышение производительности станков.
Это достигается тем, что привод механизма поджима выполнен в виде размеш.енного в корпусе двуплечего рычага, установленного качательно на оси, одно плечо которого выполнено в виде вилки, связанной подвижно с нальцем, расположенным на колесе механизма привода станка, а другое- в виде зубчатого сектора, соединенного с механизмом поджима, при этом механизм выведения дорна также представляет собой двуплечий рычаг.
одно плечо которого является рукояткой привода, а второе соединено с тягой, расположенной параллельно штанге дорна и связанной с этой штангой при помощи, например, вала и 5 системы рычагов.
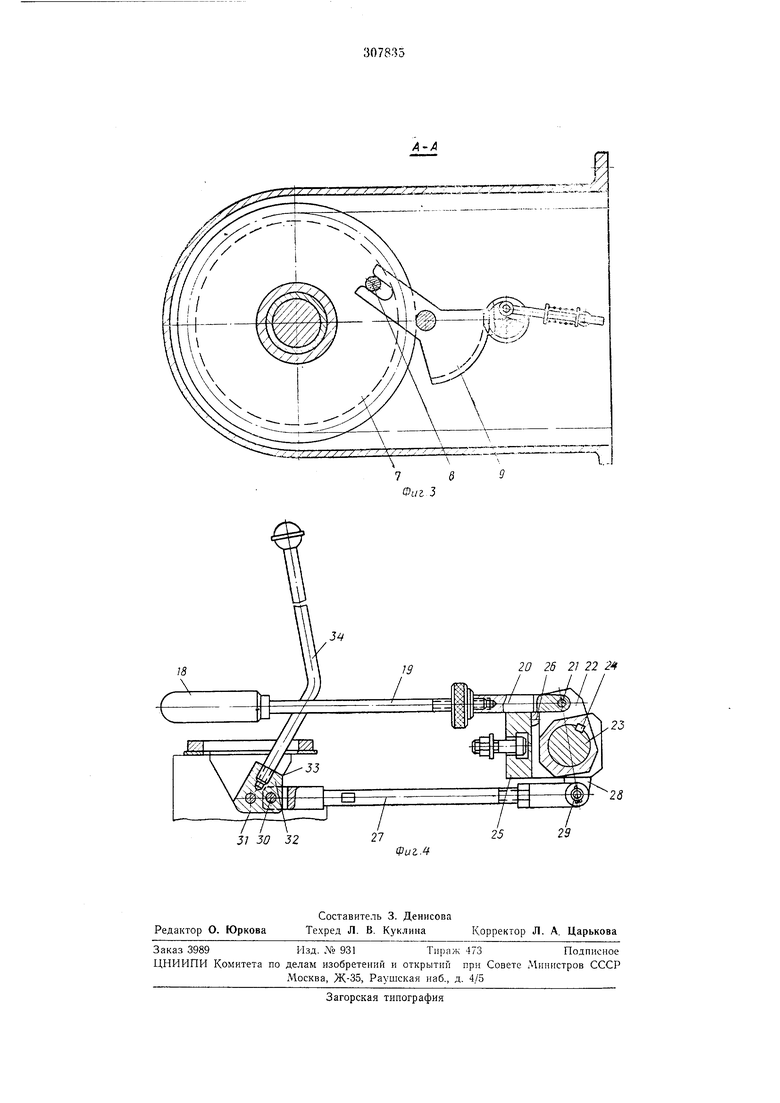
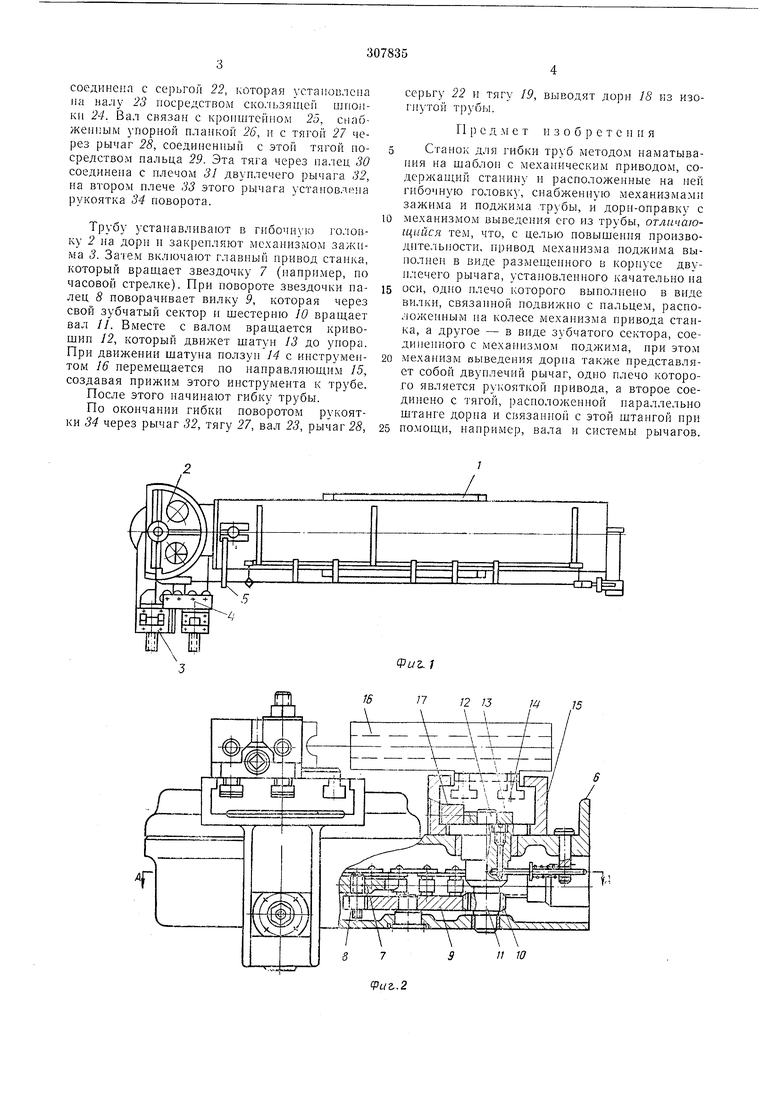
На фиг. 1 изображен предлагае.мой станок, общий вид; на фиг. 2 - механизм поджима; ia фиг. 3-разрез по А-.4 на фиг. 2; фиг. 4- механизм выведения дорпа.
10 Трубогибочный станок состоит из станины /, на которой установлены гибочная головка 2, механизмы зажима 3 и поджима 4 трубы, а также механизацнн выведения дорна 5.
5 Привод механизма подл-;има состоит из корпуса 6, в котором размешена приводная звездочка 7, установленная посредством нальца 8 на вилке 9 с зубчатым сектором. Этот сектор входит в зацепление с шестерней 10, насаженной на вал //, который снабжен крнвошином /2, связанным с шатуном 13 н ползуном 14.
Ползун установлен в направляющих /5 и несет на себе инструмент 16 поджима трубы.
5 Указанные направляющие имеют упор 17 ограничивающий ход шатуна при вращении кривошипа.
соединена с серьгой 22, которая устапоБлена на налу 23 посредством скользящей шгюиК 1 24. Вал связан с кронштейном 25, снабженным упорной планкой 26, и с тягой 27 через рычаг 28, соединенный с этой тягой носредством пальца 29. Эта тяга через налец 30 соединена с плечом 31 двуплечего рычага 32, на втором плече 33 этого рычага установлю а рукоятка 34 поворота.
Трубу устанавливают в гибочную головку 2 на дорп II закрепляют механизмом зажнма 3. Затем включают главный привод станка, который вращает звездочку 7 (например, по часовой стрелке). При повороте звездочки палец 8 поворачивает вилку 9, которая через свой зубчатый сектор и шестерию 10 вращает вал 11. Вместе с валом вращается кривошип 12, который движет шатун 13 до унора. При движении шатуна ползун 14 с инструментом 16 перемещается по направляющим 15, создавая прижим этого инструмента к трубе.
После этого начинают гибку трубы.
По окончании гибки поворотом рукоятки 34 через рычаг 32, тягу 27, вал 23, рычаг 28,
серьгу 22 п тягу 19, выводят дорн 18 из изогнутой трубы.
Г1 ) е д мет изобретения
Станок для гибки труб методом наматывания на шаблон с механическим приводом, содержащий станину п расположенные на ней гибочную головку, снабженную механизмам зажима и поджима трубы, и дори-оправку с
механизмом выведения его из трубы, отличающийся тем, что, с целью повышения производительности, привод механизма иоджима выполнен в виде размещенного в корпусе двуилечего рычага, установленного качательно на
оси, одно плечо которого выполнено в виде вилки, связанной подвижно с пальцем, расположенным на колесе механизма привода станка, а другое - в виде зубчатого сектора, соединепного с мехаинзмом поджима, при этом
механизм 1зыведения дорпа также представляет собой двуплечий рычаг, одно плечо которого является рукояткой привода, а второе соединено с тягой, расиоложеииой параллельно штанге дорна и связанно с этой штаигой нри
помощи, например, вала и системы рычагов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки труб наматыванием | 1972 |
|
SU579069A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Устройство для многоколенной гибки труб | 1990 |
|
SU1734907A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 1964 |
|
SU222858A1 |
| Трубогибочный станок | 1979 |
|
SU837471A1 |
| Цепевязальный автомат | 1979 |
|
SU1022396A1 |
| Трубогибочная машина | 1988 |
|
SU1556786A1 |
| Гибочный автомат с приводом от центральной шестерни | 1986 |
|
SU1433543A1 |
| Устройство для многоколенной гибки труб | 1981 |
|
SU959870A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК С ПРОГРАММИРУЮЩИМ | 1965 |
|
SU170267A1 |