Изобретение относится к области литья изделий с ир.именением упрочняющих заготовок - арматуры и предназначено для использования в оснастке литья металлов под давлением В КОКИЛЬ, литья .пластмасс и других процессов получения армированных деталей.
Известны устройства для подачи арматуры в форму толкателем.
Предлагаемое устройство отличается тем, что оно снабжено фиксатором, выполненным .в 1виде оодпружиненного упора .и двуплечего рычага, один конец /которого шарнирно связан с упором, а другой конец взаимодействует с подвижным толкателем.
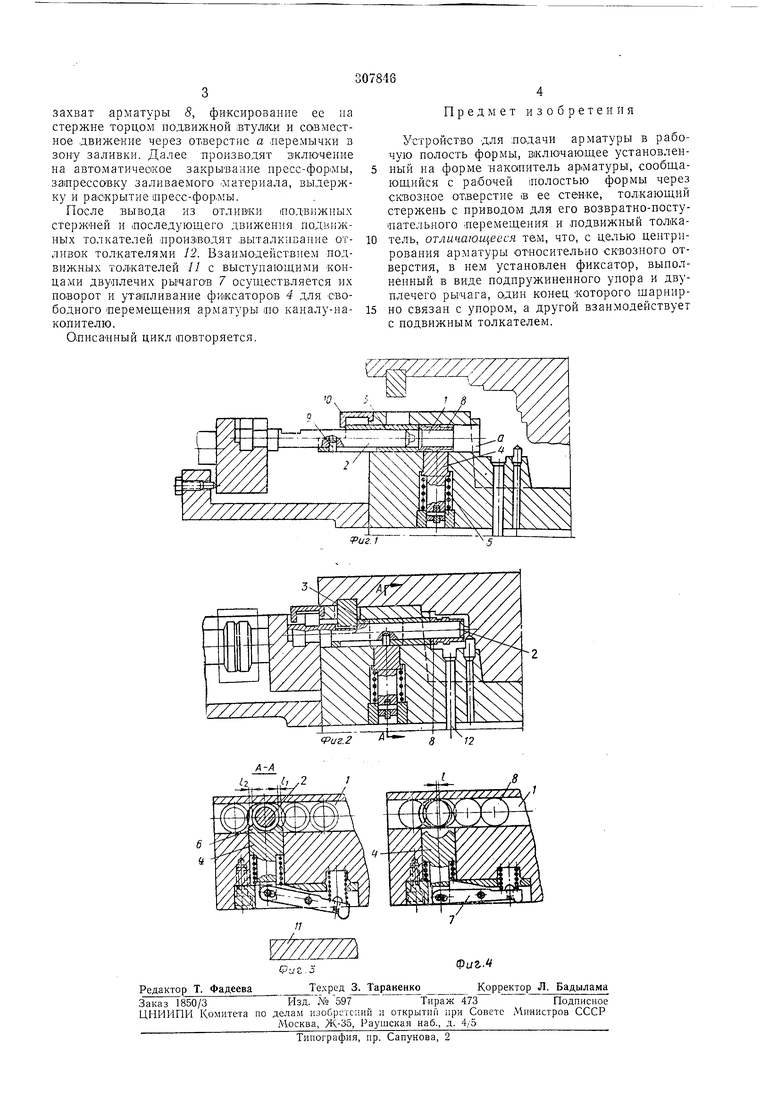
Па фиг. 1 показано предлагаемое устройство, положение перед захватом и подачей арматуры в гнезде формы; на фиг. 2 то же, продольный разрез ло оси лодвижных стерж«ей; на фиг. 3 - разрез ino А-А на фиг. 2; на фиг. 4 - положение при отжиме ловителей.
Устройство состоит из канала-накопителя /, подвижных стержней 2 -с подвижной втулкой 3, фиксатора 4 с пружинами 5 и боковыми выступами 6 и рычага 7.
iB канал-накаиитель под собственным весом ИЛ.И под дейст1вием других сил, например вибрации, подаются ориентированные заготовки- арматура 8 типа втулок и располагаются вплотную друг к другу.
В многогнездных формах на расстоянии, немного большем кратному наибольшему предельному диаметру арматуры, расположены подвижные стержни с подвижной втулкой, обеспечивающие захват арматуры из канала-накопителя и подачу ее в гнездо формы через от1верстня а в перемычке .между гнез.дами формы и Каналом-накопителем. Заполнение канала-накопителя ориентированной арматурой начинают с вывода из гнезд открытой многогнездной пресс-формы подвижных стержней, захватывающих щтифтом 9 подвил ные втулки 3 и устанавливающих их с помощью о.граничителя 10 заподлицо со стенкой канала-накопителя.
Иодвижные толкатели 11 приводятся в движение до взаимодействия с выступающими концами двуплечлх рычагов 7, обеспечивая их поворот, утапливание фиксаторов 4 и сжатие
пружин 5.
Арматура занимает свободное пространство.
При отводе .подвижных толкателей фиксаторы 4 усилием пружин вводят в канал-накопитель, захватывают арматуру, перемещая ее на величину / для центрирования по оси подвижных стержней, при этом выступы фиксаторов отжимают соседние заготовки - арматуру на величины /j и /2- Затем следует
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в ориентированном положении | 1987 |
|
SU1454550A1 |
| Устройство для навивки пружин | 1978 |
|
SU745580A1 |
| Устройство для возврата роликовых коньков на гору разгона | 1982 |
|
SU1171044A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Многогнездная литьевая форма для изготовления полимерных изделий | 1978 |
|
SU766871A1 |
