Изобретение относится к области сварки, конкретнее к оборудованию для сварки разрезанной по винтовой линии трубы с П-образным ребром.
Известно устройство для сборки под сзарку разрезанной по винтовой линии трубы с П-образным ребром, содержащее станину, установленную на станине оправку, механизм напрессовки трубы на оправку и приспособления для обжима напрессованной трубы, выполненные в виде хомутов с силовыми цилиндрами. Однако на этом устройстве не предусмотрены приспособления для ориентации и прижима П-образного ребра к трубе, что снижает производительность.
Предлагаемое устройство отличается от известного тем, что для повышения производительности в нем на станине соосно с механизмом напрессовки и с возможностью поворота относительно горизонтальной оси установлен цилиндрический корпус с винтовым вырезом, соответствующим винтовой линии разреза трубы, в цилиндрический корпус вдоль его длины вмонтирован ряд развернутых по винтовой линии неподвижных траверс с соосными центровыми отверстиями для оправки, на каждой траверсе с возможностью поворота относительно оси оправки закреплено приспособление для обжима и каждая траверса снабжена жестко установленным на ней приспособлением для ориентации и прижима П-образного ребра, выполненным в виде двухпоршневого силового цилиндра, поршни которого соосно расположены один в другом и
установлены симметрично относительно разреза трубы, причем внутренний шток снабжен наконечником, ширина которого соответствует ширине прорези трубы, а наружный шгок снабжен наконечником с вырезом для прижимаемого ребра.
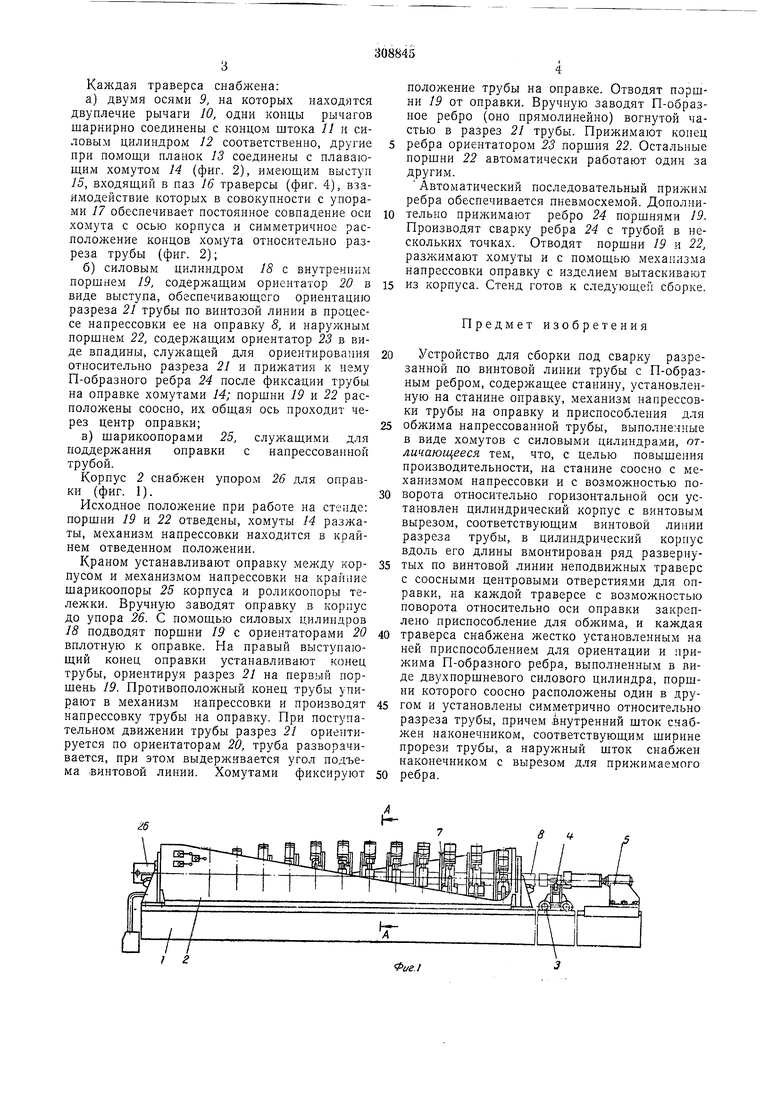
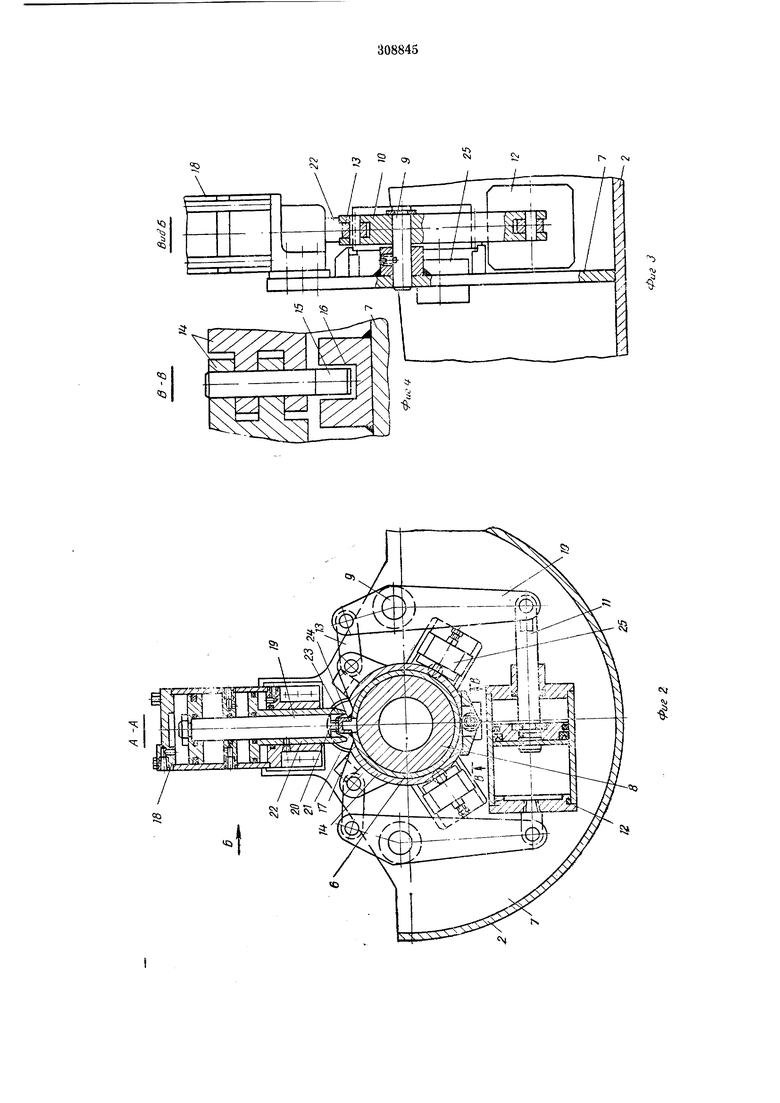
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то же, сечение по А-А на фиг. 1; па фиг. 3 - вид по стрелке Б на фиг. 2; па фиг. 4 - сечение по В-В
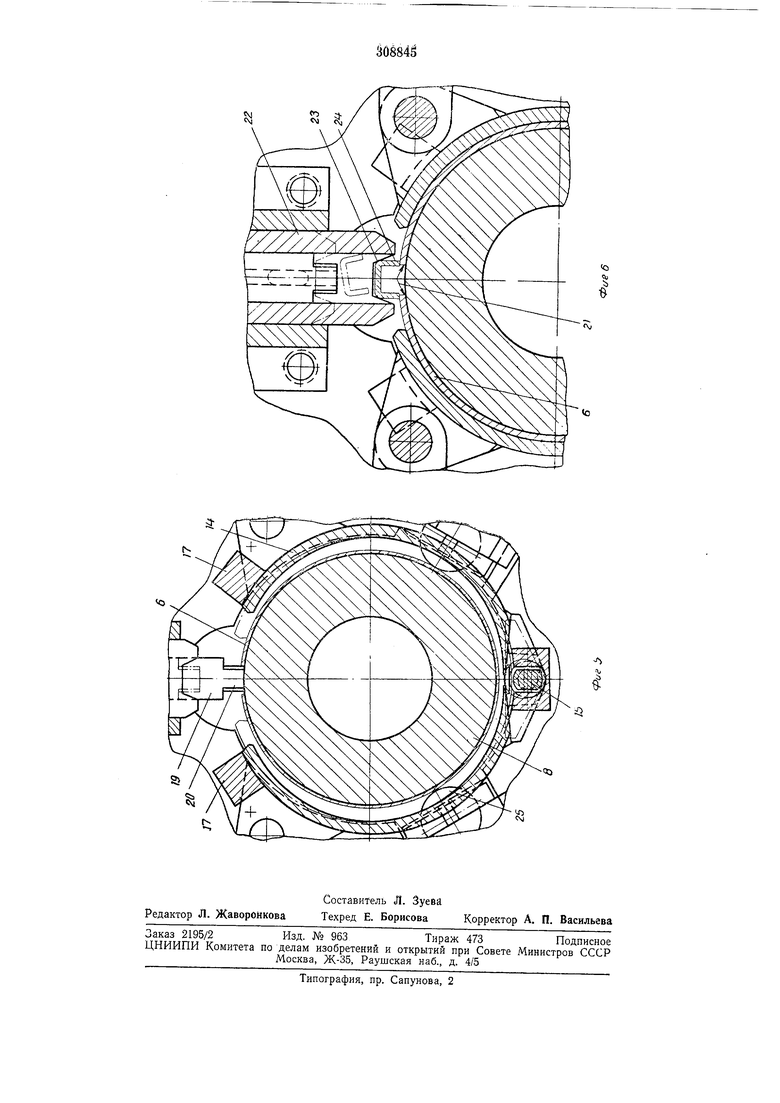
на фиг. 2; на фиг. 5 - положение хомугов
и ориентаторов в момент напрессовки трубы;
на фиг. 6 - установка П-образного ребра
ориентатором.
На станине / установлены цилиндрический
корпус 2, тележка 3 с роликоопорами 4 и механизм напрессовки 5 разрезанной вдоль по винтовой линии большого шага трубы 6. Корпус выполнен в виде трубы с фигурным (винтовым) вырезом, установлен соосно с механизмом напрессовки и с возможностью поворота относительно горизонтальной оси для удобства сварки. К корпусу прикреплены в соответствии с наклоном винтовой линии разреза трубы двенадцать траверс 7 с соосными траверса снабжена: а)двумя осями 9, на которых находятся двуплечие рычаги 10, одни концы рычагов шарнирно соединены с концом штока 11 и силовым цилиндром 12 соответственно, другие нри помощи нланок 13 соединены с плавающим хомутом 14 (фиг. 2), имеющим выступ 15, входящий в паз 16 траверсы (фиг. 4), взаимодействие которых в совокупности с упорами 17 обеспечивает постоянное совпадение оси хомута с осью корпуса и симметричное расположение концов хомута относительно разреза трубы (фиг. 2); б)силовым цилиндром 18 с внутренним поршнем 19, содержащим ориентатор 20 в виде выступа, обеспечивающего ориентацию разреза 21 трубы по винтозой линии в процессе напрессовки ее на оправку 8, и наружным порщнем 22, содерл :ащим ориентатор 23 в виде впадины, служащей для ориентирования относительно разреза 21 и прижатия к нему П-образного ребра 24 после фиксации трубы на оправке хомутами И; поршни 19 и 22 расположены соосно, их общая ось проходит через центр оправки; в)шарикоопорами 25, служащими для поддержания оправки с напрессованной трубой. Корпус 2 снабжен упором 26 для оправки (фиг. 1). Исходное положение при работе на стенде: порщни 19 и 22 отведены, хомуты 14 разжаты, механизм напрессовки находится в крайнем отведенном положении. Краном устанавливают оправку корпусом и механизмом напрессовки на крайние щарикоопоры 25 корпуса и роликоопоры тележки. Вручную заводят оправку в корпус до упора 26. С помощью силовых цилиндров 18 подводят поршни 19 с ориентаторами 20 вплотную к оправке. На правый выступающий конец оправки устанавливают конец трубы, ориентируя разрез 21 на первый поршень 19. Противоположный конец трубы упирают в механизм напрессовки и производят напрессовку трубы на оправку. При поступательном движении трубы разрез 21 ориентируется по ориентаторам 20, труба разворачивается, при этом выдерживается угол подъема винтовой линии. Хомутами фиксируют 5 10 15 20 25 30 35 40 45 50 положение трубы на оправке. Отводят поршни 19 от оправки. Вручную заводят П-образное ребро (оно прямолинейно) вогнутой частью в разрез 21 трубы. Прижимают конец ребра ориентатором 23 поршня 22. Остальные поршни 22 автоматически работают один за другим. Автоматический последовательный прижим ребра обеспечивается пневмосхемой. Донолпительно прижимают ребро 24 поршнями 19. Производят сварку ребра 24 с трубой в нескольких точках. Отводят норшни 19 и 22, разжимают хомуты и с помощью механизма напрессовки оправку с изделием вытаскивают из корпуса. Стенд готов к следующей сборке. Предмет изобретения Устройство для сборки под сварку разрезанной по винтовой линии трубы с П-образным ребром, содержащее станину, установленную на станине оправку, механизм панрессовки трубы на оправку и приспособления для обжима напрессованной трубы, вынолнеяные в виде хомутов с силовыми цилиндрами, отличающееся тем, что, с целью повышения производительности, на станине соосно с механизмом напрессовки и с возможностью поворота относительно горизонтальной оси установлен цилиндрический корпус с винтовы.м вырезом, соответствующим винтовой линии разреза трубы, в цилиндрический корпус вдоль его длины вмонтирован ряд развернутых по винтовой линии неподвижных траверс с соосными центровыми отверстия.ми для оправки, на каждой траверсе с возможностью поворота относительно оси оправки закреплено приспособление для обжима, и каждая траверса снабжена жестко установленным на ней приспособлением для ориентации и прижима П-образного ребра, вынолненны.м в виде двухпоршневого силового цилиндра, порщни которого соосно расположены один в другом и установлены симметрично относительно разреза трубы, причем внутренний шток снабжен наконечником, соответствующим щирине прорези трубы, а наружный шток снабжен наконечником с вырезом д.тя прижимаемого ребра.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ЭЛЕМЕНТОВ ОБЪЕМНОЙ КОНСТРУКЦИИ | 1971 |
|
SU315555A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1969 |
|
SU247902A1 |
| -;ХВг1ЕиКАЯё-:^ .,-•/..•„>&Sfrar^tJ-^-^'--. •^•.•.-^-.•«-' | 1973 |
|
SU388044A1 |
| СТАНОК ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU427827A1 |
| ПРИСПОСОБЛЕНИЕ К МНОГОПИЛЬНОМУ СТАНКУ ДЛЯ РАЗРЕЗАНИЯ ДЕРЕВЯННЫХ ГНУТОКЛЕЕНЫХ БЛОКОВ | 1965 |
|
SU175639A1 |
| Устройство для сборки изделий под сварку | 1973 |
|
SU510340A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| УСТРОЙСТВО для ДУБЛИРОВАНИЯ РУЛОННЫХ МАТЕРИАЛОВ | 1973 |
|
SU389950A1 |
v
