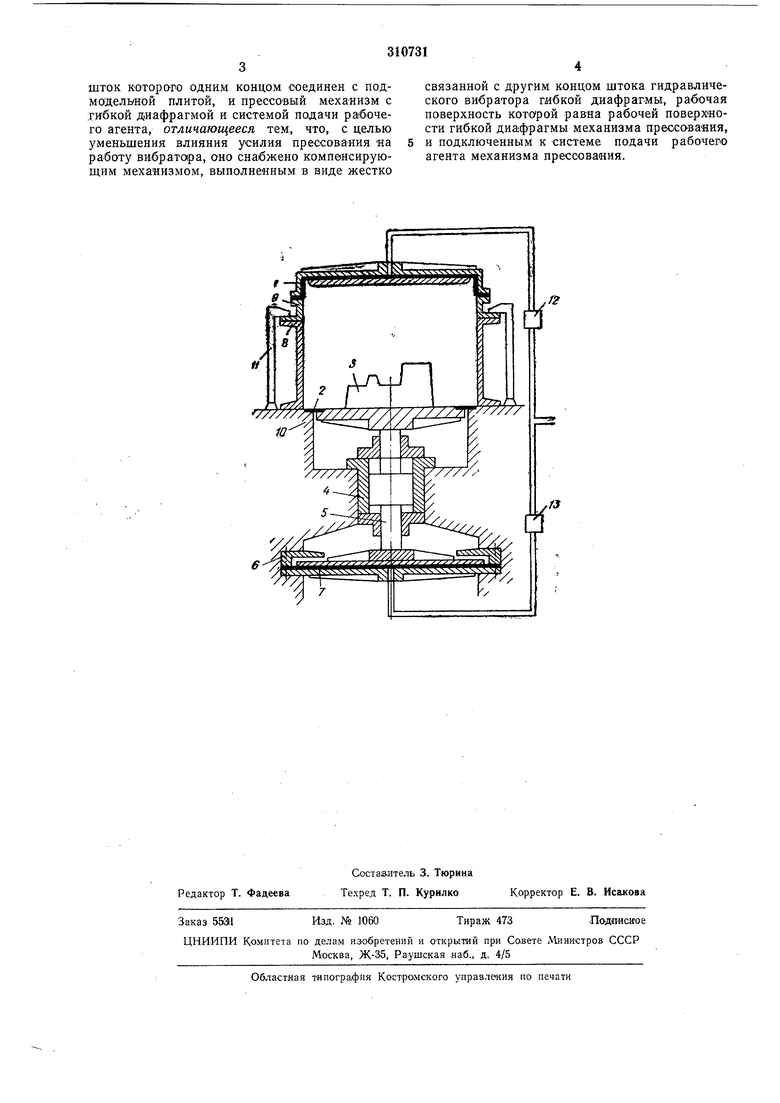
В известных устройствах для изготовления форм путем вкбрОПрессоваНия смеси часть энергии вибратора расходуется на вибрирование опоки, прессующего устрОЙства и модельной оснастки. Описываемое устройство отличается тем, что оно снабжено компенсирующим механизмом, выполненным в виде жестко связаиной с друГИМ концом щтока гидравлического вибратора гибкой диафрагмы, рабочая по-верхность которой равна рабочей поверхности гибкой диафрагмы механизма прессования, и подключенным к системе лодачи рабочего агента механизма прессования. Это уменьщает влияние усилия (Прессования на работу вибратора. На чертеже схематически изображено описываемое устройство в разрезе. Оно состоит из механизма прессования смеси, включающего гибкую диафрагму 1, подмодельной плиты 2 с моделью 3 и гидравлического вибратора 4, щток 5 которого одним концом соединен с подмодельной плитой, а другим - с ко.мпенсирующим механизмом 6. Ком пенсирующий механизм включает гибкую диафрагму 7, рабочая поверхность которой равна рабочей поверхности гибкой диафрагмы 1. вочной смесью. Далее устанавливают механизм прессования, и начинают процесс уплотнения смеси путем подачи сжатого воздуха через перепускной вентиль 12, при этом гибкая диафрагма 7 поднимается и впрессовывает модель 3 внутрь опоки 8 на величину амплитуды колебания модельной оснастки. После этого открывают перепускной вентиль 13, и рабочие полости прессующего и компенсирующего механизмов соединяются. В работу включают гидравлический вибратор 4. По закану сообщающихся сосудов давление в рабочих полостях прессующего и компен-сирующего механизмов остается одинаковым, несмотря на его увеличение за счет повыщения плотности смеси. При этом мощность вибратора расходуется только на полезную работу. По окончании уплотнения смеси вначале перекрывают перепускной вентиль 12, соединяя рабочую полость компенсирующего устройства с ат.мосферой. Вибрируемый комплект под действием усилия прессования опускается, фИКсируя лад полуформы, после чего перекрывают перепускной вентиль 13. Предмет изобретения Устройство для изготовления литейных форм путем вибропрессования смеси, включающее рабочий стол, гидравлический вибратор,.
шток которого одним концом соединен с подмодельной плитой, и прессовый механизм с .гибкой д,иаф рагмой и системой подачи рабочего агента, отличающееся тем, что, с целью уменьшения влияния усилия прессова«ия на работу вибратора, оно снабжено компенсирующим механизмом, выполненным в виде жестко
связанной с другим концом штока гидравлического вибратора гибкой диафрагмы, рабочая поверхность которой равна рабочей поверхности гибкой диафрагмы механизма преосова«ия, и подключенным к системе подачи рабочего агента механизма прессования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| Формовочная машина | 1982 |
|
SU1065074A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038893C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ НОЛУФОРМ | 1966 |
|
SU187253A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1970 |
|
SU282610A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Формовочная машина для изготовления литейных форм прессованием | 1958 |
|
SU119312A1 |
ГЗ
