Известны машины для изготовления литейных полуформ прессованием при помощи колодки из отдельных прессовых элементов, имеюпшх обпдий привод.
Отличие описываемой машины состоит в том, что опа снабжена задающим устройством, снабженным корпусом, внутри которого размещены по координатной сетке цилиндры с датчиками и штоками-ш,упами, а каждый прессовый элемент пмеет индивидуальный привод, управляемый через счетно-аналитическое и запоминающее устройства задающим устройством. Это позволяет получать равномерную плотность смеси по всему объему полуформы. Новым является и то, что каждый щток-щуп выполнен полым со стенкой, имеющей отверстия, расположенные под углом к его оси, что обеспечивает обдув модели.
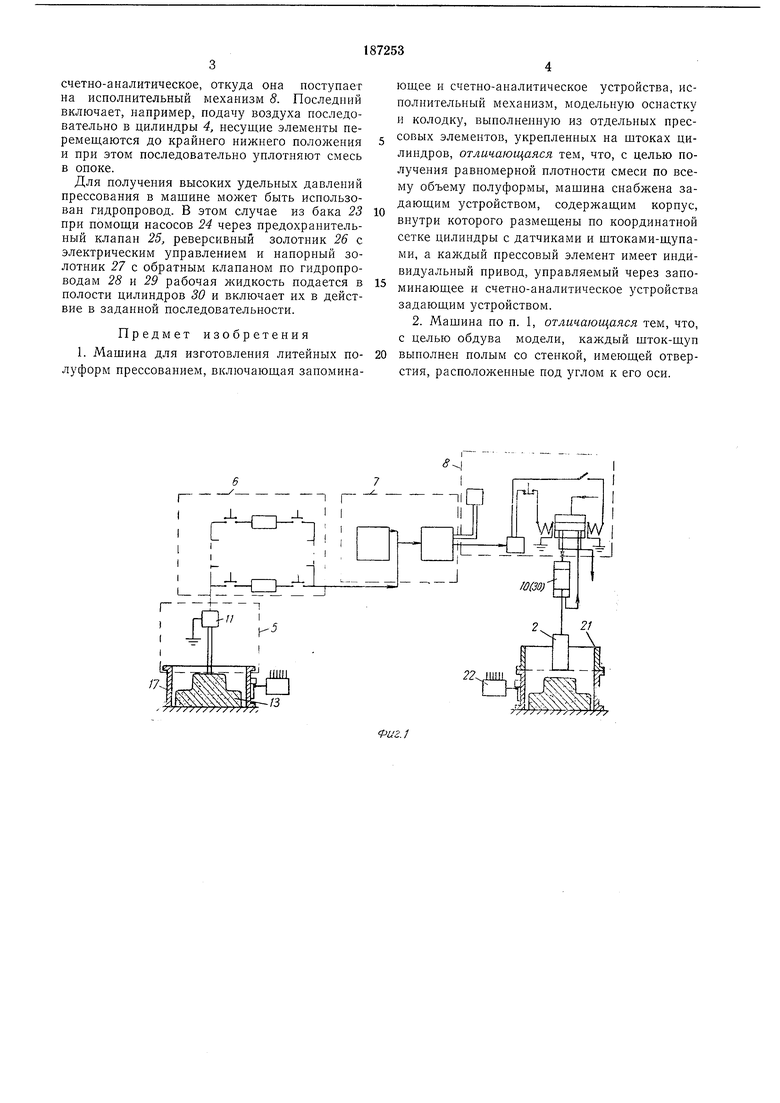
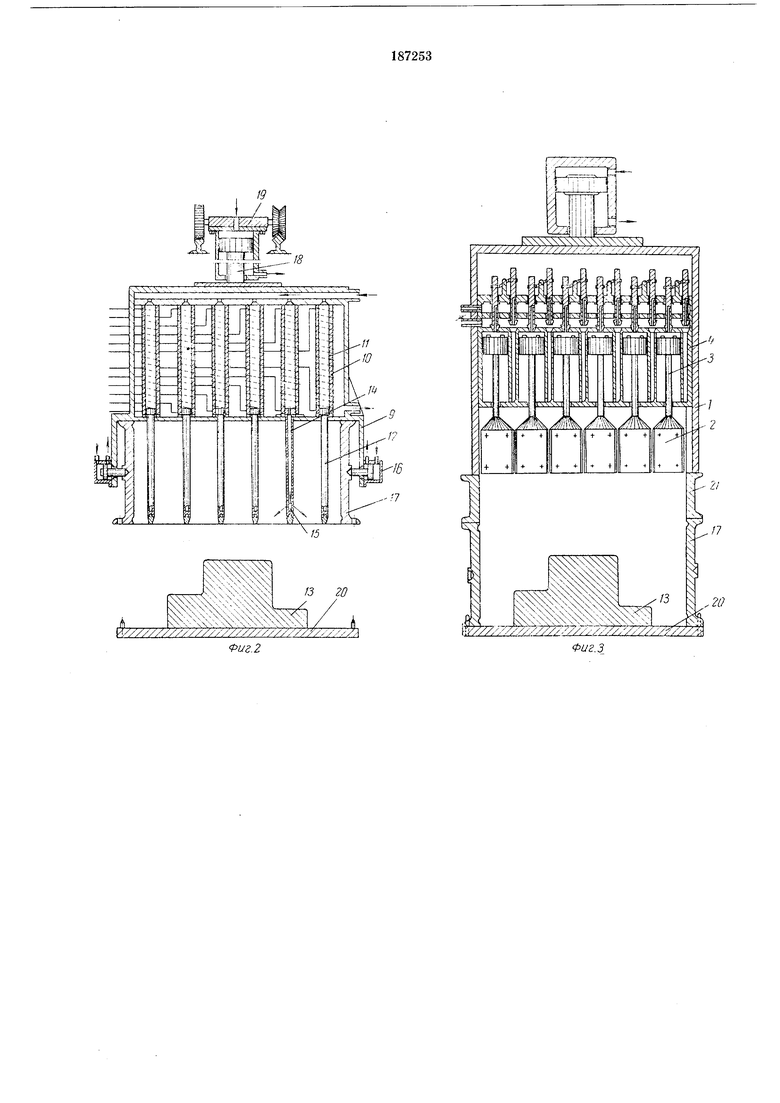
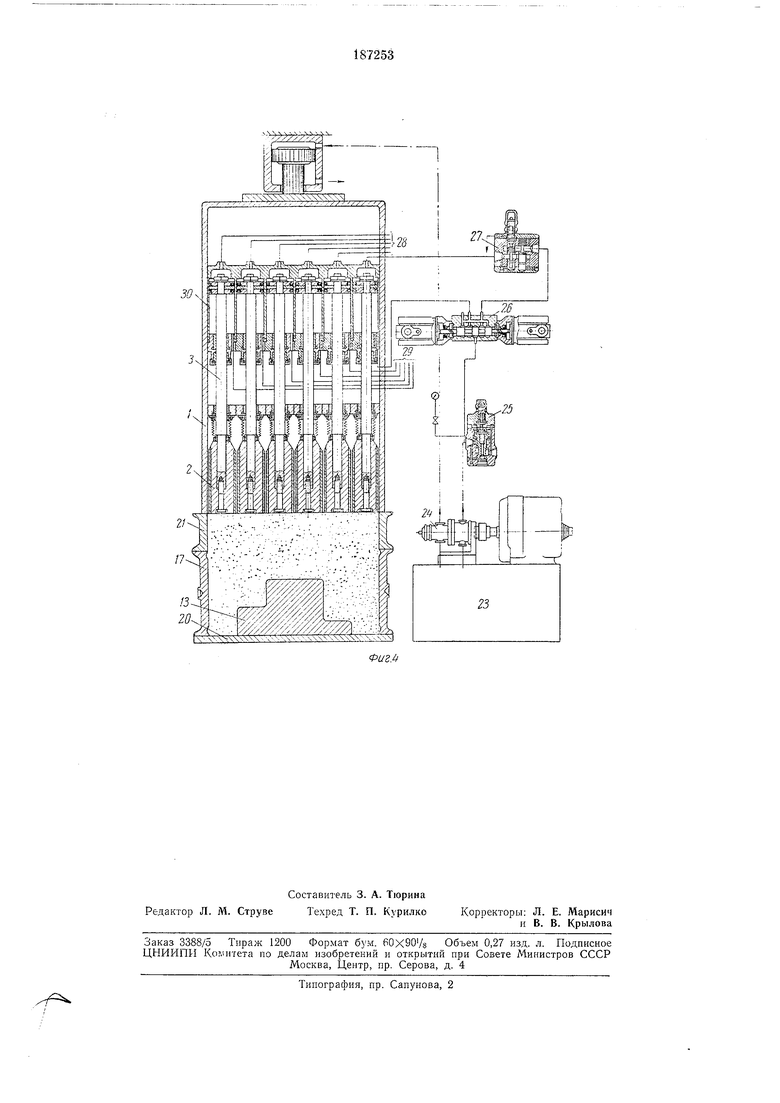
На фиг. 1 изображена электрическая схема управления работой прессовых элементов; на фиг. 2 - задающее устройство; на фиг. 3- пневматическая прессовая колодка; на фиг. 4 - гидравлическая прессовая колодка.
Колодка / состоит из отдельных прессовых элементов 2, укрепленных на штоках 5 цилиндров 4. Для индивидуального управления элементами 2 мащина снабжена задающим 5, запоминающим 6 п счетно-аналитическим 7 устройствами и исполнительным механизмом 8.
Задающее устройство содержит корпус 9, внутри которого размещены по заданной координатиой сетке пневмоцилиидры W с датчиками //. Штоки 12 ппевмоцилиндров 10 служат щупами высоты элементов модели 13 и являются одновременно форсунками для ее обдува. Каждый щуп выполнен со стенкой 14, имеющей отверстия 15, расположенные под углом к его оси. Нижняя часть штока снабжена резиновым наконечником и воздухопепроницаемой перегородкой.
Задающее устройство, захватив при помощи пневмоцилиндров 16, располол :енных на стенках его корпуса, опоку 17, поднимается цилиндром 18 и при помощи подвижной тележки 19 перемещается до упора над модельной оснасткой. Конечный выключатель дает команду на опускание опоки на подмо.аельную нлиту 20, при этом часть щтоков 12 соприкасается с моделью, за счет чего они поднимаются в корпусе цилиндра 10 на онределен 1ую высоту. При соприкосновении опоки с подмодельной плитой включается подача питания па датчики //, сигналы с которых снимаются и
передаются на запоминающее устройство. При подходе наполненной формовочной С1 1есью опоки с наполнительной рамкой 21 к позиции прессования включается конечный выключатель 22, который дает команду на выдачу
счетно-аналитическое, откуда она поступает на исполнительный механизм 8. Последний включает, например, подачу воздуха последовательно в цилиндры 4, несущие элементы перемещаются до крайнего нижнего положения и при этом последовательно уплотняют смесь в опоке.
Для получения высоких удельных давлений прессования в машине может быть использован гидропровод. В этом случае из бака 23 при помощи насосов 24 через предохранительный клапан 25, реверсивный золотник 26 с электрическим управлением и напорный золотник 27 с обратным клапаном по гидропроводам 28 и 29 рабочая жидкость подается в полости цилиндров 30 и включает их в действие в заданной последовательности.
Предмет изобретения 1. Машина для изготовления литейных полуформ прессованием, включающая запоминающее и счетно-аналитическое устройства, исполнительный механизм, модельную оснастку и колодку, вынолненную из отдельных прессовых элементов, укрепленных на штоках цилиндров, отличающаяся тем, что, с целью получения равномерной плотности смеси по всему объему полуформы, машина снабжена задающим устройством, содержащим корпус, внутри которого размещены по координатной сетке цнлиндры с датчиками и штоками-щупами, а прессовый элемент имеет индивидуальный привод, управляемый через запоминающее и счетно-аналитическое устройства задающим устройством.
2. Машина по п. 1, отличающаяся тем, что, с целью обдува модели, каждый шток-щуп выполнен полым со стенкой, имеющей отверстия, расположенные под углом к его оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для уплотнения литейных полуформ | 1990 |
|
SU1748920A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Многопозиционный прессово-формовочный автомат | 1984 |
|
SU1235622A1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Способ изготовления литейных форм | 1980 |
|
SU980928A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Формовочная машина | 1977 |
|
SU839661A1 |
| ВИБРОПРЕССОВАЯ ФОРМОВОЧНАЯ МАШИНА | 1968 |
|
SU221222A1 |
| Формовочная машина | 1975 |
|
SU569371A1 |
/3
Фиг.2
30
