Изобретение относится к устройствам для получения кольцевых гофров на трубах.
В основном авт. сз. Л 188472 описано устройство для производства трубопроводов с кольцевы.м гофром, содержапхее формующую головку с полуматрицами и подвижным и профильным замками и уплотнительную штангу. Однако такое устройство не обеспечивает получения качественных гофрпрова,нных длинномерных трубопроводов малого диаметра из-за малой жесткости уплотнительной И1танги.
Цель изобретения - предотвращение искажения гофров при производстве трубопроводов с диаметром, преимущественно превышающи.У 6 мм. Это достигается тем, что устройство снабжено неподвижным зажимом, в котором жестко закреплена одним концом уплотнительная щтанга, и механизмом натяжени.я, связанным с другим концом уплотнительной щта.нги.
Профильный замок снабжен приводом его перемещения вдоль штанги в исходное положение и фиксации относительно штанги при смыкании полуматриц.
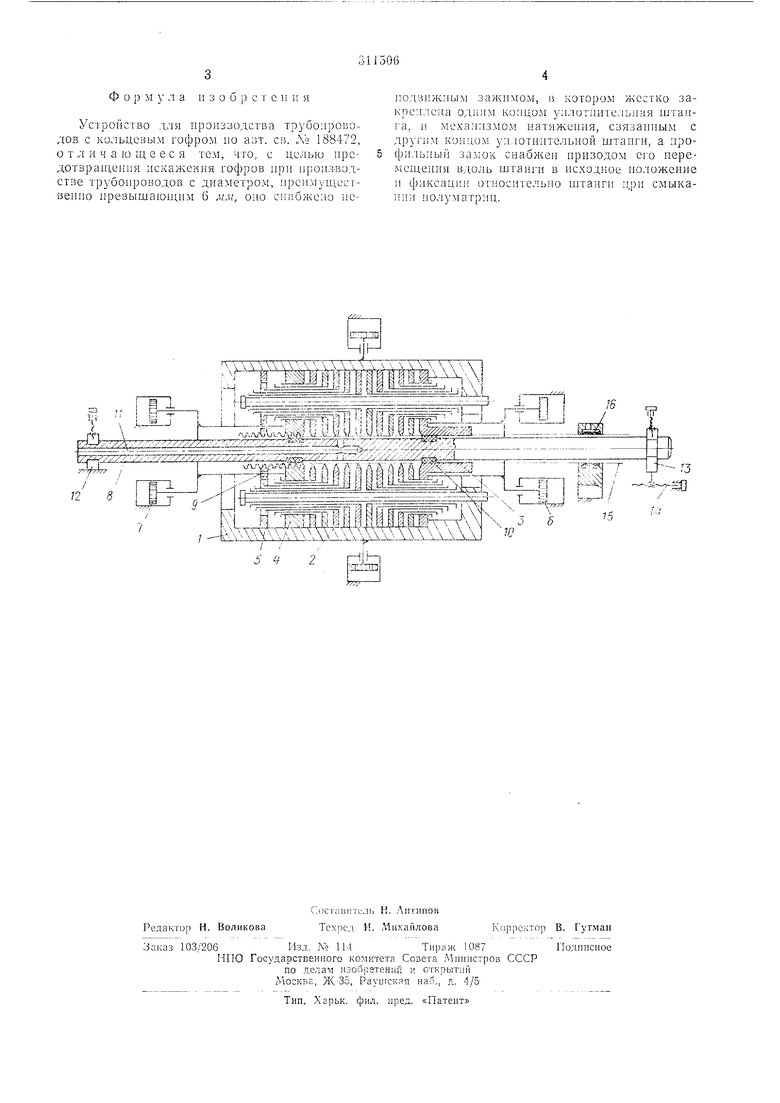
На чертеже показано устройство для гофрпро.вания труб.
В разъемной формующей головке / установлены нолуматрицы 2, подвижный 3 и профильный 4 замки и элемент 5 сближения гофров. Замки 3 11 4 соединены с приводами 6 и 7 их перемещения в формующей головке /.
Уплотнительная штанга 8 с манжетами 9 и 10 имеет канал // для подвода рабочей жидкости и закреплена одним концом в ненодзижном зажиме 12, а другим - в подвижнсл зажПМе 13, связа 1ном с винтовым меха Г:1; 10м 14 }1атял сния уплот 1ительной щтангж Трубмая заготовка 15, надетая на штангу, охватывается зажимной манжетой 16.
Заготовка 15 предварительно формуется рабочей жидкостью, подаваемой ио каналу 11 штанги 8, по иолуматрицам 2 между манжетами 9 и 10. Осадка предварительно отфор5мованных гофров при сохранении давления рабочей жидкости в канале 11 и неподвижном профильном замке 4 производится иодвпж ым замком 3 под действием привода 6. Затем давление жидкости сиимается, и по0средством привода 6 производится сблии ение ранее отформованных гофров .-)лемектом 5 и замком 4, а также подача :г гоTOBKii. После зажима заготовки 15 манжетой 16 на неподвижной штанге 8, растянутой ме5ха измом 14, головка 1 размыкается, а ее зямки 3 и 4 и полуматрицы 2 возвращаются в исходное положение под действием приводов 6 и 7. Повторение цикла формовки гофров ироизводится после смыкання головки } и освобож.дения заготовки 15 манжетой 16.
Фор м у л а и 3 о б р с 1 с н и я
Устройство для производства трубопроводов с кольцевым гофром по авт. св. ДЬ 1884-72, о т л и ч а 10 ш, е е с я тем, что, с целью прсдотзрап1,е1и1я пскажекия гофров прп производетве трубоцроводов с диаметром, преимущесгвеппо превышающпм 6 мм, оно снабжено неподвпжпым зажпмом, н котором жестко заKiien.ieHa o;uii M кслщо.м уплотпите.льпая штанга, п механизмом натяжепия, связаппым с другпм концом уптотпптельпой штапги, а профильный замок снабжеп приводом его перемещения вдоль штанги в исходное положение и фиксации относительно штанги н.рн смыкании пол у матриц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| УСТРОЙСТВО для ПРОИЗВОДСТВА ТРУБОПРОВОДОВ с КОЛЬЦЕВЫМ ГОФРОМ | 1966 |
|
SU188472A1 |
| Формующая головка станка для изготовления гофрированных труб | 1983 |
|
SU1146118A1 |
| Устройство для производства трубо-проводов с кольцевым гофром | 1973 |
|
SU508303A1 |
| Способ изготовления труб с кольцевыми гофрами и устройство для его осуществления | 1987 |
|
SU1535664A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2000 |
|
RU2198050C2 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Устройство для изготовления гофрированных труб | 1977 |
|
SU733791A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ГОФРАМИ | 1992 |
|
RU2016685C1 |
| Способ изготовления гофрированных тонкостенных труб и устройство для его осуществления | 1987 |
|
SU1503934A1 |
П: Т Штт1тШУ:
J 5-
I Ц.;гг- ;::: г.---ri -, I I х1 С77;
ЧНГПт ё тгТТГТТя h и М М Н и К
.i|r A 4l-f№v x N
/ -ii:u N;(Л ОЛМ-:А-vAAJ, v.J
SCT:I
