Известно устройство коррекции траектории движения режущего инструмента для копировальных станков в зависимости от величины погрешности первой обработанной детали, взятой в качестве дополнительного конира, щуп которого связан суммирующим рычагом со щупом основного копира. В траекторию движения инструмента вносится понравка, неременная ио длине изделия, но ностоянная от детали к детали.
Цель изобретения - повышение точност коррекции за счет регулирования величины корректирующей поправки в ходе технологического процесса. Для этого в предложенном устройстве суммирующий рычаг соединен со щупом осповпого нли дополнительного копира носредством установочно перемещаемой ползушки, предназначенной для изменения соотношения длин нлеч рычага.
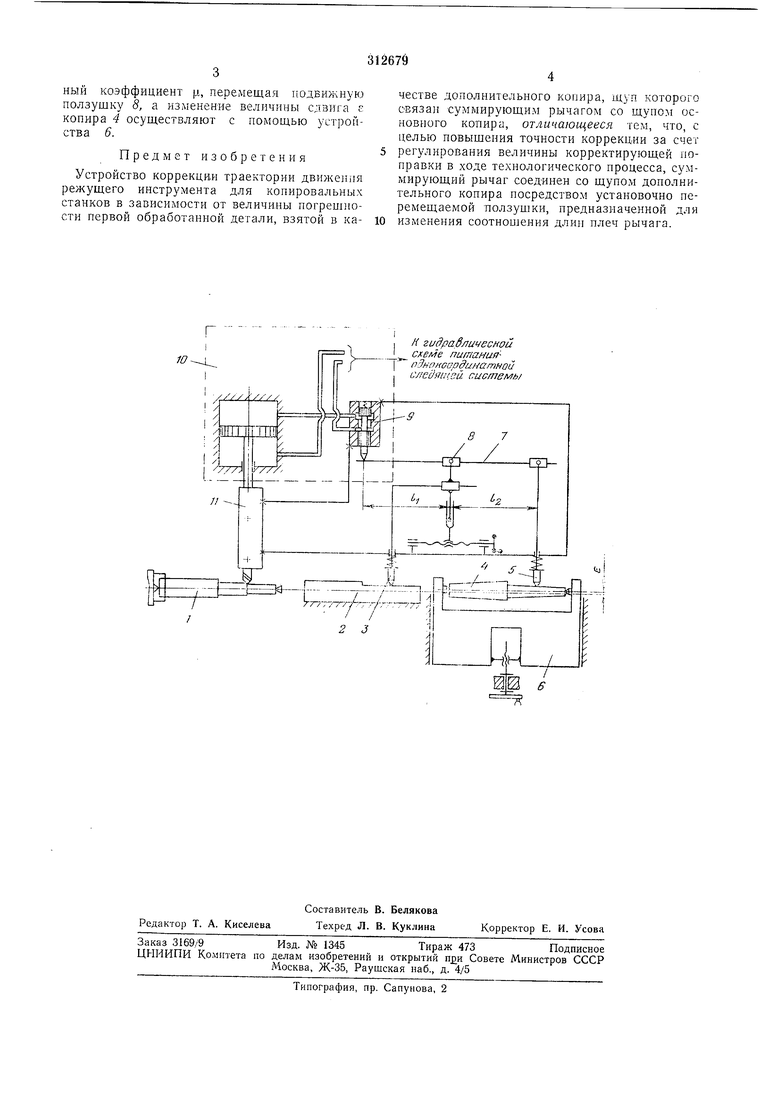
На чертеже показана кинематическая схема предлагаемого устройства.
Оно содержит заготовку /, копир 2, щуп 3, дополнительный копир 4 (первая обрабатываемая деталь), дополнительный щуп 5, устройство 6, предназначенное для смещения дополнительного копира, суммирующий рычаг 7 с подвижной осью качания на ползушке 8, свободное плечо которого воздействует на золотник 9 однокоординатной гидравлической следящей системы 10, которая нреобразует перемещения золотника в перемещения резцедержателя //.
Устройство работает следующим образом. Прн обработке первой заготовки на данном станке дополнительный щуп 5 неподвижно закрепляется в резцедержателе 11. Элементы крепления на схеме не показаны. При обработке второй заготовки устанавливается порван обработаппая деталь в качестве донолпительного копира 4. Щуп 5 отслеживает погрешности обработки первой детали, увеличенные на величину сдвига Е. Движение щупа 3 суммируется с движением щупа 5 с помощью рычага 7. Причем движение щупа 3 передается один к одному на свободный конец рычага 7, а движение щупа 5 передается с нередаточiiным отношением, равным -. Это передаточное
/2
отнощение является масштабным коэффицнентом .1. Резцедерн атель // с помощью гидравлической следящей системы отслеживает перемещения свободного конца рычага 7. Таким образом, в траекторию движения инструмента вносят корректирующую поправку, равную произведению масштабного коэффициента на сумму величины сдвига дополнительного копира с погрешностями первого обработанного изделия.
ный коэффициент |,i, перемещая нодвижную ползушку 8, а изменение величины сдвига с копира 4 осуществляют с помощью устройства 6.
Предмет изобретения
Устройство коррекции траектории движения режущего инструмента для копировальных станков в зависимости от величины погрецпюсти первой обработанной детали, взятой в качестве дополнительного копира, щуп которого связан суммирующим рычагом со щупом основного копира, отличающееся тем, что, с целью новыщения точности коррекции за счет
регулирования величины корректирующей поправки в ходе технологического процесса, суммирующий рычаг соединен со щупом дополнительного копира посредством установочно перемещаемой иолзущки, предназначенной для
изменения соотношения длии плеч рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОРРЕКЦИИ ТРАЕКТОРИИ ДВИЖЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТАI::,.;. И"НО-ТЕХНН4Г ! ЬИЕ.Г)ИОТЕН/ | 1971 |
|
SU319388A1 |
| Система автоматической коррекции положения и траектории движения копировального суппорта | 1975 |
|
SU543497A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1967 |
|
SU222848A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМ ТОКАРНЫМ СТАНКОМ С АВТОМАТИЧЕСКОЙ КОРОБКОЙ СКОРОСТЕЙ ПОДАЧ СТАНКА | 2013 |
|
RU2543020C2 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1991 |
|
RU2024358C1 |
| СПОСОБ КОМПЕНСАЦИИ ПОГРЕШНОСТЕЙ | 1969 |
|
SU248444A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Станок для копировальной обработки | 1981 |
|
SU998095A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПАКЕТОВ ПОРШНЕВЫХ ИЛИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ | 2001 |
|
RU2179090C1 |
ЮН гидравлццесной схеме питанияпдм7нооодииатной
