По основному авт. св. № 312679 .известно устройство коррекции траектории движения режущего инструмента для копировальных станков. Корректирующая поправка вносится в зависимости от величины погрешности первой обработанной детал.и, взятой в качестве дополнительного копира, щуп которого связан со щупом основного копира посредством суммирующего рычага с регулируемым соотношением длин плеч с помощью перемещаемой по нему ползушки.
С целью повышения эффективности действия в предложенное устройство введен вариатор, соединенный через передачу винт-гайка с ползушкой рычага.
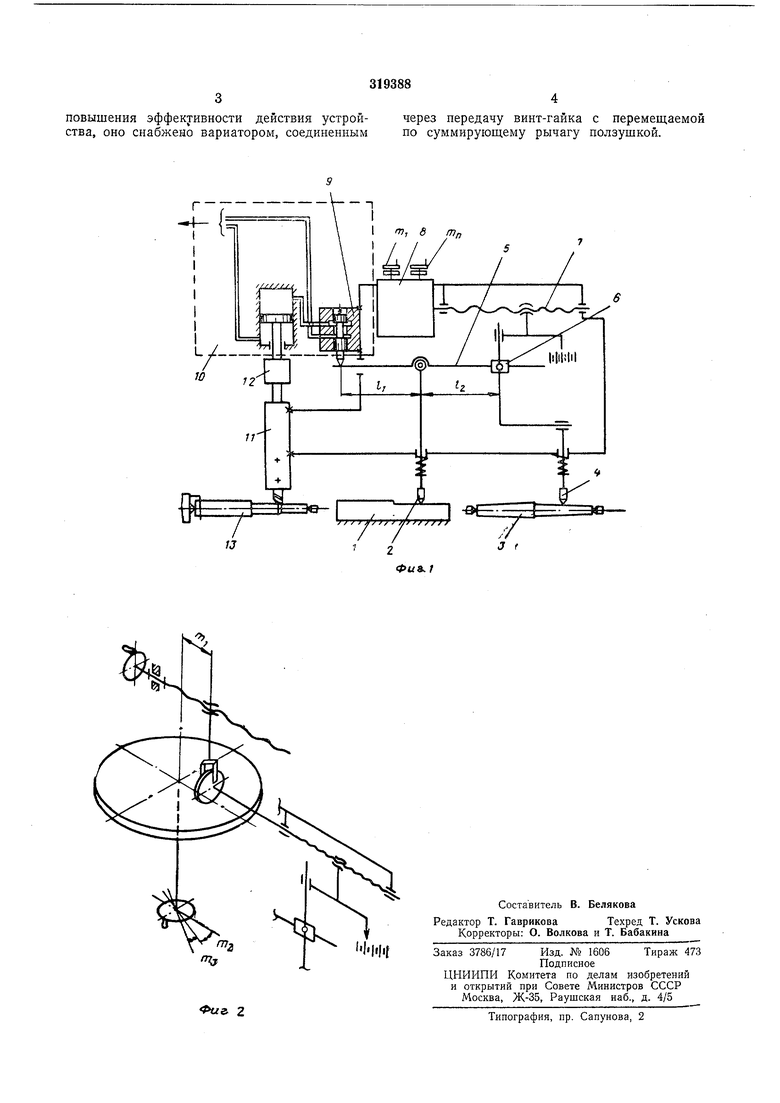
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2 - схема установки заданных величин в вариаторе.
Устройство имеет основной копир 1, щуп 2, дополнительный копир 3 (первая обрабатываемая деталь) со щупом 4, суммирующий рычаг 5, имеющий на одном конце ползушку 6, устанавливаемую в соответствии с величиной масштабного коэффициента посредством винта 7 и вариатора 8, и воздействующий другим концом на золотник 9 однокоординатной гидравлической следящей системы 10, которая преобразует перемещения золотника в перемещения резцедержателя 11. Для компенсации постоянной по длине составляющей погрешности предусмотрено устройство 12.
Перед обработкой партии изделий предварительно определяются самые жесткие и самые податливые сечения обрабатываемого валика. При обработке «первой заготовки 13 дополнительный щуп неподвижно закрепляется в резцедержателе. С помощью устройства добиваются, чтобы погрешность в самом жестком сечении «первого валика равнялась нулю. Масштабный коэффициент, равный отношению длин плеч рычага , устанавлива 1ют с помощью вариатора, соединенного через
винт с ползушкой. В вариаторе устанавливают две величины: величину Шь равную разности погрешностями в самом жестком и самом податливом сечениях «первого обработанного валика и величину ш„, равную
разности между погрешностямИ в самом жестком и самом податливом сечениях л-го валика. Величина т остается постоянной на протяжении обработки всей партии, а величина гпп устанавливается по мере необходимости в ходе обработки. 3 повышения эффективности действия устройства, оно снабжено вариатором, соединенным 4 через передачу винт-гайка с перемещаемой по суммирующему рычагу ползушкой.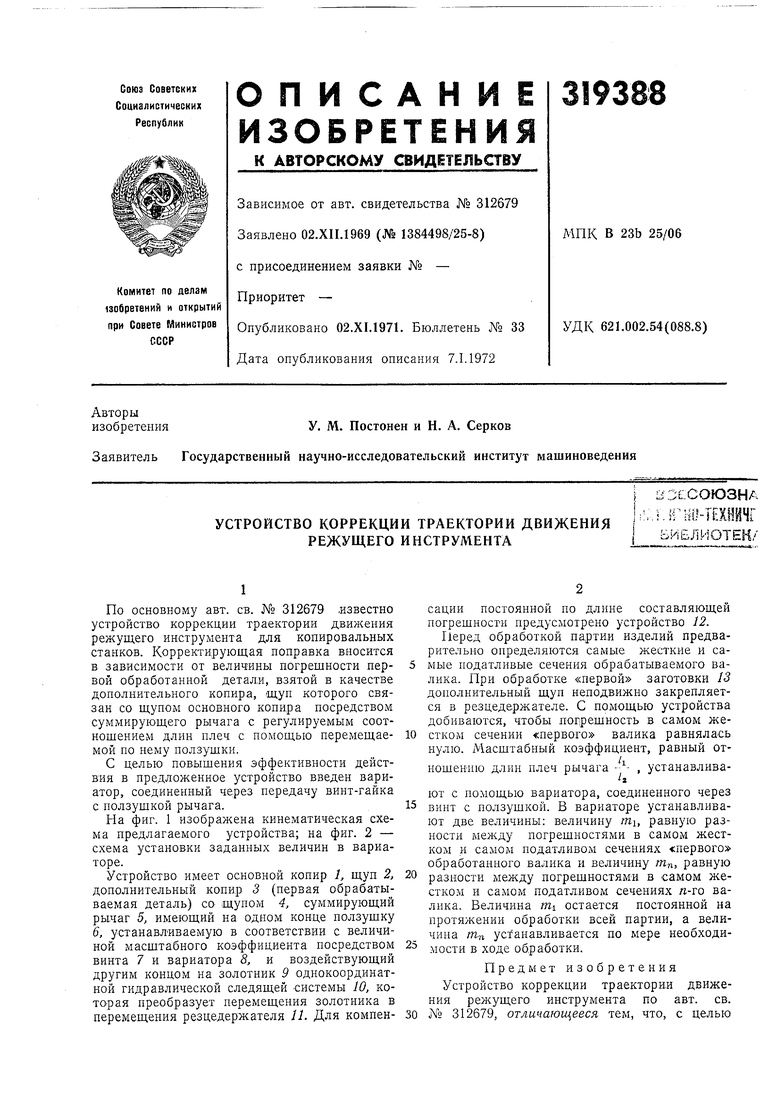
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОРРЕКЦИИ ТРАЕКТОРИИ ДВИЖЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1971 |
|
SU312679A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2004 |
|
RU2254964C1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1991 |
|
RU2024358C1 |
| Система автоматической коррекции положения и траектории движения копировального суппорта | 1975 |
|
SU543497A1 |
| Копировальное устройство для обработки фасонных поверхностей вращения | 1977 |
|
SU703250A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2294262C1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
-ЭЕ
1 «
шГ7
/i J t г
