Известны способы автоматического управления процессом глубокого сверления, основанные на контроле упругих перемендений, возникающих под действием сил резания в системе станок-приспособление - инструмент - деталь (СПИД).
Однако известный способ обладает тем недостатком, что он не реагирует на быстрые колебания нагрузки и вибрации сверла, нередко возникающие в процессе резания и сопровождаемые характерными щумами (треском, скрипом и т. д.): В результате таких вибраций наблюдаются поломки сверла при номинальной нагрузке, не превыщающей нормальную.
Цель изобретения - выявление начальных нарущений работы сверла, сопровождающихся его вибрацией, и предупреждение его поломки.
Это достигается тем, что по предлагае: юму способу улавливают звуковые колебания, возникающие в процессе резания в системе СПИД, преобразовывают их в электрические сигналы, выделяют нз них сигнал, генерируемый сверлом и деталью, и используют его для изменения режима обработки.
Предлагаемый способ поясняется чертежом.
Вибрации сверла вызывают соударение сверла и детали и генерируют звуковые колебания в звукопроводящую среду станка.
Параметры звуковых колебаний зависят от режима обработки, состояния режущего инструмента и других условий.
Предлагаемый способ основан на использовании звуковых колебаний, возникающих в процессе резания, и заключается в следующем.
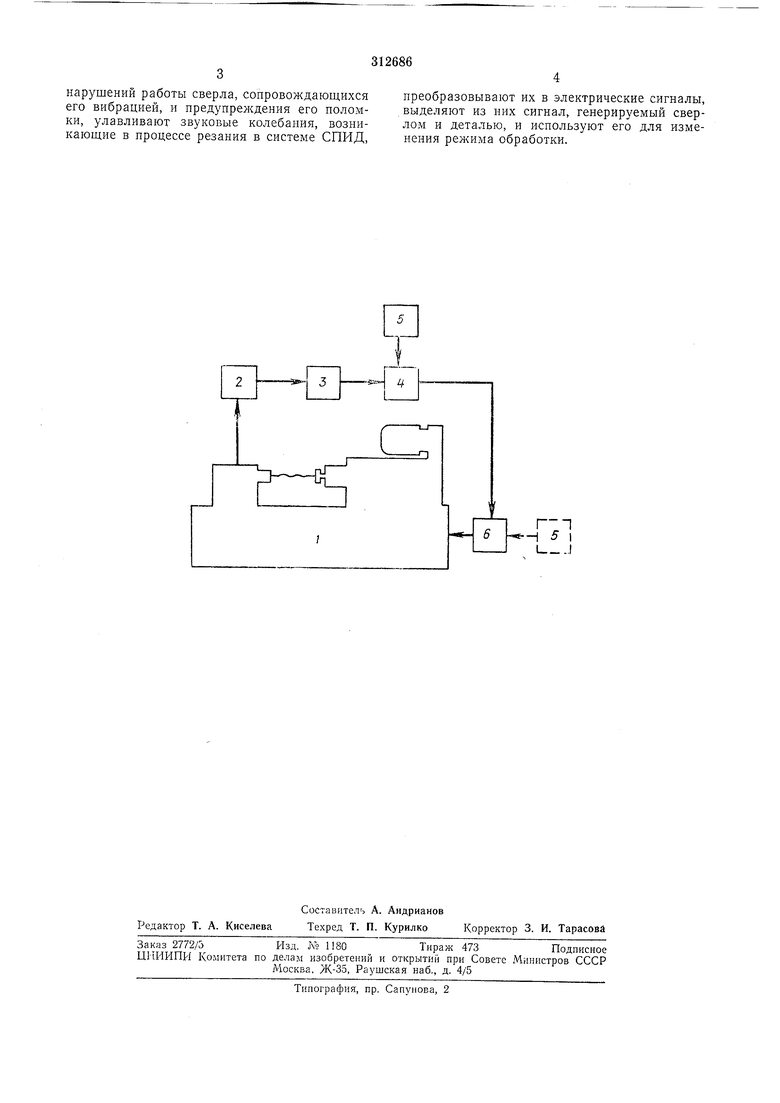
Звуковые щумы, возникающие в станке 1, улавливают датчиком 2 и преобразовывают в электрические сигналы. Сигнал, генерируемый парой сверло-деталь, выделяют при помощи фильтра 3 из сигналов, генерируемых всеми остальными парами системы СПИД, и усиливают его в усилие 4.
При нарушении процесса этот сигнал, достигая значения, отличающегося по частоте и а.мплитуде от сигнала, заданного результатом 5, поступает на исполнительное устройство 6, осуществляющее регулирование величины подачи или вывод сверла из детали.
Предмет изобретения
Способ автоматического управления процессом глубокого сверления, основанный на учете состояния системы СПИД, отличающийся тем, что, с целью выявления начальных
нарушений работы сверла, сопровождающихся его вибрацией, и предупреждения его поломки, улавливают звуковые колебания, возникающие в процессе резания в системе СПИД,
нреобразовывают их в электрические сигналы, выделяют из них сигнал, генерируемый сверлом и деталью, и используют его для изменения режима обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом глубокого сверления | 1979 |
|
SU854606A1 |
| Способ автоматического управленияпРОцЕССОМ глубОКОгО СВЕРлЕНия | 1979 |
|
SU806286A1 |
| Способ контроля состояния инструмента при глубоком сверлении | 1987 |
|
SU1495014A1 |
| Система автоматического управления процессом глубокого сверления | 1987 |
|
SU1502260A1 |
| Способ обнаружения поломок режущего инструмента на металлообрабатывающих станках | 1981 |
|
SU973245A1 |
| Способ определения износа инструмента | 1982 |
|
SU1024227A1 |
| Способ оценки шероховатости поверхности в процессе резания | 1979 |
|
SU872052A1 |
| Способ активного контроля процесса обработки зубчатых колес | 1981 |
|
SU984811A1 |
| Способ определения износа инструмента | 1978 |
|
SU763069A1 |
| Способ контроля процесса резания | 1981 |
|
SU975220A2 |
-I 5 I II
