Известны многопоточные роторные машины, содержащие рабочий ротор с револьверным диском, барабаны, в которых смонтированы рабочие инструменты, ползуны с траверсами и связанные с ползунами .посредством замков силовые гидроцилиндры. Однако известные машины не могут быть использованы для образования в обрабатываемых изделиях различных углублений типа гнезд (например, капсюльного гнезда в гильзах к охотничьим патронам), так как при этом имеет место следуюш;ее явление.
Начиная с некоторого определенного значения толщины перемычки, диаметра штампуемого гнезда и величины технологического усилия (например, При диаметре гнезда порядка 5 мм, толщина перемычки 1-1,2 мм и необходимом технологическом усилии 40- 45 г) суммарная деформация сжатия при штамлОВке в пуансоне и штампе, образующих гнездо, может превысить размер толщины получаемой перемычки в, изделии. Для получения заданных размеров перемычки эту деформацию приходится компенсировать увеличением длины пуансона и щтампа. Однако при этом в случае отсутствия по какой-либо причине (на-пример, отключение питания, израсходован обрабатываемых изделий в загрузочном устройстве) полуфабриката на линии действия пуансона и штампа, последние.
находясь не в сжатом состоянии, будут соударяться рабочими поверхностями и повреждаться, что, в свою очередь, приведет к появлению брака обрабатываемых изделий. Предлагаемая машина отличается от известных тем, что она снабжена расположенными по окружности рабочего ротора устройствами для контроля наличия обрабатываемых изделий в гнездах револьверного диска,
каждое из которых выполнено, в виде смонтированного на одном из барабанов поворотного подпружиненного рычага-щупа с упором, а также установленного в траверсе подпружиненного стерлсня, взаимодействующего
одним концом с упором, а другим - с замковым механизмом силового гидроцилиндра. При таком выполнении машины .повышается наден :ность ее работы и улучшается качество обработки изделий.
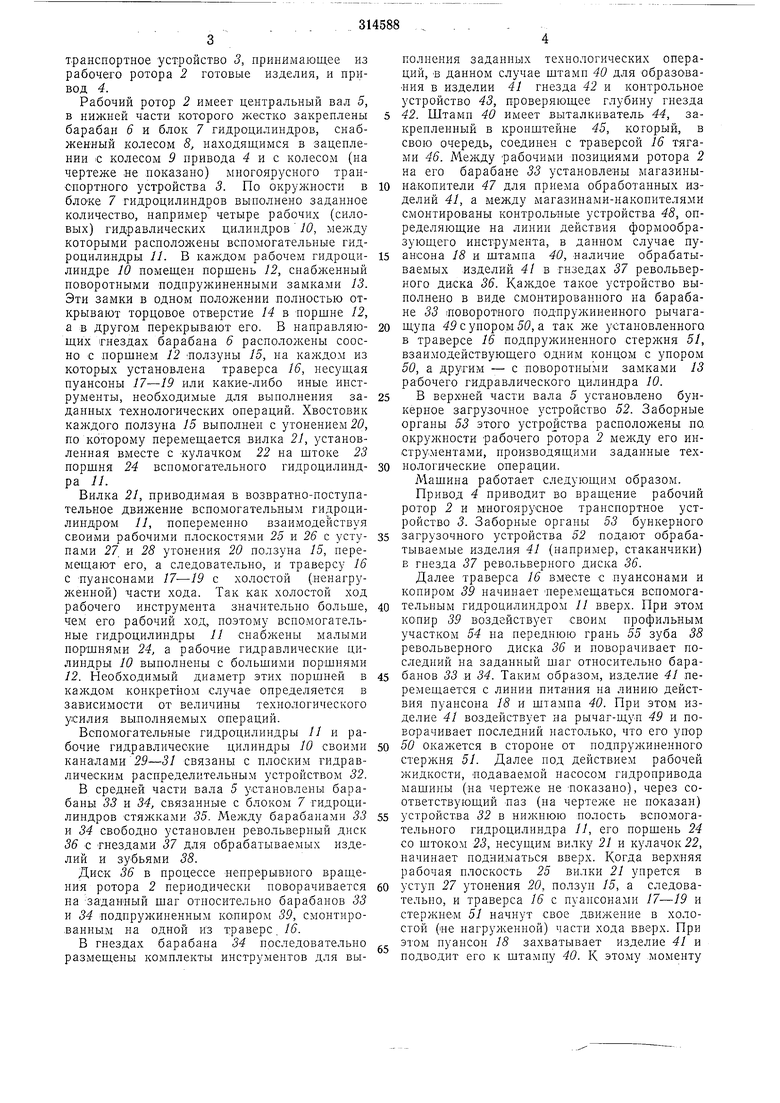
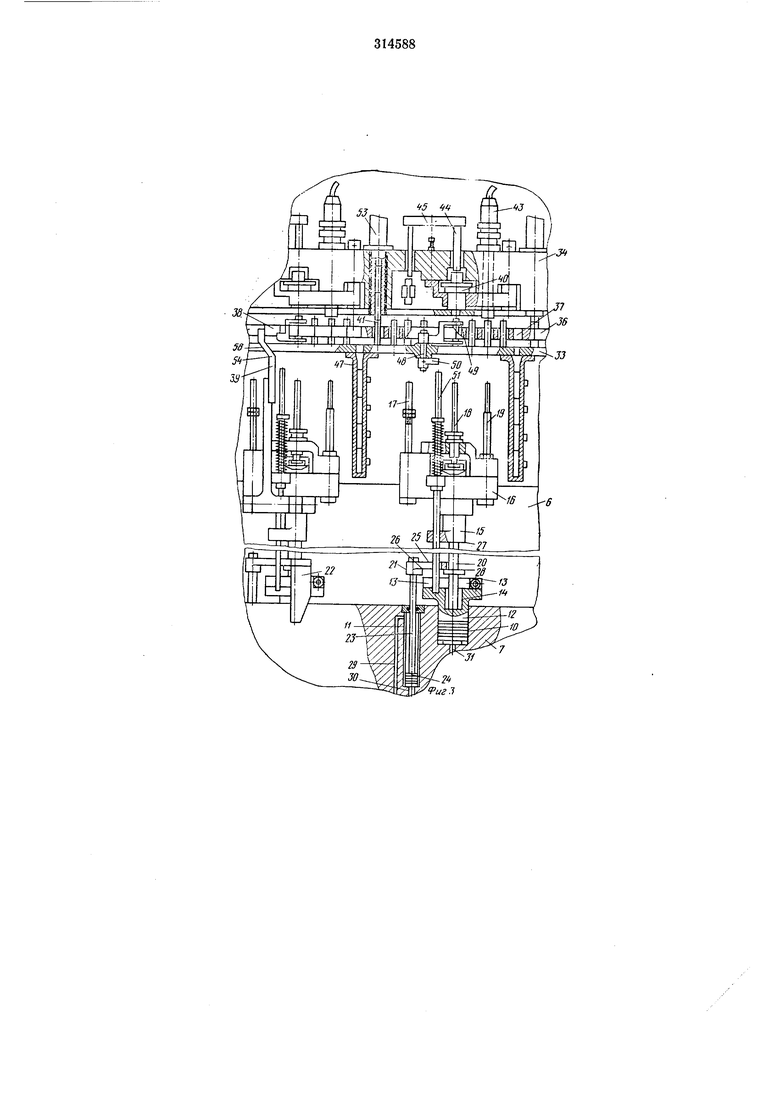
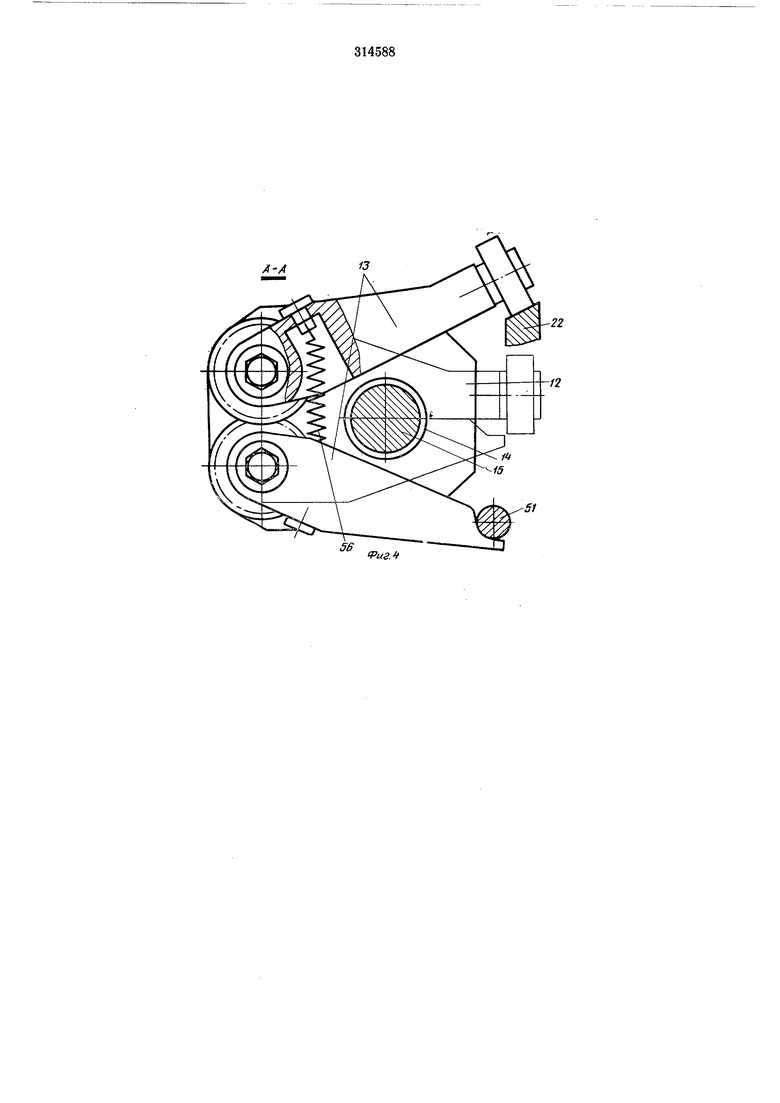
На фиг. 1 изображена конструктивная схема машины; .на фиг. 2 - то же, вид сверху; на фиг. 3 - показано расположение элементов рабочих позиций машины; на фиг. 4 - поворотные замки рабочего гидравлического
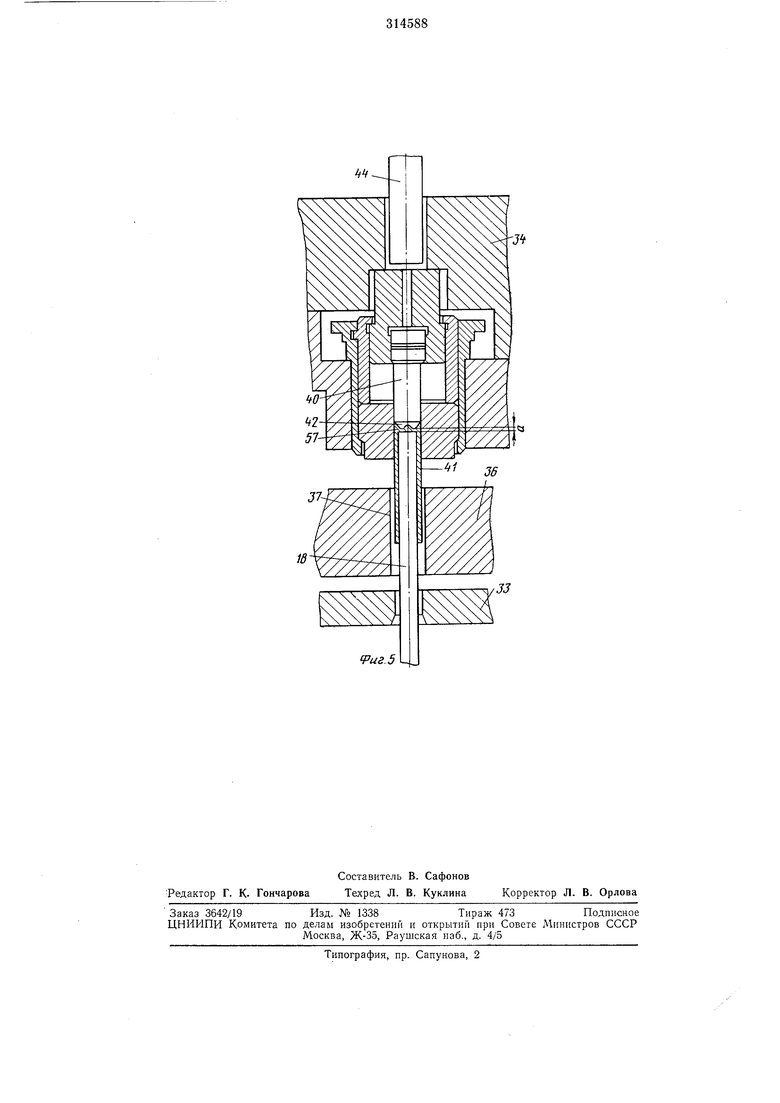
цилиндра, разрез по А-А на фиг. 1; на фиг. 5 - взаимодействие формообразующего инструмента (пуансона и штампа) машины. Многопоточная роторная машина содержит
транспортное устройство 3, принимающее из рабочего ротора 2 готовые изделия, и привод 4.
Рабочий ротор 2 имеет центральный вал 5, в нижней части которого жестко закреплены барабан 6 и блок 7 гидроцилиндров, снабженный колесом 8, находящимся в зацеплении € колесом 9 привода 4 и с колесом (на чертеже не показано) многоярусного транонортного устройства 5. По окружности в блоке 7 гидроцилиндров выполнено заданное количество, например четыре рабочих (силовых) гидравлических цилиндров10, между которыми расположены вспомогательные гидроцилиндры 11. В каледом рабочем гидроцилиндре 10 помещен поршень 12, снабженный поворотными подпружиненными замками 13. Эти замки в одном положении полностью открывают торцовое отверстие 14 в поршне 12, а в другом перекрывают его. В направляющих гнездах бараба.на 6 расноло/кены соосно с поршнем 12 :ползуны 15, на каладом из которых установлена траверса 16, несущая пуансоны 17-19 или какие-либо иные инструменты, необходимые для выполнения заданных технологических операций. Хвостовик каждого ползуна 15 выполлен с утонением 20, по которому перемещается вилка 21, установленная вместе с кулачком 22 на штоке 23 поршня 24 вспомогательного гидроцилиндра //.
Вилка 21, приводимая в возвратно-поступательное движение вспомогательным гидроцилиндром 11, попеременно взаимодействуя своими рабочими плоскостями 25 и 25 с устунами 27 и 28 утонения 20 ползуна 15, перемещают его, а следовательно, и траверсу 16 с пуансонами 17--19 с холостой (ненагруженной) части хода. Так как холостой ход рабочего инструмента значительно больше, чем его рабочий ход, поэтому вспомогательные гидроцилиндры 11 снабжены малыми поршнями 24, а рабочие гидравлические цилиндры 10 выполнены с большими поршнями 12. Необходимый диаметр этих поршней в калсдом конкретном случае определяется в зависимости от величины технологического усилия выполняемых операций.
Вспомогательные гидроцилиндры 11 и рабочие гидравлические цилиндры 10 своими каналами 25-31 связаны с ллоским гидравлическим распределительным устройством 32.
В средней части вала 5 установлены барабаны 33 и 34, связанные с блоком 7 гидроцилиндров стялсками 35. Меладу барабанами 33 и 34 свободно установлен револьверный диск 36 с гнездами 37 для обрабатываемых изделий и зубьями 38.
Диск 36 в процессе непрерывного вращения ротора 2 периодически поворачивается на заданный щаг относительно барабанов 33 и 34 Подпружиненным колиром 39, смонтированным на одной из траверс, 16.
В гнездах барабана 34 последовательно размещеиы комплекты инструментов для выполнения заданных технологических операций, В данном случае штамп 40 для образования в изделии 41 гнезда 42 и контрольное устройство 43, проверяющее глубину гнезда 42. Штамп 40 имеет выталкиватель 44, закрепленный в кронштейне 45, который, в свою очередь, соединен с траверсой 16 тягами 46. Между рабочими нозициями ротора 2 на его барабане 33 установлены магазинынакопители 47 для приема обработанных изделий 41, а между магазинами-накопителями смонтированы контрольные устройства 48, определяющие на линии действия формообразующего инструмента, в данном случае пуансона 18 и штампа 40, наличие обрабатываемых изделий 41 ъ гнзедах 37 револьверного диска 36. Каждое такое устройство выполнено в виде смонтированного на барабане 33 поворотного подпружиненного рычагащупа 45 с упором 5(9, а так же установленного в траверсе 16 нодпружиненного стержня 51, взаимодействующего одним концом с упором 50, а другим - с поворотными замками 13 рабочего гидравлического цилиндра 10.
В верхней части вала 5 установлено бункерное загрузочное устройство 52. Заборные органы 53 этого устройства расположены по окрулчности рабочего ротора 2 межцу его инструментами, производящими заданные технологические операции.
Мащина работает следующим образом.
Привод 4 приводит во вращение рабочий ротор 2 и многоярусное транспортное устройство 3. Заборные органы 53 бункерного загрузочного устройства 52 подают обрабатываемые изделия 41 (например, стаканчики) в гнезда 37 револьверного диска 36.
Далее траверса 16 вместе с пуансонами и копиром 39 начинает перемещаться вспомогательным гидроцилиндром и вверх. При этом копир 39 воздействует своим профильным участком 54 на переднюю грань 55 зуба 38 револьверного диска 36 и поворачивает последний на заданный шаг относительно барабанов 33 и 34. Таким образом, изделие 41 перемещается с линии питания на линию действия пуансона 18 и штампа 40. При этом изделие 41 воздействует на рычаг-щуп 49 и поворачивает последний настолько, что его упор 50 окажется в стороне от подпрул :иненного стержня 51. Далее под действием рабочей жидкости, -подаваемой насосом гидропривода машины (на чертел е не показано), через соответствующий паз (на чертелсе не показан) устройства 32 в нилчнюю полость вспомогательного гпдроцилиндра 11, его поршень 24 со штоком 23, несущим вилку 21 и кулачок 22, начинает подниматься вверх. Когда верхняя рабочая плоскость 25 вилки 21 упрется в уступ 27 утонения 20, ползун 15, а следовательно, и траверса 16 с пуансонами 17-19 и стерл иеМ 51 начнут свое ДВил ение в холостой (ие нагрулсенной) части хода вверх. При этом пуансон 18 захватывает изделие 41 и подводит его к штампу 40. К этому моменту
торец хвостовика ползуна /5, нижний конец стержня 51 и кулачок 22 окажутся выше.верхней плоскости замков 13. Последние под действием пружины 56 повернутся и перекроют отверстие 14 в поршне 12, заняв положение между торцом поршня 12 и торцом хвостовика ползуна 15. Далее через соответствующий паз устройства 32 рабочая жидкость начинает поступать в полость рабочего гидравлического цилиндра 10. Под действием рабочей жидкости его поршень 12 через замки 13 давит на ползун 15 и тем самым перемешает траверсу 16, а следовательно, и пуансон 18 в рабочей части хода, .в результате чего осуществляется операция обработки, в данном случае образование штампом 40 в изделии 41 гнезда 42. В процессе образования гнезда 42 происходит упругое сжатие пуансона 18 и штампа 40.
При этом начиная с некоторого определенного значения толшиньт а перемычки 57, диаметра штампуемого гнезда 42 и необходимой величины технологического УСИЛИЯ (например, при диаметре гнезда 42 порядка 5 мм, толщине а равной 1-1,2 мм перемычки 57 и технологическом усилии 40-45 г) суммарная деформация при штамповке в пуансоне 18 и штампе 40 может превысить толщину а получаемой перемычки 57 в изделии 41. Для получения заданной толщины а перемычки 57 деформация сжатия пуансона 18 и штампа- 0 компенсируется увеличением их длины. По окончании операции обпаботки рабочий гидравлический ЦИЛИНДР 10 и нижняя полость ВСпомогательного гидроцилиндра // соединяется со сливом, а обратная (штоковая) его полость подключается к сети питания рабочей жидкости. Под действием этой жидкости поршень 24, а следовательно, и его шток 23 с вилкой 21 и кулачком 22 начнут возвращаться в исходное положение. Замки 13, освободившись от зажимающего УСИЛИЯ, раскрываются кулачком 22. Затем вилка 21, перемещаясь по утонению 20 вниз, упирается нижней плоскостью 26 в уступ 28 ползуна 15 и начинает перемешать его, а следовательно, и траверсу 16 вниз. Перемен1ающийся вместе с ней копир 39 взаимодействует при этом другим профильным участком 55 с задней гранью 59 соседнего зуба 38 револьверного диска 36 и несколько отходит в сторону, а затем под действием нружины (на чертеже не показала) заскакивает за него, а выталкиватель 44 выдает обработанное изделие 41 из штампа 40 обратно в гнездо 37 револьверного диска 36. При дальнейшем вращении ротора 2 хвостовик ползуна 15 входит в порщень 12 и давлением на дно отверстия 14 выталкивает рабочую жидкость из полости гидравлического цилиндра на слив. Дальнейшими поворотами револьверного диска 36 обрабатываемое изделие 41 Перементается к контрольному устройству 43 для проверки глубины гнезда 42, а на линию действия пуансона
/5 и штампа 40 будут поступать очередные изделия 41, находящиеся в других гнездах 37 револьверного диска. При этом если в гнезде
37 по какой-либо причине (например, отключено питание, израсходован запас изделий в бункере загрузочного устройства) не окажется обрабатываемого изделия 41, то рычагшуп 49 под действием пружины (на чертеже
не показано) повернется внутрь ротора 2 настолько, что его упор 50 окажется на пути движения стержня 51. Последний при своем Движении вместе с траверсой 16 вверх встретится с упором 50, в результате чего прекратиться его дальнейшее перемещение вместе с траверсой. Таким образом, когда торец хвостовика ползуна 15 и кулачок 22 окажутся выше верхней плоскости поворотных замков 13 поршня 12, замки 13 будут удерживаться в раскрытом (не рабочем) положении нижним концом стержня 51 и при ходе поршня 12 вверх хвостовик ползуна 15 войдет в отверстие 14 и рабочая часть хода пуансона 18 и шталша 40 не произойдет. Следовательно, находящиеся при этом не в сжатом состоянии пуансон 18 и щтамп 40 не будут соударяться своими рабочими поверхностями и повреждаться. Это, в свою очередь, ис7 лючит появление брака обрабатываемых изделий.
При дальнейщем вращении рабочего ротора 2 обработанные изделия 41 комплектуются в столбики в магазинах-накопителях 47, из которых затем выгружаются клепгевыми захватами 60 МНОГОЯРУСНОГО транспортного устройства 3 и передаются на после.дующую машину или в сборник готовой продукции. При этом отбракованные контрольным устройством 43 изделия 41 удаляются из клещевых захватов 60 многоярусного транспортного
устройства 3 сбрасывателями брака 61.
Предмет изобретения
Многопоточная роторная машина, содержащая рабочий ротор с револьверным диском, имеющим гнезда для изделий, барабаны,
в которых смонтированы рабочие ирструменты, а также расположенные в одном из барабанов ползуны с траверсами и связанные с ползуцалш посредством замковых механизмов силовые гидроцилиндры, отличающаяся тем,
что, с целью повыщения надежности и улучшения качества обработки изделий, она снабжена устройствами для КОНТРОЛЯ -наличия изделий в гнездах револьверного диска, каждое из которых выполнено в виде смонтированного на несущем ползуны барабане поворотного подпружиненного рычага со щупом и жестко связанного с ним упора, а также установленного в траверсе подпрул иненного стержня, взаимодействующего одним концом с упором, а другим - с замковым механизмом силового гидроцилиндра.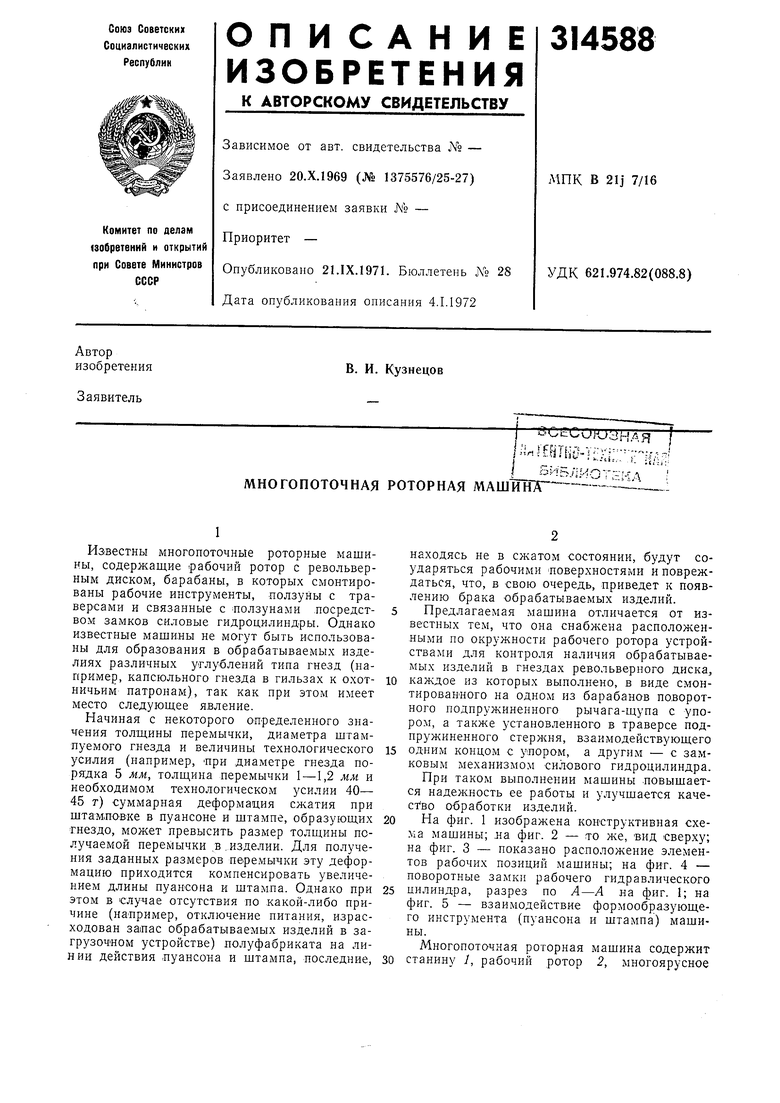
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНАЯ МАШИНА | 1970 |
|
SU265677A1 |
| РОТОРНАЯ МАШИНА | 1969 |
|
SU247217A1 |
| Роторная машина | 1982 |
|
SU1038253A1 |
| РОТОРНАЯ МАШИНА | 1969 |
|
SU237564A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА[всесоюзнАя iunHTHMniaSECWIЬИБЛМОТЕНА | 1971 |
|
SU314587A1 |
| Роторная машина | 1978 |
|
SU781086A1 |
| В ПТ Б | 1973 |
|
SU383622A1 |
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1972 |
|
SU350715A1 |
53 2
ВО
56
12
51
iPu3.
JJ
fua.S
