Изобретение относится к области обработки металлов давлением, в частности к клепке.
Известна машина для соединения деталей заклепками, содержащая смонтированные на станиие механизм подачи, механизм отрезки заготовки заклепки, выполненный в виде верхнего и нижнего подвижных ножей, а также механизмы для поддерживания и расклепывания головки заклепки.
Недостатком известной машины является то, что она не обеспечивает соединения дета.:ей профильными бунтовыми заклепками.
В предложенной машине этот недостаток устранен благодаря тому, что она снабжена расположенными на станине напротив режуИ1,их кромок ножей подпружиненными упорами, поджимающими заклепку к режущим кромкам ножей, которые выполнены наклонными и снабжены каждый дву.мя параллель(гыми нанравляющими выступами для удержания заклепки. При этом на плоскости верхнего ножа. Образующей с режущей кромкой тупой угол, выполнена лунка для поддерживания головки заклепки.
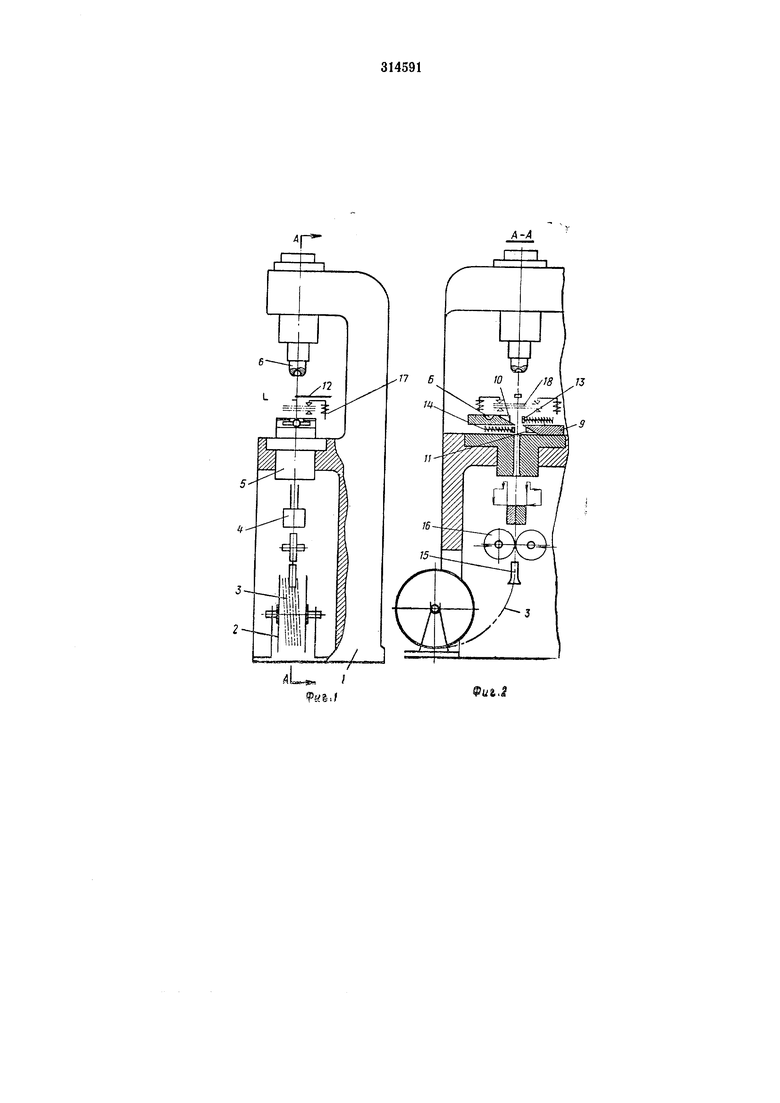
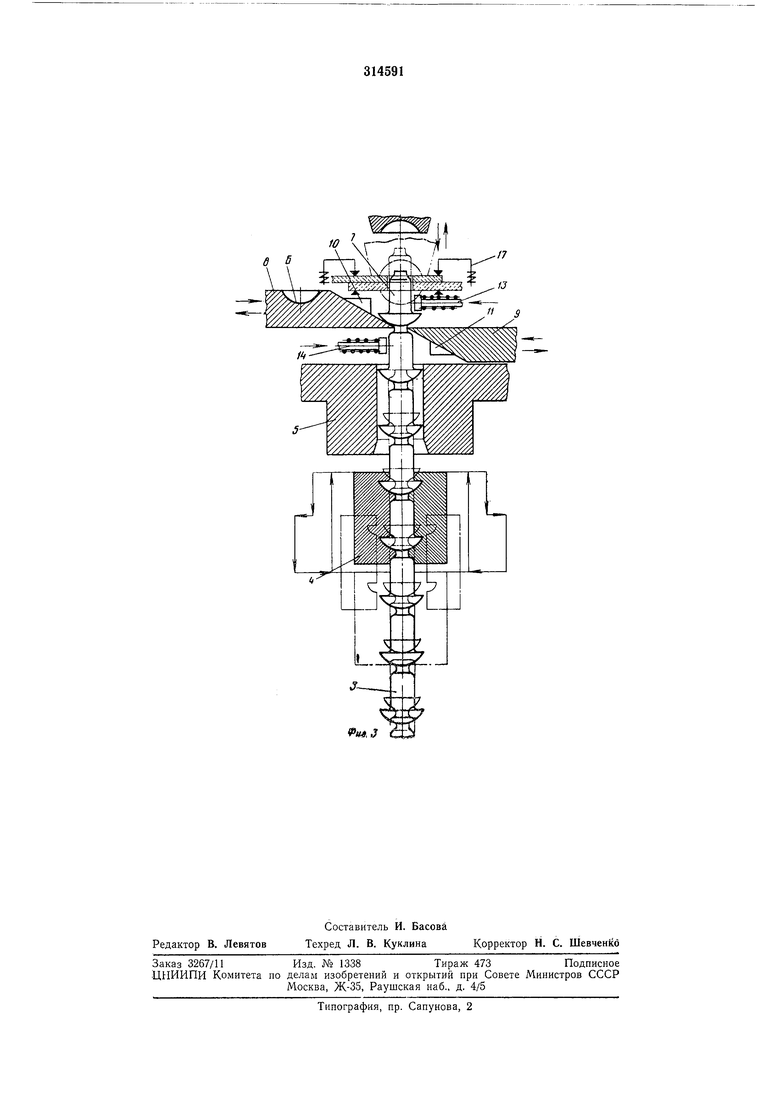
На фиг. 1 представлена клепальная машина, общий вид; на фиг. 2 - разрез по Л-А на фиг. 1; на фиг. 3 - механизм отрезки заклепки и подачи отрезанной заклепки в отверстие собираемь1х деталей и поддерживания головки заклепки.
Клепальная мащина состоит из станины 1 и смонтированных на ней магазина 2 для бунта непрерывных профильных заклепок 3, грейферного механизма подачи 4, кондукторной плиты 5, механизма расклепывания с пуансоном 6, механизма отрезки заготовки заклепки 7, состоящего из верхнего 8 с поддерживающей (или формообразующей) лункой Б и 9 с направляющими выступами 10, 11, верхнего упора 12, горизонтального подпружиненного упора 13, горизонтального подпрул иненного упора 14, направляющей втулки 15, подпрулчиненных бесприводных роликов 16, и механизма 17 собираемых деталей 18.
В качестве непрерывных профильных буНтовых заклепок могут использоваться заклепки как с головкой, так и щтифтовые.
Описанный станок работает следующим образом.
Бунт профильных непрерывных заклепочных заготовок 3 помещается в магазин 2. Конец бунта про.ходит через направляющую втулку 15, подпрул иненные безприводные ролики 16, грейферный механизм подачи 4 и кондукторную плиту 5. Подлежащие сборке детали устанавливаются так, чтобы отверстия в них находились на одной вертикальной оси с заклепкой.
При включении клепальной машины механизм 4, своими губками перемещаясь вверх, подает крайиюю заклепку в отверстие сопрягаемых деталей, окончательно их совмещая заходной частью верхней заклепки. При этом механизм зажима 17 сжимает собираемые детали так, что они имеют возможность некоторого перемещения для совмещения отверстий.
Грейферный механизм подает заготовку заклейки в отверстия сопрягаемых деталей до тех пор, пока шейка, отделяющая верхнюю заклепку 7 от очередной, не совпадает с плоскостью действия ножей 5, 9, лосле чего ножи, двигаясь навстречу друг к другу, вначале отрезают Крайнюю, заклепку от прутка. При этом сохранение наиравления как прутка, так и заклепки, обеспечивают горизонтальный упор 14 и верхний упор 13, а таклсе выступы 10 и 11. При дальнейщем движении ножей заклепка, скользя по наклонной ллоскости ножа 8, перемещается вверх, попадая головкой или концом заклепки (щтифтовой) в лунку Б ножа 8. В конце хода ножей их выступы 10 и 11 воздействуют на горизонтальные упоры 13, 14 и отодвигают их. При отрезке (Первой заклепки от прутка механизм 4 отводит .пруток от «ожей. Включается прессующий механизм, и пуансон 6, опускаясь, производит оформление замыкающей головки за«лепки или верхней и .нижней толовок при шрименении щтифтовых заклепок. В этом случае нижняя головка оформляется в лунке Б ножа 8.
Усилие при пластическом деформироваиии головок заклепок от расклепывающего механизма передается на жесткую систему, состоящую из верхнего ножа 8, нижнего ножа 9 и кондукторной плиты 5, укрепленной на станине /.
При применении непрерывиых профильных заклепок без головок (щтифтовых) заклепка, отделенная от прутка, скользя по наклонной плоскости, упирается в верхний подпружиненный упор 12 и под действием его усилия попадает в лунку Б. При движении пуансона упор 12 перемещается вправо.
После окончания процесса оформления головок ножи возвращаются Б исходное положение, грейферный механизм подает очередную заклепку, и цикл повторяется.
Предмет .изобретения
Клепальная мащина, содержащая смонтированные на станине механизм подачи, механизм отрезки заготовки заклепки, выполненный в виде верхнего и нижнего подвижных ножей, а также механизма для поддерживания и расклепывания головки заклепки, отличающаяся тем, что, с целью обеспечения кле-пки профильными бунтовыми заклепками, она снабн :е.на расположенными на станине напротив режущих кромок ножей подпружиненными упорами, поджимающими заклепку к режущим кромкам ножей, которые выполнены наклонными и снабжены каждый двумя параллельными направляющими выступами для удержания заклепки, -при этом на плоскости верхнего ножа, образующей с режущей кромкой тупой угол, выполнена лунка для поддерживания головки заклепки.
Фйй./
А-А
Ф«а.1
6 б
.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальный станок | 1975 |
|
SU526432A1 |
| Полуавтомат для клепки накладок к тормозным колодкам | 1977 |
|
SU740376A1 |
| Клепальный станок | 1975 |
|
SU539663A2 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Устройство для групповой клепки | 1988 |
|
SU1632604A1 |
| Устройство для сборки | 1979 |
|
SU846049A1 |
| Устройство для клепки | 1985 |
|
SU1258583A1 |
| Клепальный пресс | 1989 |
|
SU1620198A1 |
| Стержневая заклепка | 1988 |
|
SU1636607A1 |