Известны установки для контроля стальйых прутков на наличие дефектов магнитнопорошковым способом, содержащие последовательно установленные на станине наклонный сФеллаж, механизм поштучной подачи контролируемых прутков, механизм переноса, снабженный держателями с зажимами контролируемого прутка, через которые пропускают намагничиваюш,ий ток, вапну, заполненную магнитной суспензией, и механизм враш,ения прутка при его осмотре.
Однако известные усгановки не обеспечивают высокой производительности контроля за счет совмеш.ения выполнения ряда операций одним механизмом и отсутствия механизации разбраковки контролируемых изделий.
Предлагаемая установка отличается от известных тем, что, с целью повышения производительности контроля, она снабжена механизмом разбраковки, расположенным за механизмом враш;ения и выполненным в виде поворотного захвата, двух расположенных параллельно один над другим наклонных лотков, на которые захват передает прутки с механизма враш,ения, заслонки, шарнирно установленной на конце верхнего лотка со стороны захвата, и плаваюш;его силового цилиндра, расположенного на станине, приводяш,его в действие заслонку, а на каждом из держателей механизма переноса установлен индивидуальный привод к зажиму, например силовой цилиндр, шток которого связан с соответствующим зажимом.
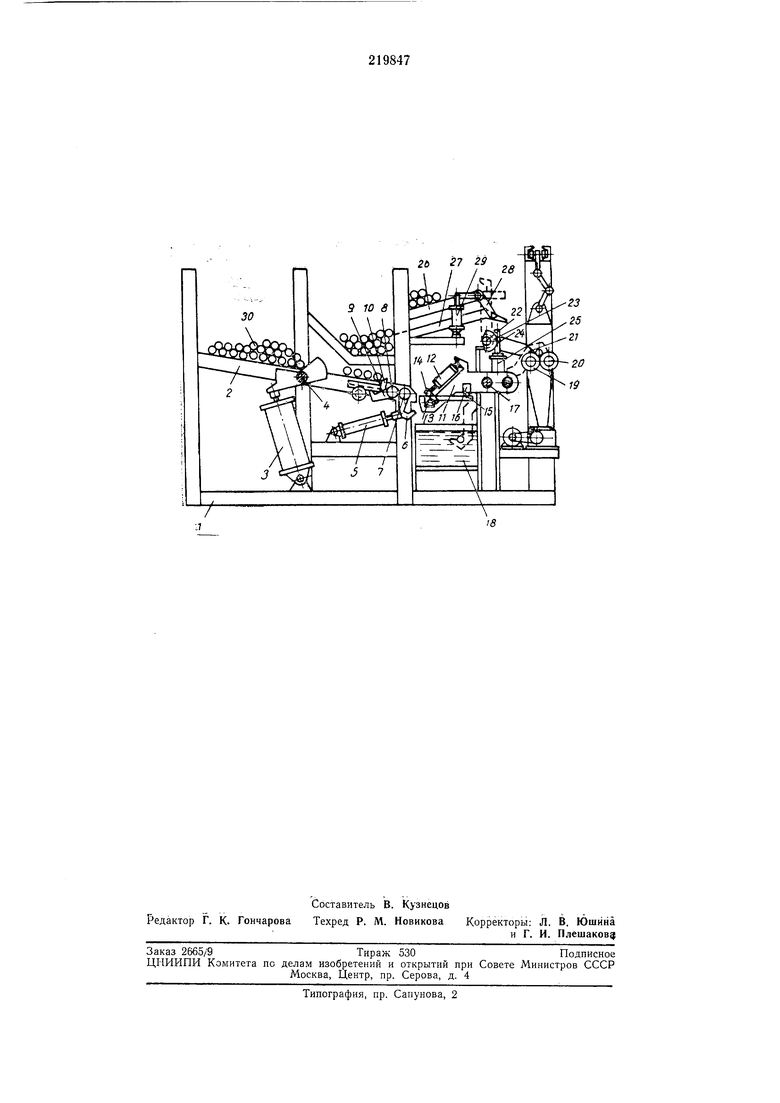
На чертеже схематически изобрал ена предлагаемая установка.
На станине / последовательно расположены наклонный стеллаж 2, отсекатель, выполненный в виде силового цилиндра 3, приводящего в движение упор 4. Механизм поштучной выдачи контролируемого изделия снабжен силовым цилиндром 5, соединенным с рычагом 6, жестко посаженным на вал 7. Последний механически связан с валом 8, на котором установлены рычаги 9, осуществляющие поштучную подачу прутков через упоры W на держатели // механизма переноса.
На держателях 11 установлены силовые цилиндры 12, связанные через штоки 13 с зажимами i4, и поворотные планки 15, взаимодействующие с конечными выключателями 16, которые подают команды на выключения привода (на чертеже не показан), перемещения держателей 11 параллельно оси прутка и на приведение в действие силовых цилиндров 12.
Держатели // посажены л естко на валу 17, совершающем поворот от отдельного привода (на чертеже не показан), опуская пруток в ванну 18 с магнитной суспензией и передавая его затем на механизм осмотра, выполненный
в виде нескольких пар вращающихся роликов 19 и 20. За механизмом осмотра установлен механизм разбраковки, выполненный в виде захвата 21, вращающегося относительно оси 22. На .последней посажена щестерня 23, взаимодействующая с рейкой 24, которая является щтоком силового цилиндра 25, а также двух лотков 26 и 27. Заслонка 28 шарнирно установлена на конце лотка 26 и кинематически связана с плавающим силовым цилиндром 29.
Принцип работы описываемой установки заключается в следующем.
Контролируемые прутки 30 укладывают на стеллаж 2 и под воздействием цилиндра 3 упоры 4 периодически поворачиваются по часовой стрелке, пропуская некоторое количество прутков к механизму поштучной выдачи до упоров 10. Цилиндр 5 поворачивает рычаги 5 и вал 7 против часовой стрелки на некоторый угол. При этом вал 8 поворачивается вместе с рычагами 9, перебрасывающими один из прутков через упоры 10 в вырезы рычагоз 6. Держатели 11 перемещают вдоль оси пруток 30 от отдельного привода до момента подхода каждого из них к концам прутка. Планки 15, соприкасаясь с торцом прутка, воздействуют на конечные выключатели 16, которые дают команду на остановку держателей )/. После этого цилиндр 5 опускает.рычаги 6, и пруток оказывается в вырезах держателей 11, а силовые цилиндры 12 крепят его на держателях через щтоки 13 зажимами 14.
Привод вращения вала 17 поворачивает держатели /) до погружения контролируемого прутка в ванну 18. На держатели подается электрическое напряжение, и происходит намагничивание прутка 30 пропусканием через него тока.
После намагничивания держатели 11 возвращаются в ИСходное положение, с прутка стекает суспензия и затем держатели передают его на ролики 19 и 20 механизма осмотра. С держателей 11 снимается напряжение.
Осмотрев пруток, контролер нажимает .на кнопки «годен или «брак (на чертеже ле показаны). При помощи цилиндра 25, рейки 24 и шестерни 23 захваты 21 переносят проконтролированный пруток на лотки 26 или 27. Пзменяя положение заслонки 28 при помощи плавающего цилиндра 29, управляют подачей контролируемого изделия на лоток с годными или бракованными прутками.
В предлагаемой установке операции по подаче контролируемых прутков, их намагничиванию, осмотру и разбраковке совмещены во времени, что обеспечивает ее высокую производительность.
Предмет изобретения
Установка для контроля стальных прутков на наличие дефектов магнитнопорошковым
способом, содержащая последовательно установленные на станине наклонный стеллаж, механизм поштучной подачи прутков, меха низм переноса, снабженный держателями с зажимами контролируемого прутка, через которые пропускают намагничивающий ток, ванну, заполненную магнитной суспензией, и механизм вращения прутка при его осмотре, отличающаяся тем, что, с целью повышения производительности контроля, она снабжена
механизмом разбраковки, установленным за механизмом вращения и выполненным в виде поворотного захвата, двух расположенных параллельных один над другим наклонных лотков, на которые захват передает прутки с
механизма вращения, заслонки, шарнирно установленной на конце верхнего лотка со стороны захвата, и плавающего силового цилиндра, расположенного на станине и приводящего в действие заслонку, а на каждом из
держателей механизма переноса установлен индивидуальный привод к зажиму, например силовой цилиндр, шток которого связан с соответствующим зажимом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| АВТОМАТ ДЛЯ ПРОВЕРКИ НА ГЕРМЕТИЧНОСТЬ ПОЛЫХ ИЗДЕЛИЙ | 1969 |
|
SU239626A1 |
| Устройство для разделения пруткового материала | 1987 |
|
SU1466876A1 |
| Устройство для поштучной выдачи прутков | 1978 |
|
SU772659A1 |
| Перекладчик к горизонтально-ковочной машине | 1972 |
|
SU450634A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ШТАМПОВКИ ИЗ ПРУТКА ДЕТАЛЕЙ С ВЫТЯНУТОЙ ОСЬЮ | 1973 |
|
SU368925A1 |
| Автомат для рубки прутков | 1974 |
|
SU519255A1 |
| Устройство для разборки нажимных валиков машин прядильного производства | 1978 |
|
SU779460A1 |
| Устройство для ротационного выдавливания | 1983 |
|
SU1100027A1 |