Известны устройства для литья под давлением заготовок из легкоотверждаемой смеси компонентов, например полиуретановой композиции, включающие емкости, связанные со средствами подачи и смешения компонентов смеси. Такие устройства содержат смесительную камеру, снабженную вращающимися лопастями или коническим валом со штифтами, радиально установленными по винтовой линии относительно оси вала, которые не обеспечивают качественного смешения компонентов и литья под давлением с креплением к обуви подошв, и требуют применения трудоемкой операции при очистке средств смешения от легкоотверждаемой смеси.
Предлагаемое устройство отличается тем, что средства смешения компонентов выполнены в виде смонтированного и вращающегося в подвижном подшипнике валика, снабженного параллельно и асимметрично расположенными стержнями, входящими в литьевую смесительную камеру, замыкаемую конусной частью подвижного подшипника. Кроме того, средства для дозированной подачи компонентов смеси выполнены в виде блока цилиндров, полости которых соединены с емкостями компонентов смеси и с литьевой смесительной камерой посредством каналов автоматически переключаемого крана.
Это устройство обеспечит качественное литье ПОД давлением и крепление к обуви подошв из полиуретановой композиции благодаря качественному смешению компонентов в процессе впрыска смеси в литьевую форму с упрощением при этом процесса очистки средств смешения от легкоотверждаемой смеси.
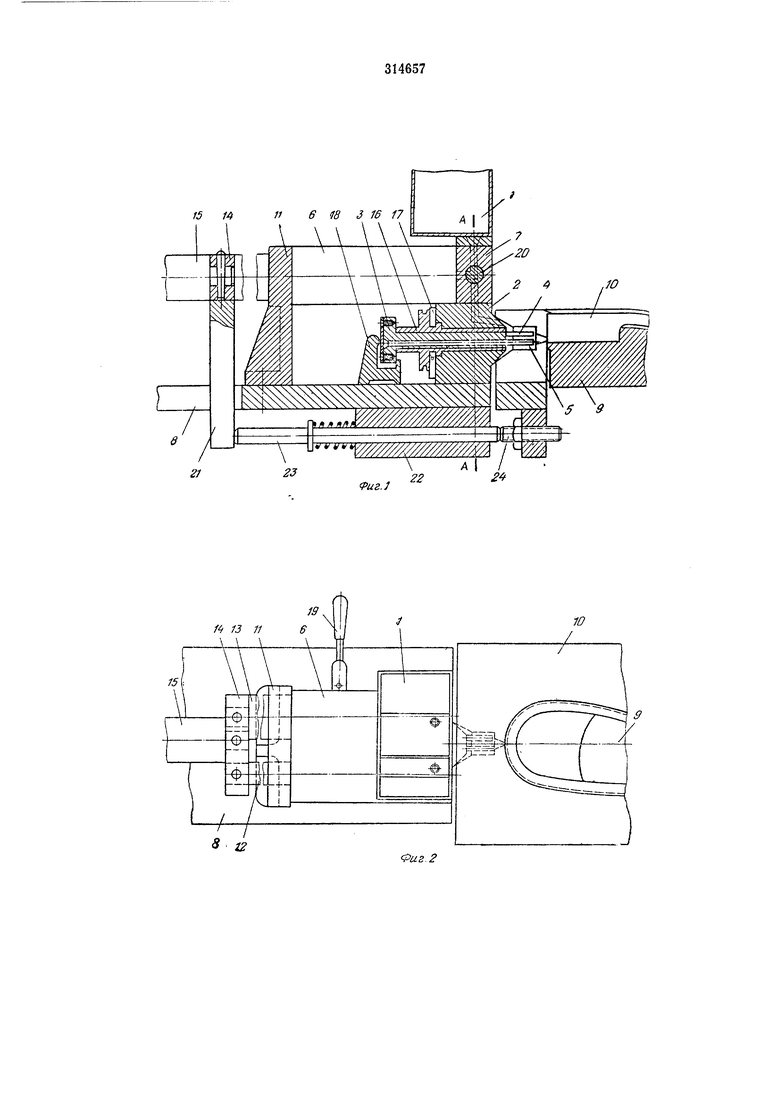
На фиг. 1 изображено предлагаемое усгройство, продольный разрез; на фиг. 2 - ти
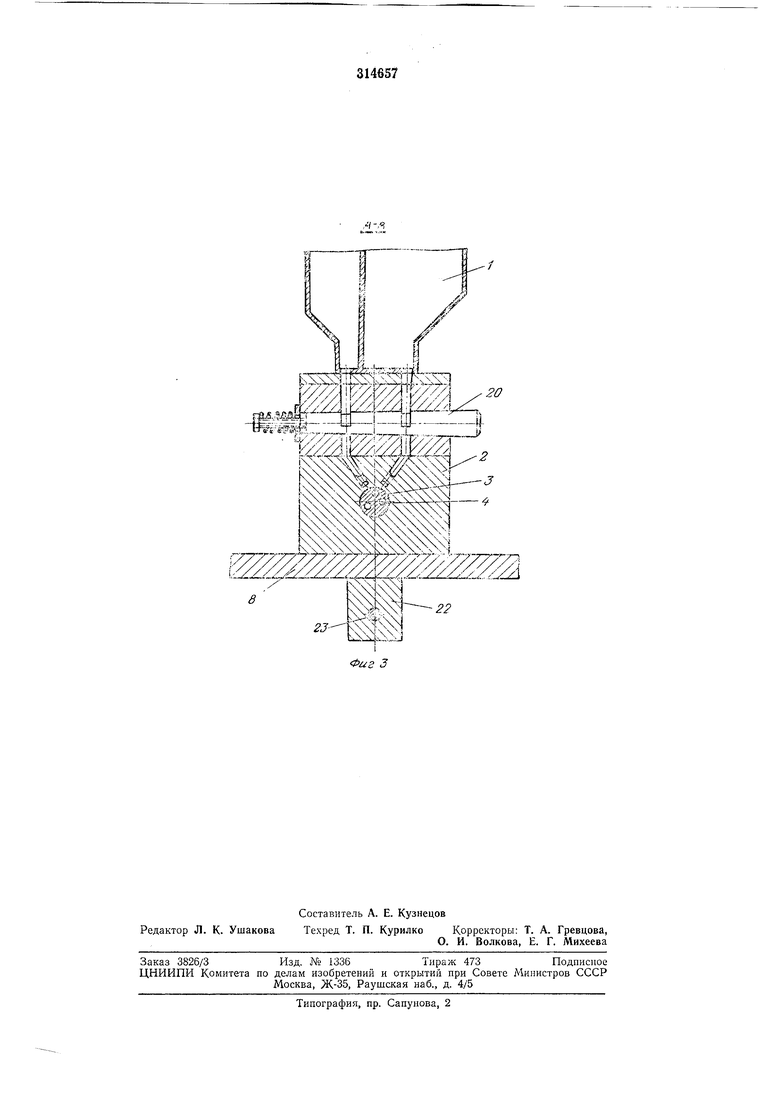
же, вид сверху; на фиг. 3 - разрез по Л-А
на фиг. 1.
Устройство для смешения смеси, литья под
давлением и крепления к обуви подошв заготовок из легкоотверждаемой смеси компонентов, например из полиуретановой композиции, содержит емкости 1, связанные со средствами подачи и смешения компонентов
смеси, выполненными в виде смонтированного и вращающегося в нодвижном подшипнике 2 валика 3, снабженного параллельно и асимметрично расположенными стержнями 4, входящими в литьевую смесительную камеру 5,
замыкаемую конусной частью подвижного подшипника 2.
смесительной камерой 5 посредством каналов автоматически переключаемого крана 7.
Устройство смонтировано на плите 8, перемещающейся вдоль его продольной оси к формам - к подвижному по вертикали .пуансону 9 и матрицам 10, периодически устанавливающимися ПО оси камеры 5, например, с помощью не показанного на чертеже поворотного диска. На плите 8 закреплена стойка // с блоком цилиндров 6, штоки 12 и 13 которых соединены с планкой 14, связанной со щтоком /5 цилиндра, не показанного на чертежах. ГТодщипник 2 валика 3 закреплен в правой части плиты 8, подвижной от щтока 15 относительно матрицы 10. В подщипнике 2 смонтирован щкив-втулка 16, связанная с подщипником 2 разрезными планками 17 н через шнонку с валиком 3. Устройство снабл ено фиксатором 18 с ручкой 19 для осевого перемещения валика 3 в процессе очистки стержней 4 и для фиксации валика 3 в рабочем положении.
Автоматически переключаемый кран 7, снабженный пробкой 20, закреплен на подшипнике 2. Для дозирования смеси компонентов шток 15 связан с ограничителем 21, взаимодействующим через подвижный в направляющей 22 подпружиненный шток 23 с регулировочным упором-винтом 24, закрепленным на основании литьевой формы.
При пере.мещении штока 15 цилиндра влево полости блока цилиндров 6 заполняются компонентами смеси, при перемещении штока 15 вправо конусная часть нодшинника 2 замыкает нолость литьевой камеры 5, пробка 20 крана 7 автоматически поворачивается и соединяет каналы полости блока цилиндров 6 с литьевой смесительной камерой 5. Далее включают электродвигатель вращения валика 3 со стержнями 4, через шкив-втулку 16, при этом на период впрыска смеси в литьевую форму, соответствующий периоду перемещения штоков 12, 13 блока цилиндров 6 и штока 23 до упора в винт 24, происходит одновременное смешение компонентов и литье под давлением дозированного количества смеси.
По окончании впрыска смеси в литьевук форму выключают электродвигатель вращения валика 3, -пробка 20 крана 7 поворачивается в исходное положение, пуансон 9 поднимается и перекрывает калибровочное отверстие камеры 5, блоки цилиндров 6 также занимают исходное положение, затем после подхода очередной литьевой формы к камере 5 цикл работы устройства повторяется. В случае затвердевания смеси на стержнях 4 валика 3 фиксатор 18 неремещается влево и этим осуществляется очистка стержней 4. Регулировка дозирования смеси в зависимости от номера, размера обуви производится упоромвинтом 24.
Предмет изобретения
1. Устройство для литья лод давлением заготовок из лепкоотверждаемой смеси компонентов, например полиуретановой композиции, содержащее емкости, связанные со средствами подачи и смешения компонентов смеси, отличающееся тем, что, с целью повыщения качества литья и крепления подошв из полиуретановой композиции к обуви путем улучшения смешения компонентов в процессе впрыска смеси в литьевую форму и упрощения процесса очистки средств смешения, последние выполнены в виде смонтированного и вращающегося в подвижном подшипнике валика, с параллельно и асимметрично расположенными подвижными стержнями, входящими в литьевую смесительную камеру, замыкаемую конусной частью подвижного подщипника.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения дозированной подачи компонентов в литьевую смесительную камеру, средства для подачи компонентов смеси выполнены в виде блока цилиндров, лолости которых соединены с емкостями компонентов смеси и с литьевой смесительной камерой посредством каналов автоматически переключаемого крана. 15 /4// 6 18 3 W f 

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая установка для изготовления изделий из полиуретана | 1983 |
|
SU1151472A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБУВИ | 1969 |
|
SU244912A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ ИЗДЕЛИЙ ФЕНОЛЬНЫМИ | 1972 |
|
SU349588A1 |
| АППАРАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204552A1 |
| Смесительно-литьевое устройство для изготовления изделий на основе термопластов | 1984 |
|
SU1214454A1 |
| УСТРОЙСТВО для ВУЛКАНИЗАЦИИ РЕЗИНОВОГО НИЗАНА ОБУВИ | 1965 |
|
SU170333A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Литьевая установка для изготовления изделий из полиуретана | 1987 |
|
SU1525019A2 |
}ШШ/ 1 / J$..,,- 1:: ЩЬ:tiJШIf
в-г- 81Л;,-.„. д
--шш
22
