Р1зобретение относится к области ироизводства и ремонта высокоирочных круглозвенных ценей для скребковых конвейеров, комбайнов и стругов, применяемых в угольно нромышленности.
В основу установки положен способ наплавки изделия с нагревом электросопротивлением, при котором наплавочный материал, например марки ФБХ-6-2, наносят на наплавляемую поверхность.
Известна установка для наплавки, содержащая механизм подачи и ориентации изделия в зону наплавки, выиолненный в виде нодвижной платформы и гребенки с установочными ребрами. Известен также механизм дозирования и подачи наплавляемой смеси на изделие.
С целью повышения нроизводительности качества напла.вки в предлагаемой установке на платформе по сбоим ее концам расположены кронштейны, на каждом из которых но одной оси установлены звездочка, взаимодействуюн(ая с подаваемой цепью, храповое колесо и реечно-шестеренчатый механизм, а на поверх}1остн платформы, нротивоположной креплению кронштейнов со звездочками, размещены захваты с приводом, взаимодействующие с изделием в зоне укладки, наплавки и охлажде 1ия, и кронштей} с отверстиелг, через которое проходит тяга с двумя уиорами, соединенная стальным тросом с шарнирНЫЛ1 ориентиром, оканчивающимся гребенкой с установочными ребрам ;, расположенной между опорными угольникам и взаимодейСтвующей с изделием в зоне укладки и ориентации под наплавку.
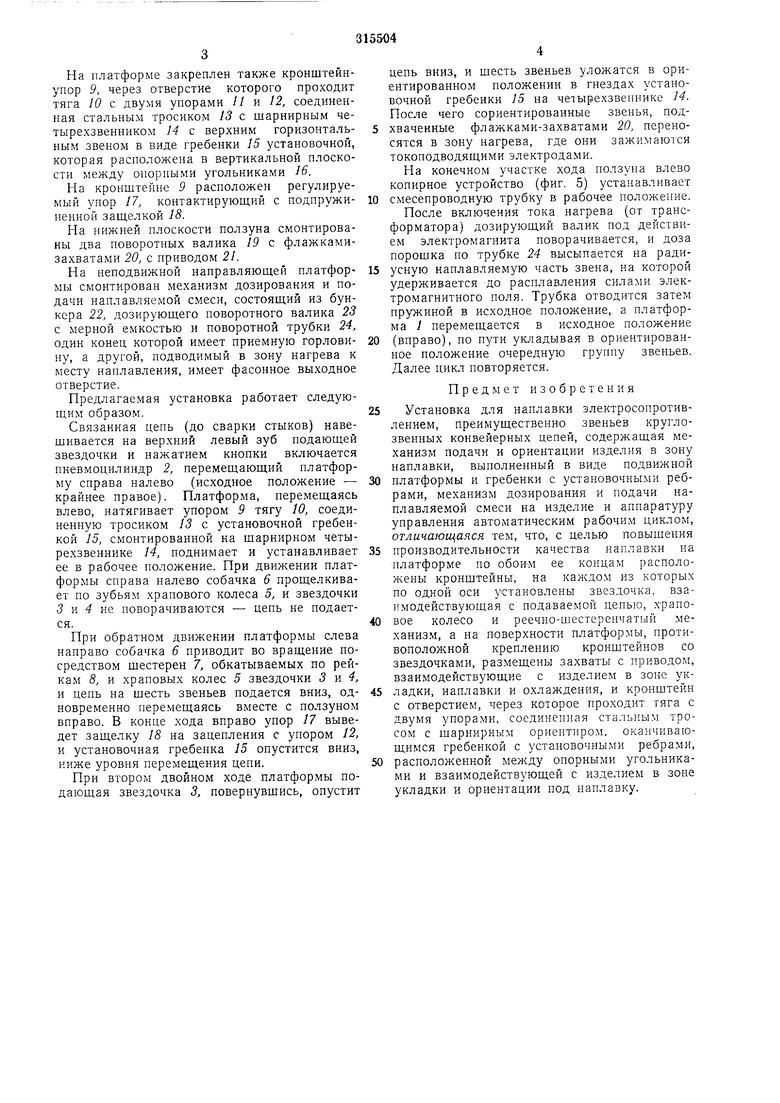
На фиг. 1 изображен .механизм ориентированной укладки и подачи звеньев в зону нагрева; на фиг. 2 - разрезы по А-А и Б-Б
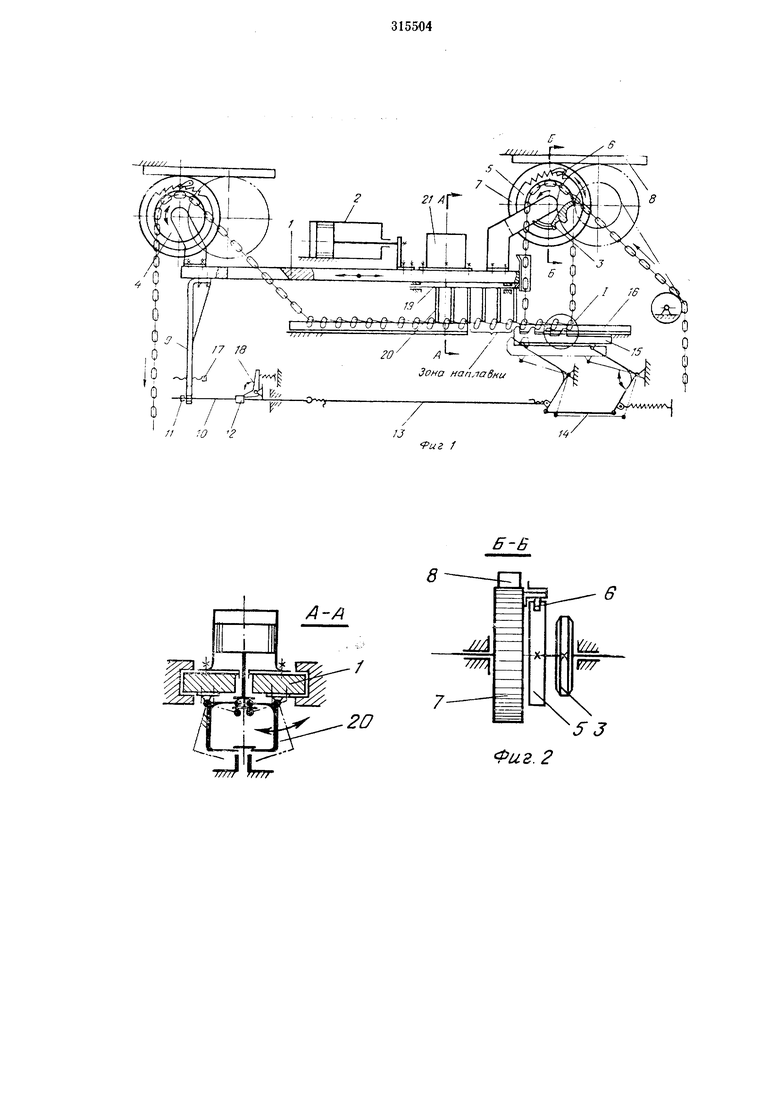
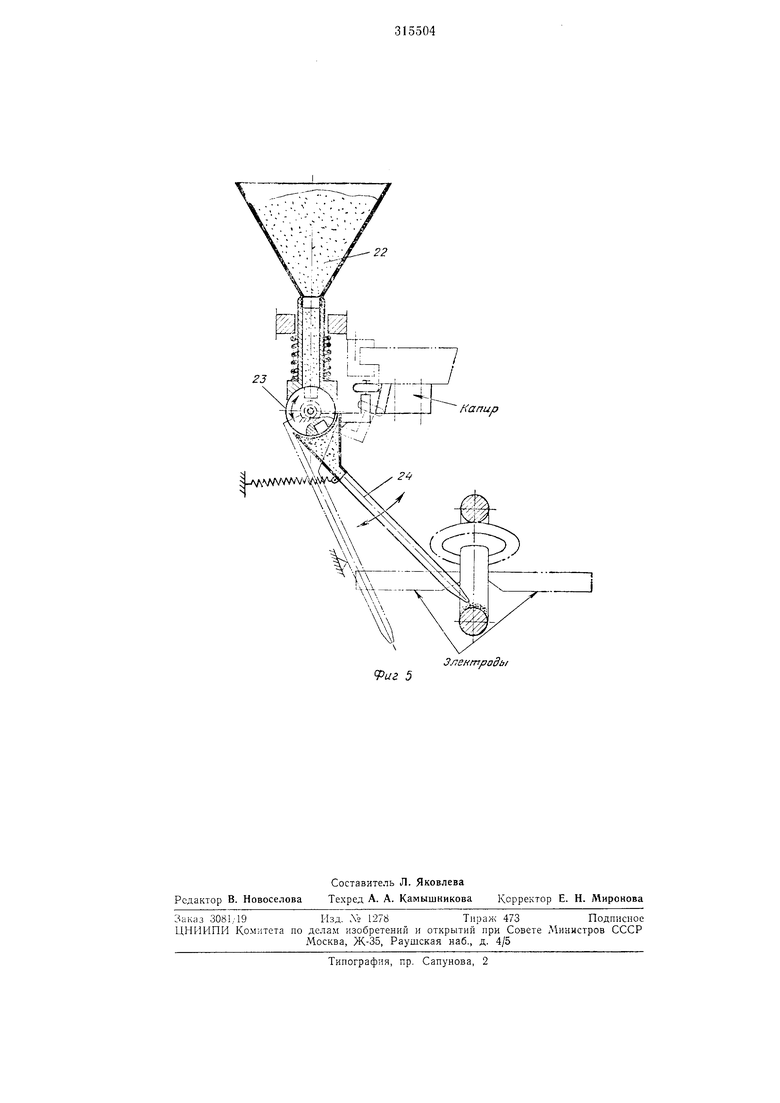
на фиг. 1; на фиг. 3 - положение ориентированно уложенных звеньев на установочной рейке и опорных угольпиках; на фиг. 4 - разрез по Б-В на фиг. 3; на фиг. 5 - механизм дозировання и подачи наплавочной смеСИ.
Установка для наплавки звеньев включает механизм укладки и подачи звеньев, механизм дозирования и подачи наплавляемой смеси, узел нагрева и наплавки звеньев,
пневмопривод с аппаратурой для обеспечения автоматического цикла работы.
Механизм укладки и подачи звеньев представляет собой платформу / с приводо.м (пневмоцилиндр) 2. На ползуне с.монтнрованы звездочки 3 и 4 (соответственно) подающая и отводящая. На одном валу со звездочкой сидит на шпонке храповое колесо 5, сцепляемое с собачкой 6, закрепленной на шестерне 7, сидящей свободно на том же ваНа платформе закреплен также кронштейнупор 9, через отверстие которого проходит тяга 10 с двумя упорами // и 12, соединенная стальным тросиком 13 с шарнирным четырехзвенником 14 с верхним горизонтальным звеном в виде гребенки /5 установочной, которая расположена в вертикальной плоскости между опорными угольниками /6.
На кронштейне 5 расположен регулируемый упор П, контактируюш,ий с подпружиненной защелкой 1&.
На нижней плоскости ползуна смонтированы два поворотных валика 19 с флажкамизахватами 20, с приводом 21.
На неподвижной нанравляюшей платформы смонтирован механизм дозирования и подачи наплавляемой смеси, состоящий из бункера 22, дозирующего поворотного валика 23 с мерной емкостью и поворотной трубки 24, один конец которой имеет приемную горловину, а другой, подводимый в зону нагрева к месту наплавления, имеет фасонное выходное отверстие.
Нредлагаемая установка работает следующим образом.
Связанная цепь (до сварки стыков) навешивается на верхний левый зуб подающей звездочки и нажатием кнопки включается пневмоцилиндр 2, перемещающий платформу справа налево (исходное положение - крайнее правое). Платформа, перемещаясь влево, натягивает упором 9 тягу 0, соединенную тросиком 13 с установочной гребенкой 15, смонтированной на шарнирном четырехзвеннике 14, поднимает и устанавливает ее в рабочее положение. При движении платформы справа налево собачка 6 прощелкивает по зубьям храпового колеса 5, и звездочки 3 и 4 не поворачиваются - цепь не подается.
При обратном движении платформы слева направо собачка 6 приводит во вращение посредством шестерен 7, обкатываемых по рейкам 8, и храповых колес 5 звездочки 3 и 4, и цепь на шесть звеньев подается вниз, одновременно перемещаясь вместе с ползуном вправо. В конце хода вправо упор 17 выведет защелку 18 на зацепления с упором 12, и установочная гребенка 15 опустится вниз, ниже уровня перемещения цепи.
При втором двойном ходе платформы подающая звездочка 3, повернувшись, опустит
цепь вниз, и шесть звеньев уложатся в ориентированном положении в гнездах установочной гребенки 15 на челырехзвепнике 14. После чего сориентированные звенья, подхваченные флажками-захватами 20, переносятся в зону нагрева, где они зажимаются токоподводящими электродами.
На конечном участке хода ползуна влево копирное устройство (фиг. 5) устанавливает
смесепроводную трубку в рабочее положение. После включения тока нагрева (от трансформатора) дозирующий валик под действием электромагнита поворачивается, и доза порошка по трубке 24 высыпается на радиусную наплавляемую часть звена, на которой удерживается до расплавления силами электромагнитного поля. Трубка отводится затем пружиной в исходное положение, а платформа / перемещается в исходное положение
(вправо), по пути укладывая в ориентированное положение очередную группу звеньев. Далее цикл повторяется.
Предмет изобретения
Установка для наплавки электросопротивлением, преимущественно звеньев круглозвенных конвейерных цепей, содержащая механизм подачи и ориентации изделия в зону наплавки, выполненный в виде подвижной
платформы и гребенки с установочными ребрами, механизм дозирования и подачи наплавляемой смеси на изделие и аппаратуру управления автоматическим рабочим циклом, отличающаяся тем, что, с целью повышения
производительности качества наплавки на платформе по обоим ее концам расположены кронштейны, на каждом из которых по одной оси установлены звездочка, взаимодействующая с подаваемой цепью, храповое колесо и реечно-шестеренчатый механизм, а на поверхности платформы, противополол ной креплению кронштейнов со звездочками, размещены захваты с приводом, взаимодействующие с изделием в зоне укладки, наплавки и охлаждения, и кронштейн с отверстием, через которое про.ходит тяга с двумя упорами, соединенная стальным тросом с шарнирным ориептиром. оканчивающимся гребенкой с установочными ребрами,
расположенной между опорными угольниками и взаимодействующей с изделием в зоне укладки и ориентации под наплавку. Y-- Г 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ И УКЛАДКИ В ТАРУ ПЛОСКИХ ИЗДЕЛИЙ | 1972 |
|
SU346184A1 |
| Устройство для наплавки | 1972 |
|
SU473578A1 |
| Устройство для укладки штучныхиздЕлий B ТАРу | 1979 |
|
SU839866A1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU341683A1 |
| Устройство для электродуговой наплавки изделий с цилиндрической поверхностью | 1974 |
|
SU597536A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1970 |
|
SU281692A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ НАПЛАВКИ В ВАКУУЛ1Е | 1972 |
|
SU332998A1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ БАЛЛОНОВ ЖИДКОЙ УГЛЕКИСЛОТОЙ | 1966 |
|
SU184700A1 |
| МЕХАНИЗМ СОКРАЩЕНИЯ СЧЕТНОЙ ЦЕПИ | 1972 |
|
SU350887A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
А-А
Tmr тот
Ж. WTT
S3
иг.2
Место наплабни
20
|м
Злентродь/
5
