Известно роторное устройство для сборочных автоматических линий, выполненное в виде двух расположенных на параллельных валах роторов, один из которых несет силовые головки, а другой - сборочные приспособления, воспринимающие воздействие установленного на сборочной позиции вибратора.
Недостатком известного устройства является то, что детали к месту сборки подаются с одинаковыми линейными скоростями, а это приводит к необходимости высокой точности монтажа силовых головок и сборочных приспособлений.
Цель изобретения--обеспечение сборки деталей типа валик-втулка при значительной погрешности их относительной ориентации перед соединением за счет подвода деталей к месту сборки с различными линейными скоростями. Для этого в предлагаемом устройстве силовые головки и сборочные приспособления установлены со смещением относительно делительных окружностей роторов.
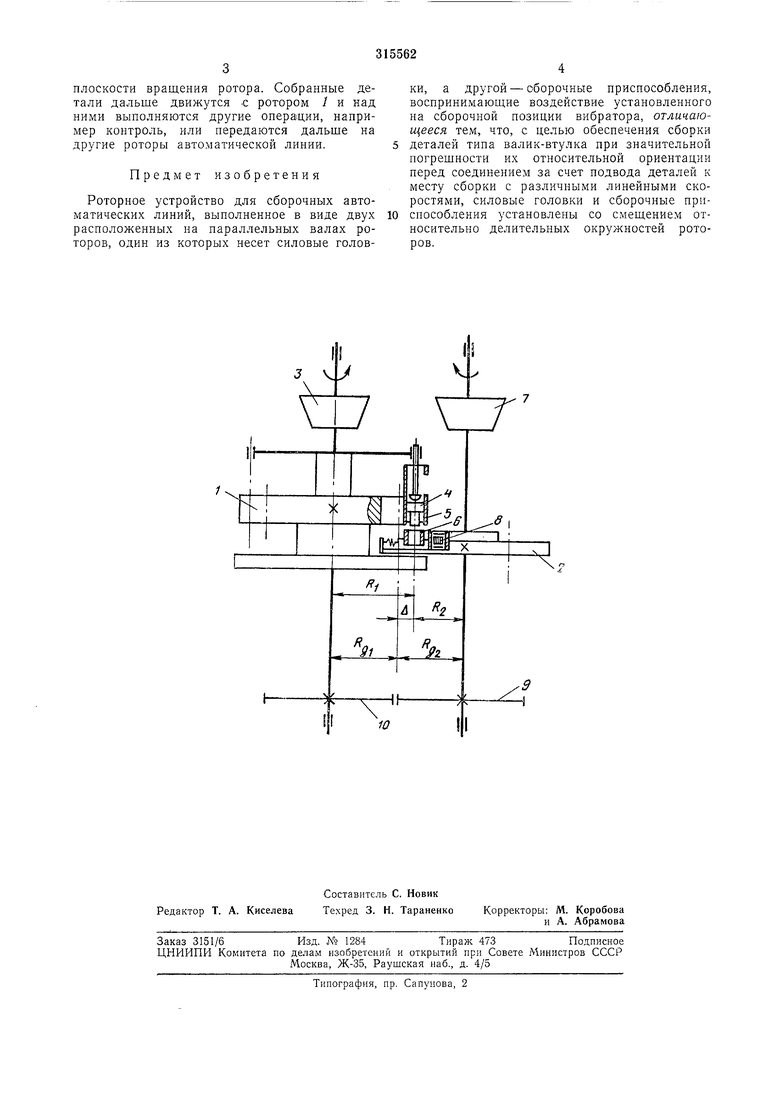
На чертеже показана схема расположения роторов со сборочными приспособлениями и их привода.
Предлагаемое устройство имеет рабочий 1 и транспортный 2 роторы. Из бункерно-загрузочного устройства 3, расположенного на роторе , подается одна из собираемых деталей 4, например валик, и устанавливается в
сборочную силовую головку 5. Вторая деталь 6, например втулка, поданная из бункерно-загрузочного устройства 7, удерлмвается захватами сборочного вибрационного приспособления 8, установленного на роторе 2. Роторы получают согласованное вращение посредством зубчатых колес 9 и 10. За счет сдвига центров сборочных головок и приспособлений с делительных окрулсностей
и 2 роторов на расчетную величину Д детали подходят к точке касания окружностей Ri и Rz с различными линейными скоростями, в частности линейная скорость детали на роторе 1 больше скорости детали на
роторе 2.
Кроме того, детали 6, расположенной в приспособлении 8, одновременно сообщаются колебания, в частности в радиальном направлении, с амплитудой, превышающей погрешность относительной ориентации в радиальном направлении.
За счет этого детали на участке сборки (передачи с транспортного на рабочий ротор)
перемещаются относительно друг друга в направлении двух координатных осей, чем обеспечивается автоматический поиск и при достаточном совпадении осей соединение деталей под действием сборочного усилия, приплоскости вращения ротора. Собранные детали дальше движутся с ротором 1 и над ними выполняются другие онерации, например контроль, или передаются дальше на другие роторы автоматической линии.
Предмет изобретения
Роторное устройство для сборочных автоматических линий, выполненное в виде двух расположенных на параллельных валах роторов, один из которых несет силовые головки, а другой - сборочные приспосо;бления, воспринимающие воздействие установленного на сборочной позиции вибратора, отличающееся тем, что, с целью обеспечения сборки
деталей типа валик-втулка при значительной погрешности их относительной ориентации перед соединением за счет подвода деталей к месту сборки с различными линейными скоростями, силовые головки и сборочные приспособления установлены со смешением относительно делительных окружностей роторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРКИ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1970 |
|
SU285466A1 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Автоматическая линия для сборки магнитной системы электромагнитного реле | 1990 |
|
SU1709417A1 |
| Роторно-конвейерная линия для сборки комплекта деталей | 1985 |
|
SU1393575A1 |
| СБОРОЧНО-КОНТРОЛЬНОЕ УСТРОЙСТВО | 1972 |
|
SU352740A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК С КРУГЛЫМ ДЕЛИТЕЛЬНЫМ СТОЛОМ | 1994 |
|
RU2108221C1 |
