Изобретение относится к устройствам для нанесения защитного покрытия на цилиндрические изделия.
Известны поточные линии для нанесения защитного покрытия на цилиндрические изделия, включающие камеры для очистки поверхности изделия, сушки и нанесения покрытия и транспортные -средства.
Недостатком известных поточных линий является недостаточная производительность труда из-за иснользования ручного труда, а также неблагоприятные санитарные условия, в которых протекает технологический процесс.
Повышение производительности труда и техники безопасности достигается за счет того, что камеры образованы кожухами, состоящими из двух частей, поворотных на осях с разной скоростью посредством механизма поворота, связывающего оси с транспортным средством, а внутри каждой камеры для очистки и нанесения покрытия размещено устройство для подъема изделия с транспортного средства и его вращения.
При этом целесообразно в поточной линии использовать шаговые рамные конвейеры и рольганг.
Механизм поворота состоит из зубчатых колес различного диаметра, посаженных на осл частей кожуха и сопря/кенной с колесами зубчатой рейки, связанной посредством рычажной
передачи с роликом, взаимодействующим с рамой конвейера.
Устройство для подъема и вращения изделия состоит из силовых цилиндров, к концам штоков которых посредством упорных подщипников присоединены конические элементы, расположенные навстречу друг другу на одной оси, смещенной вверх относительно оси изделия, лежащего на раме конвейера.
Для очистки 13делия использованы цилиндрические щетки, которые через редукторы соединены со штоками цилиндров.
Покрытия напыляются соответствующими устройствами.
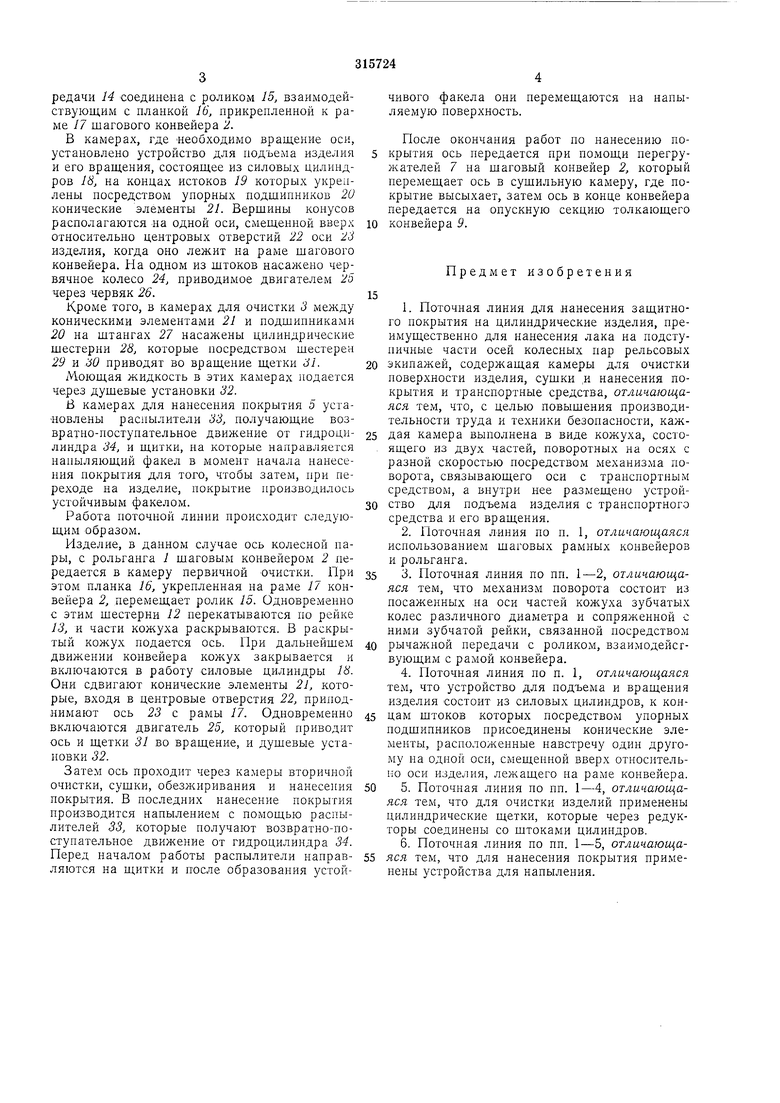
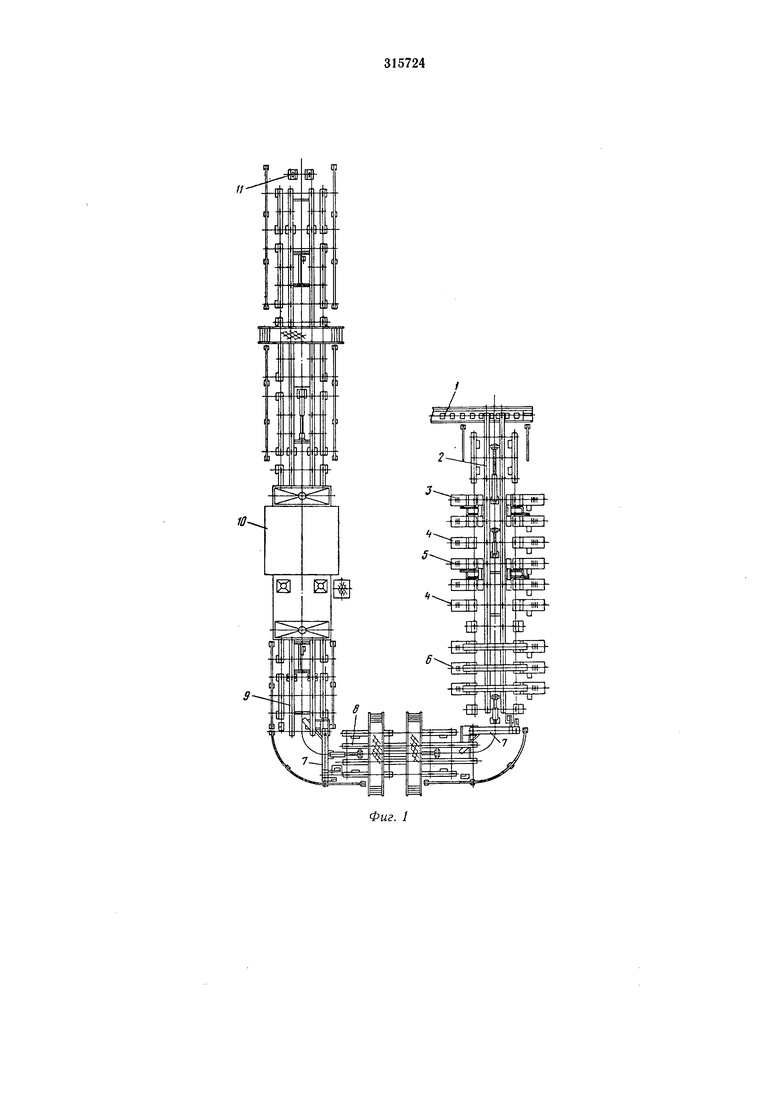
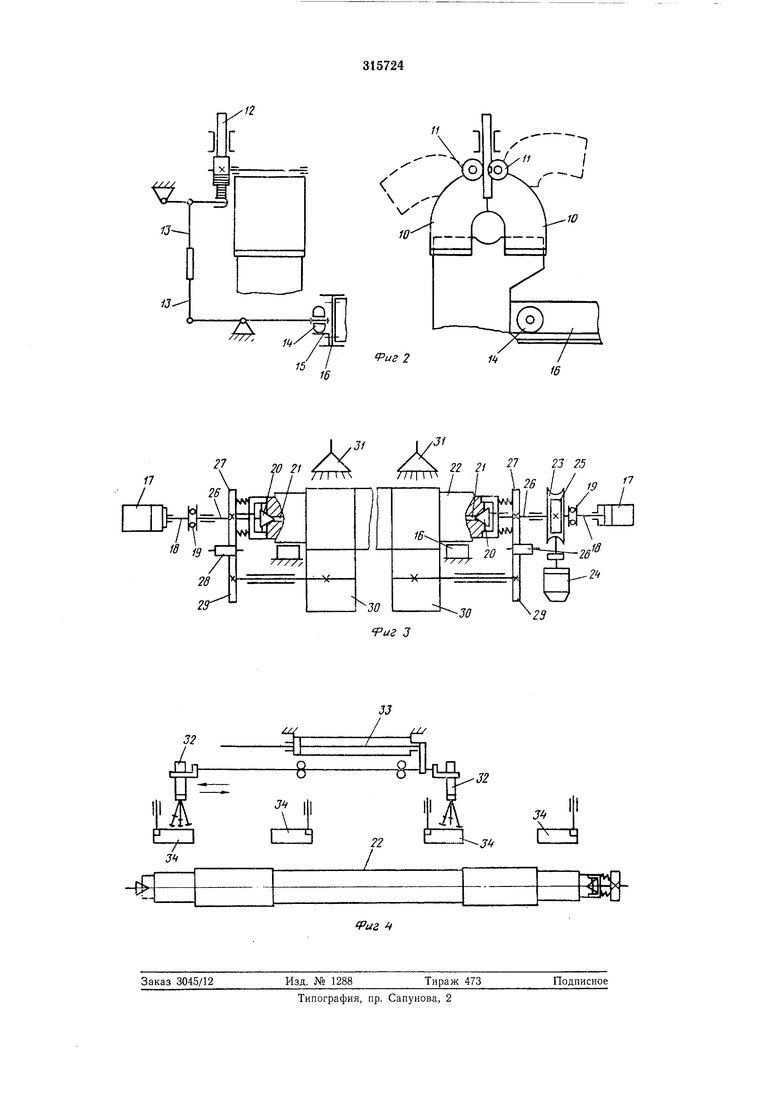
На фиг. 1 изображена поточная линия для нанесения защитного покрытия на цилиндрические изделия; на фиг. 2 - механизм поворота частей на фиг. 3 - устройство для подъема и вращения изделия; на фиг. 4-
устройство для напыления.
Поточная линия содержит рольганг 1, шаговый конвейер 2, камеры для очистки 3, воздушной сушки 4, обезжиривания 5 и нанесения покрытия (лака) 6, перегружатели 7, сушильную камеру 5 и толкающий конвейер 9. Каждая камера выполнена в виде кожуха, состоящего из двух частей 10, жестко соединенных с осями 11. На осях насажены шестерни 12 разного диаметра, сопряженные с
редачи 14 соединена с роликом 15, взаимодействующим с нланкой 16, прикрепленной к раме 17 шагового конвейера 2.
В камерах, где Необходимо вращение оси, установлено устройство для подъема изделия и его вращения, состоящее из силовых цилиндров 18, на концах истоков 19 которых укреплены посредством упорных подшипников 20 конические элементы 21. Вершины конусов располагаются на одной оси, смещенной вверх относительно центровых отверстий 22 оси 23 изделия, когда оно лежит на раме шагового конвейера. На одном из штоков насажено червячное колесо 24, приводимое двигателем 25 через червяк 26.
Кроме того, в камерах для очистки 3 между коническими элементами 21 и подшипниками 20 на штангах 27 насажены цилиндрические шестерни 28, которые посредством шестерен 29 и 30 приводят во вращение щетки 31.
Моющая жидкость в этих камерах подается через душевые установки 32.
В камерах для нанесения покрытия 5 устаНовлены распылители 33, получающие возвратно-поступательное движение от гидроцилиндра 34, и щитки, на которые направляется напыляющий факел в момент начала нанесения покрытия для того, чтобы затем, при переходе на изделие, покрытие производилось устойчивым факелом.
Работа поточной линии происходит следующим образом.
Изделие, в данном случае ось колесной пары, с рольганга I шаговым конвейером 2 передается в камеру первичной очистки. При этом планка 16, укрепленная на раме 17 конвейера 2, перемещает ролик 15. Одновременно с этим шестерни 12 перекатываются по рейке 13, и части кожуха раскрываются. В раскрытый кожух подается ось. При дальнейшем движении конвейера кожух закрывается и включаются в работу силовые цилиндры 18. Они сдвигают конические элементы 21, которые, входя в центровые отверстия 22, приподнимают ось 23 с рамы 17. Одновременно включаются двигатель 25, который приводит ось и щетки 31 во вращение, и душевые установки 32.
Затем ось проходит через камеры вторичиой очистки, сушки, обезл иривания и нанесения покрытия. В последних нанесение покрытия производится напылением с помощью распылителей 33, которые получают возвратно-поступательное движение от гидроцилиндра 34. Перед началом работы распылители направляются на щитки и после образования устойчивого факела они перемещаются на напыляемую поверхность.
После окончания работ по нанесению покрытия ось передается при помощи перегружателей 7 на шаговый конвейер 2, который перемещает ось в сушильную камеру, где покрытие высыхает, затем ось в конце конвейера передается на опускную секцию толкающего конвейера 9.
Предмет изобретения
1.Поточная линия для нанесения защитного покрытия на цилиндрические изделия, преимущественно для нанесения лака на подступичные части осей колесных пар рельсовых
экипажей, содержащая камеры для очистки поверхности изделия, сушки ,и нанесения покрытия и транспортные средства, отличающаяся тем, что, с целью повышения производительности труда и техники безопасности, каждая камера выполнена в виде кожуха, состоящего из двух частей, поворотных на осях с разной скоростью посредством механизма поворота, связывающего оси с траиспортным средством, а внутри нее размещено устройство для подъема изделия с транспортного средства и его вращения.
2.Поточная линия по п. 1, отличающаяся использованием шаговых рамных конвейеров и рольганга.
3. Поточная линия по пп. 1-2, отличающаяся тем, что механизм поворота состоит из посаженных на оси частей кожуха зубчатых колес различного диаметра и сопряженной с ними зубчатой рейки, связанной посредством
рычажной передачи с роликом, взаимодейсгвующим с рамой конвейера.
4. Поточная линия по п. 1, отличающаяся тем, что устройство для подъема и вращения изделия состоит из силовых цилиндров, к концам штоков которых посредством упорных подшипников присоединены конические элементы, расположенные навстречу один другому на одной оси, смещенной вверх относительно оси изделия, лежащего на раме конвейера.
5. Поточная линия по пп. 1-4, отличающаяся тем, что для очистки изделий применены цилиндрические щетки, которые через редукторы соединены со штоками цилиндров.
6. Поточная линия по пп. 1-5, отличающаяся тем, что для нанесения покрытия применены устройства для напыления.
ij
11
Риг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для нанесения на внутренние поверхности труб многослойного покрытия | 1986 |
|
SU1426653A1 |
| ЛЕНТОЧНЫЙ ТРАНСПОРТЕР-ПЕРЕГРУЗЧИК ФОРМОДЕРЖАТЕЛ Ей | 1969 |
|
SU238776A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ ТОПЛИВНЫХ БАКОВ | 1973 |
|
SU399351A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА АВТОПОКРЫШКИ | 1973 |
|
SU388906A1 |
| Поточная линия для окончательной обработки и комплектации пакетов лифтовых направляющих | 1971 |
|
SU450751A1 |
27 7
J
7T
ysf
/ 19
28 2Г
21 f 3 5
L/
17
26
19
O
13
26
-Zf
32
-ej
