По основному авт.св. Nfe 245244 известно устройство для дуговой сварки кольцевы швов обсадных труб.
Известно также устройство для ультразвукового контроля неловоротных стыков горизонтально расположенных труб„ Применение его для контроля качества сварки обсадных труб затруднено тем, что устансека и снятие его со стыка являются трудоемким и долго продолжающимся процессом,
Цель изобретения - повышение производительности груда и качества сварки. Для этого предлагаемое устройство снабжено установленным на планшайбе механизмом ультразвукового контроля, краскоотметчиком дефектов и регистратором качества в виде самопишущего прибора.
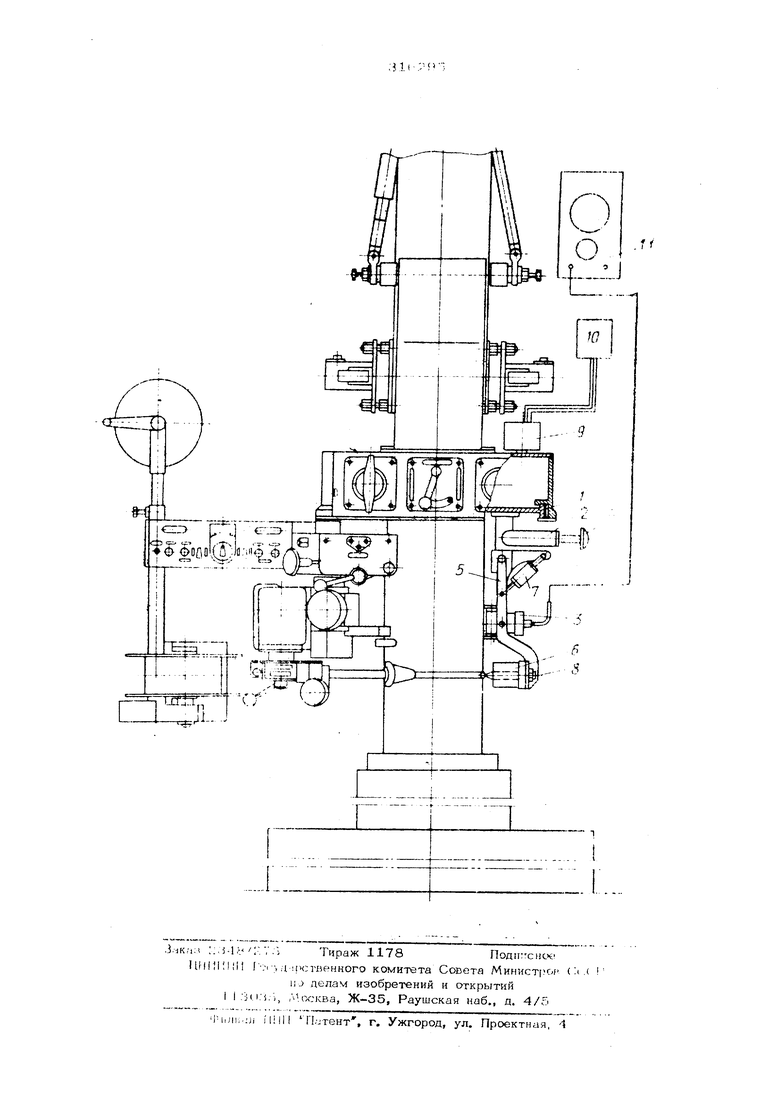
На чертеже показано предлагаемое устройство.
К вращающейся со свсзрочной Толовкой планшайбе 1 прикреплен механизм 2 корректировки ультразвуковой (гскатолыюй голе®- ки 3 с ручным приводом ог рукоятки 4. На суппорте этого механизме имеется шарнир
подвес э коогметчяке 6.
ПоЕвеска cps;c .
ВеОХНССхЪ ; j;-i -,
корреЕгирОБКи яа-;, длг.гн ,: показывающий сх:-Э1г;п;с ;льловки OTi-rOCHT-a.rV, C pOROrO
ленке подъеыолг « г/ ультразвуковой --олг ком сблокировяко сг тройства для СЕяПК дуктора вращеакй пла1ш:айб1 этогс у: ства берет врашекие сельс1пг -ппт-г гь единенный синхронной стшфазггой зл: ;кой связью с CenbC:rHOiintieNcH n:O, 1;л
шнмся в самопиилШйм npioope If), П точное число редуктора приБсда прог-; лекты такса о. Ч7О с5 ;орость длижоп : равна скорости контролп, Колхс; -:;т i;:бель ат дефектоскоп/; 11 n-n-ic/iri-r. у тразвукозой головке Е общей ri/pTqira-. :провс ДгмИ5 ндущн: г; к устроит т; лль: ки, и позволяет oft .::ч:гплГ-. ;-: ir3
33
тора оборота вокруг оси обсадной в каждую сторону от среднего положения, В этой же гирлянде уложены шлангИ, иодаяэщйв контролирующему устройству зоду, воздух и краску,
устройство работает слпдуюши л образом, После сварки стыка cFiapoHHOfj ус;трОй.ство останавпивает ::я в крайнем положении, через короткое epevin, опреапляемо )еле времени и необходимое для кристр.).игеи и Остывания сварного чгва до такой т мпоратуры, чтобы попадание на него воды (те вызвало появления трошин, Загем гю команде реле времени тюдвеск-т с- ультр азвуК.ОВОЙ головкой и кряскоотмегчиком опу(Ж1Э еп.я на трубу однов|1е1ч-ге 1по .частх-я но- Пача ВОД)). Электрич ск1К, коит-чк т-ь ут: 1П к ковой головки )1х-я i-; г;)Д;1 сигнал на вклк ченче мм .шюпото чоц ) :i,- ni:шайбы сварочного устрок-тр.а, I Ьх-лодчоп с:овершает полный с)борот и стап-чьлиг-.чгтг ч выстаивая юкоторсл в|н-:М.1, )х-. для онепки качостЕ.ч CTI-IK-I и -охрчч- чги, ориентира для и,чкл. ,ч( TOT-II.IMMI.I 1:1
трубу. Во ПрОМЯ 1рЛ 1ОННЧ 1 ЛаН1 Ч1 ИЧ
маршевой скориг-ти с:олып1н-дч-гч1к 1гч
51
вра1Г оние механв.ому для прогчжкп , После окиччания контроля схема уирапл-гмшя разрывает се.шзсипную связь, и п)Отяжки ripn нгючих гговоротах св.чрочного устройпва не происходит.
Корр -ктир(жка ультразвуковой головки О ;:у111:эг-тн,чяется по указатеякч при ломоин рукгзяткп идно1.юменпо с корр(;ктировкой сварочной головки леред сваркой по сттлку двух обсадных ;руб, В npoufjcce кО гтроля ко|5ректироикч иолсжопия ультра:звуковой т-оловки, в то П1:л(: aBTONS-чтнческоо KOiniJOBa;1 1Г, не гребуЛся, так как коптрюль и ка nponnnuasiTtfi с одпой установки сварочного устройств и
О р -л у л а ч о о 5 fi е т о ii и я
.УсТрОЙГТР.и для Л.уГОВО ГВЛрКИ КОЛ1-41Пвых UHsOB о6-с;Щ п,л по апт. гв„ Nj 24 )244, о т л и ч а } ч .- е г я 1(м, что, с и(з.ч)К) поиьпюми:.; пропчвоя т-UU)- ног;ти труда и кг1Чостиа ев IIKH, опо CHa6/i i liO у :тан:)|5лгчп ым sia )й5о мехшиз- аом .,вуковг.);о контроля, краскоогметчи1-;ом ;:и(1ч;ктог. я регч стрпрором кач(,5 I; впло са:Лопк }1уии;-:-о np.uoori i.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| Способ изготовления спиральношовных труб | 1987 |
|
SU1518046A1 |
| Устройство для шовной сварки труб | 1977 |
|
SU716739A1 |
| Устройство для автоматической сварки криволинейных швов | 1976 |
|
SU607684A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Установка для контактной стыковой сварки обсадных труб над устьем скважины | 1971 |
|
SU446164A1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |