(54) ЛИНИЯ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ
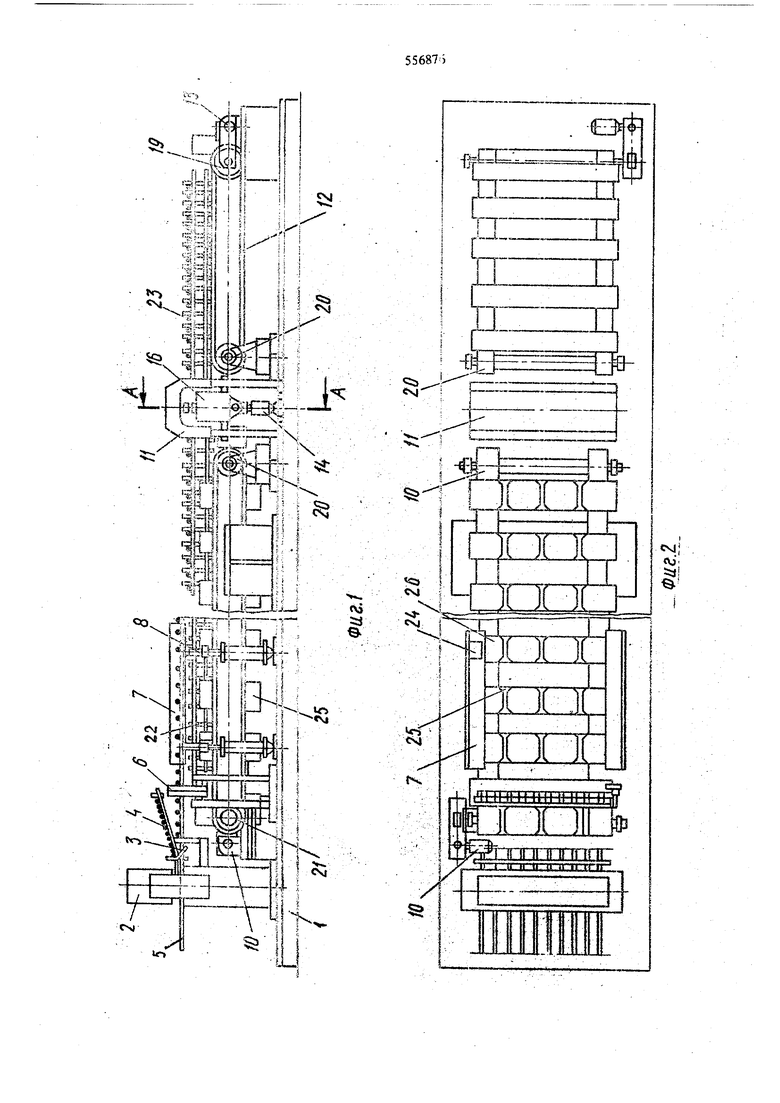
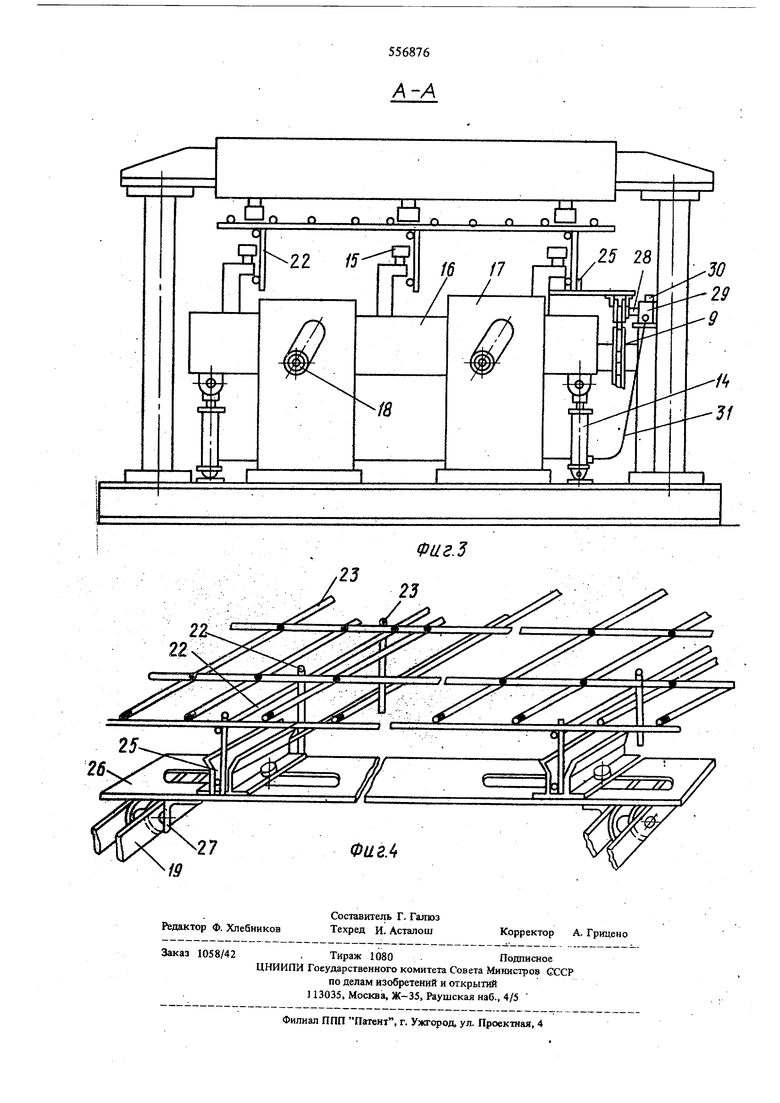
На фиг. 1 изображена описываемая линия, общий вид; на фиг 2 - то же, вид сверху; на фиг. 3 то же, разрез А А на фиг. 1; на фиг. 4 пространственный арматурный каркас в сборке в направляющих транспортера.
Рама 1 содержит сварочную машину 2, закрепленные на корпусе мащины наклонные направляющие 3 для подачи в зону сварки поперечных прутков 4 на арматурную проволоку 5, ножницы 6, укладчик 7, его привод 8, транспортер 9 и его привод 10, мащину 11 для сварки пространственных каркасов, транспортер 12, его привод 13 и привод 14 машины 11.
Машина 11 снабжена подвижными нижними электродами 15, закрепленными на траверсе 16 посредством Г-образных кронштейнов траверсы на некотором осевом смещении относительно осей верхних элект;юдов. Траверса 16 закреплена подаижно в наклонных направляющих стоек 17 посредством ролике 18 и перемещается от привода 14 под некоторым углом со смещением в CTq)OHy. Транспортеры представляют собой бесконечно замкнутые, цепи 19, приводимые в движение звездочками конвейеров 20 и 21.
Транспортер 9 служит для фиксации продольных каркасов-лесенок 22, которые устанавливаются на конвейер в процессе работы, укладки на них плоских каркасов в определенном положении и перемещения собранного пространственного каркаса 23 к маишне для сварки пространственных каркасов.
Транспортер 12 служит для перемещения готового каркаса к складу готовой продзтсции.
Приводы транспортеров 9 и 12 взаимосвязаны «врез общую электрическую схему и работают циклически.
Укладчик 7 представляет собой две напршдяющие, расположенные по обеим сторонам лшога, которые выполнены с возможностью их разворота от пневмоцилиндра на некоторый угол. При их развороте плоские каркасы укладываются на каркасы-лесенки.
Одна из направляющих укладчика 7 снабжена пневмозолотникрм 24, который управляет приводами сварочной машины 2, ножшщ б и укшдтака 7. Помимо основного своего назначения, укладдак 7 служит также для поддержа1шя плоского каркаса в горизонтальном положении и установки необходимой длины резания каркасов.
Каркасы-лесенки 22 устанавливают на транспортере 9 в направляющих 25, которые представляют собой У-образные элементы, жестко закрепленные на псяеречных балках 25. Балки выполнены с продольными пазами дня перемещения в них направляющих 25, что необходимо при изготовлении пространственных каркасов различных типоразмеров.
Поперечные балки 26 соединены со звеньями цепей транспортера 9 посредотвом кронштейнов 27. Направляющие 25 служат для фиксации каркасовлесенок в определенном вертикальном положении по отношению к плоским каркасам. На цепи 19 транспортера 9 закреплены толкате;ш 28. На раме линии смонтированы пневмозолотник 29 и электровыключатель 30. Привод 14 сварочной машины связан с электровыключателем и пневмозолотником при помощи шлангов 31.
Работает линия следующим образом. У матурная проволока 5 и поперечные прутки 4поступают с
катущек и наклонных направляющих 3 в сварочную машину для сварки плоских сеток. По мере выхода из сварочной машины сетка попадает на укладчик 7 и ножницами 6 разрезается на плоские каркасы по установленной длине.
После сборки пространственного каркаса транспортер 8 перемещает собранные пространственные каркасы 23 в зону сварки сварочной машины И, где производится сварка пространственного каркаса 23.
При этом по мере подачи каркасов в сборе в машину для сварки пространственного каркаса транспортером 9 толкатели 28, закрепленные на цепи 19 страншортера 9 с определенным шагом циклически контактируют с пневмозолотга1ком 29, установленным на раме и воздействующим на злектровыключатель 30.
Электровыключатель и пневмозолотник в указанной последовательности выключают транспс теры и через шланги 31 включают пршод 14 саарочжял машины 11. В этот момент оба транспортера линии остгшавливаются, нижние электроды оварочной машины второго поста перемещаются вверх с некоторым смещением вправо и производится сварка плоского каркаса 2 и каркасов-лесенок 22 в
единый пространственньш каркас 23.
Процесс изготовления пространственньтх арматурных каркасов ншрерьшен, поскольку все посты линии взаимосвязаны между собой пневмозлектр ческой системой.
Формулаизобретения
Линия для контактной точечной сварки прост|ранственых арматурных каркасов, содержащая объединенные системой управления смонтированные на раме машину для сварки плоской сетки, машину для сварки пространственного каркаса с верхними и нижними электродами, механизмы шаговой подачи плоской сетки и сваренного каркаса, укладчик плоской сетки и механизм резки плоской сетки,отличающаяся тем, что, с целью расашрения диапазо.на типоразмеров изготавливаемых пространственых .каркасов разного сечеНИН и сокращения производственной.шимцгдацлиния снабжена трана1(р7еро для перемещешш элементов каркаса в сбере под озарку, машины для свар ки шюскш сетки и просгранавенного каркаса установлены посяедователшо по нааравленню ;
щеюш,, при этом-фанспортер расположен
б
между машиной для сварки плоской сетки и маишной для сварки пространственного каркаса, укладчик плоской сетки установлен над несущей поверхностью транспортера, а механизм резки плоской сетки - между машиной для сварки плоской сетки
6
и укладчиком, при этом машина для сварки пространственного каркаса оснащена несущей нижние электроды траверсой, установленной на раме с возможностью перемещения по наклонным пазам, вьшолненным в раме.
сч
trt
BLl
&
-J
DLJL
J
Oj.
t
Tin I
i
a


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1975 |
|
SU560684A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| Линия для изготовления пространственных арматурных каркасов | 1980 |
|
SU1093452A2 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Установка для изготовления арматурных каркасов | 1977 |
|
SU1049151A1 |
| Линия для изготовления пространственных арматурных каркасов | 1988 |
|
SU1579614A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |